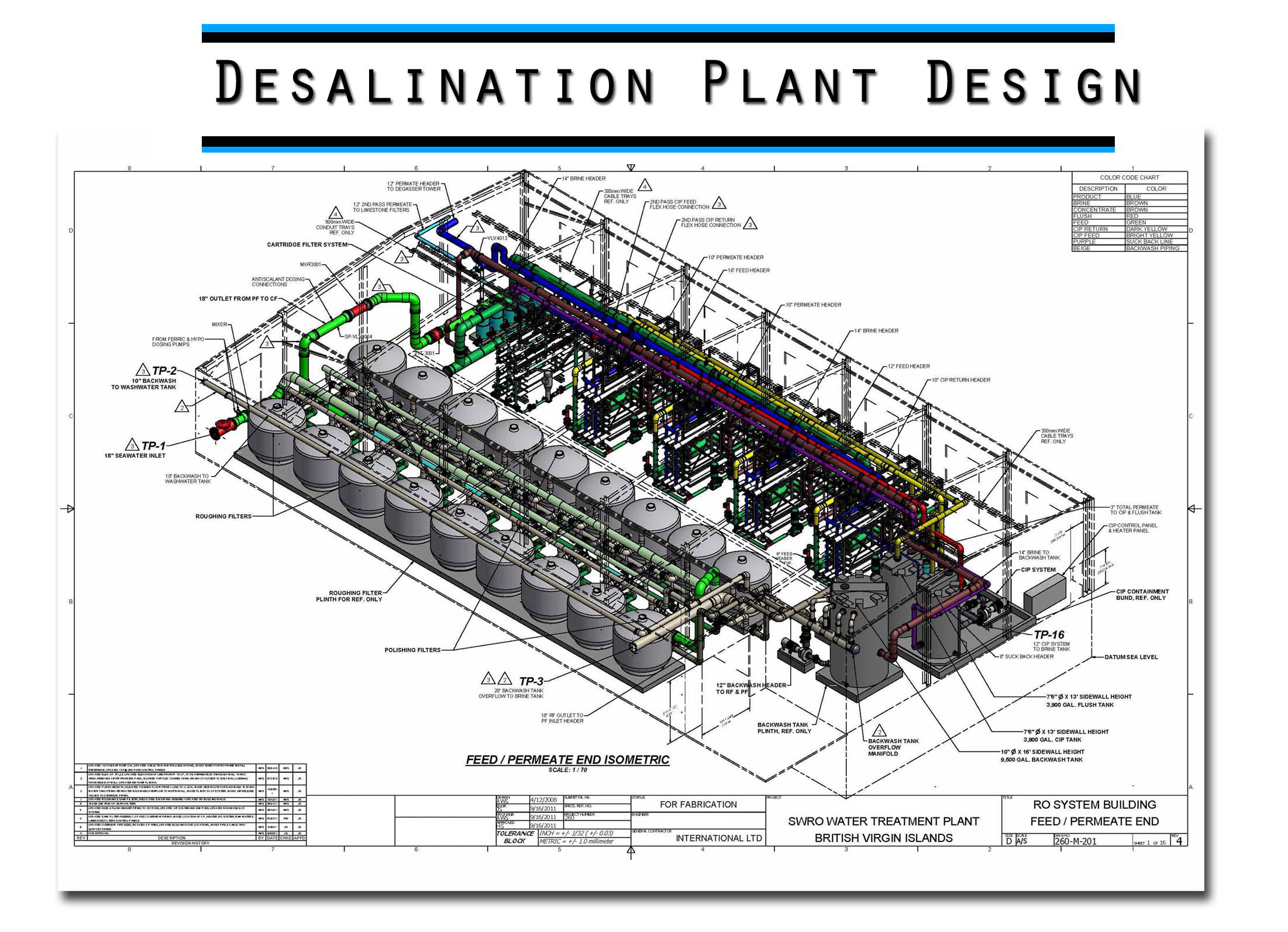
British Virgin Islands
Desalination Project
Autodesk Inventor Mechanical Design Drawings — Biwater Water Treatment
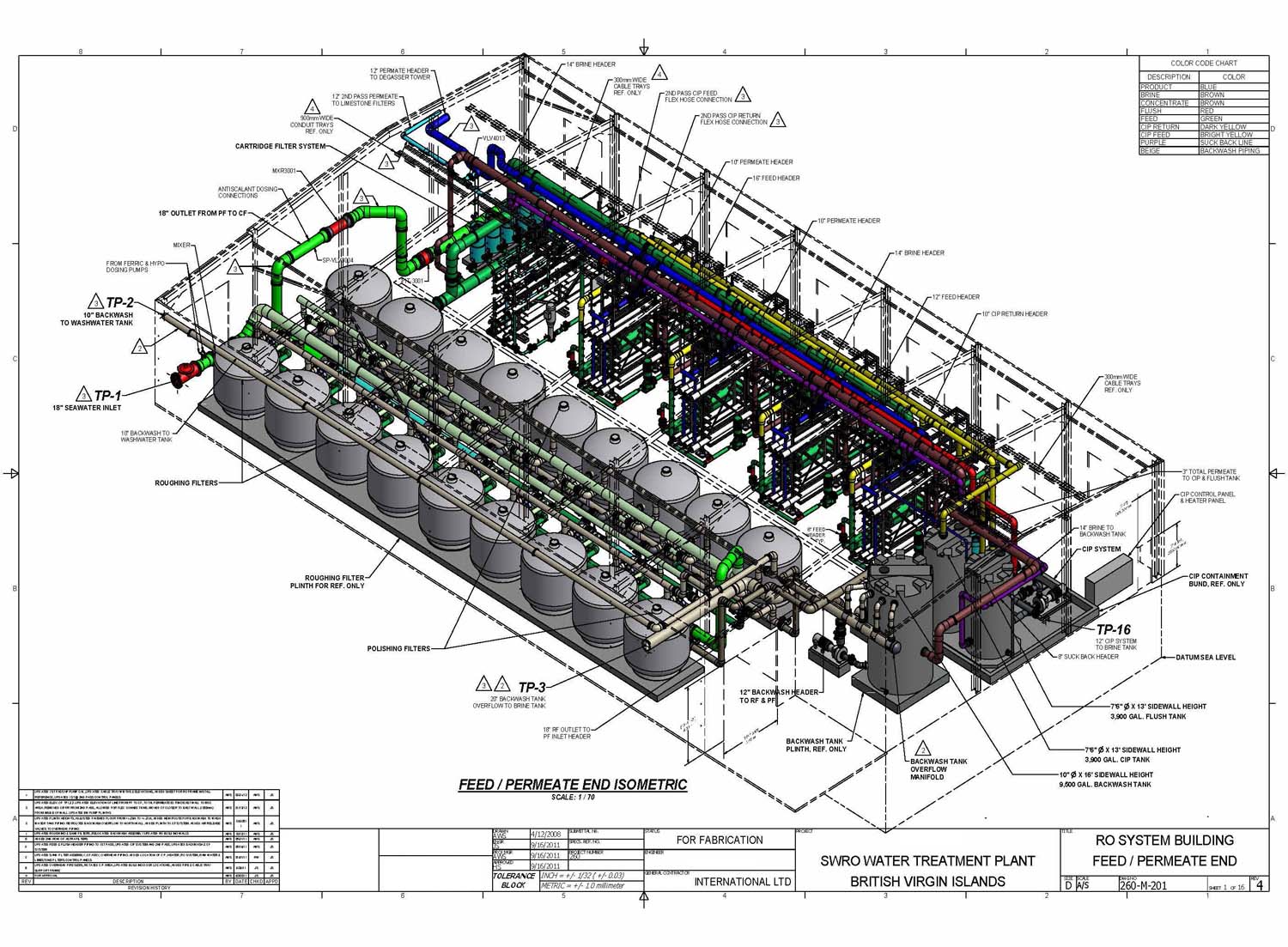
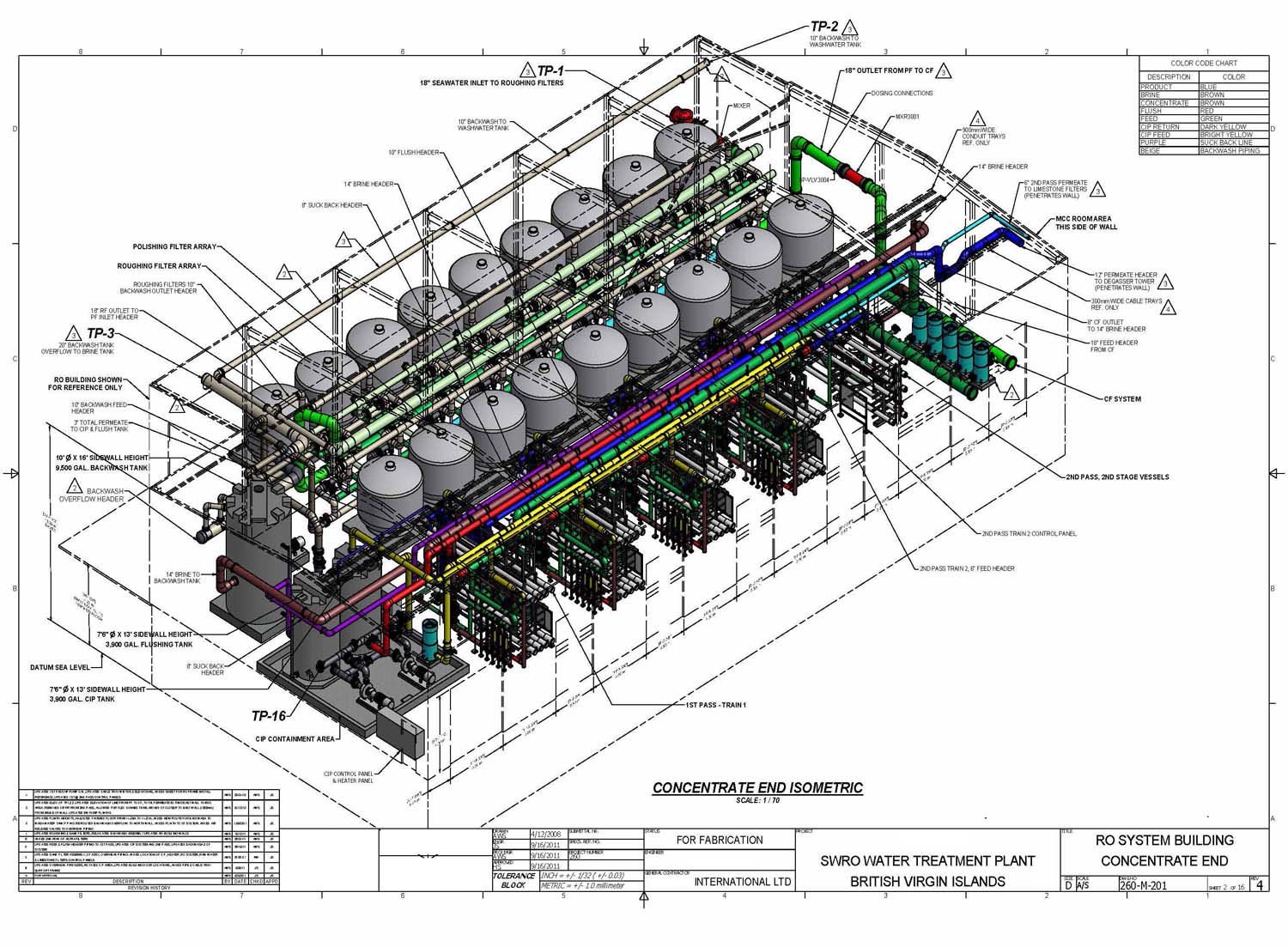
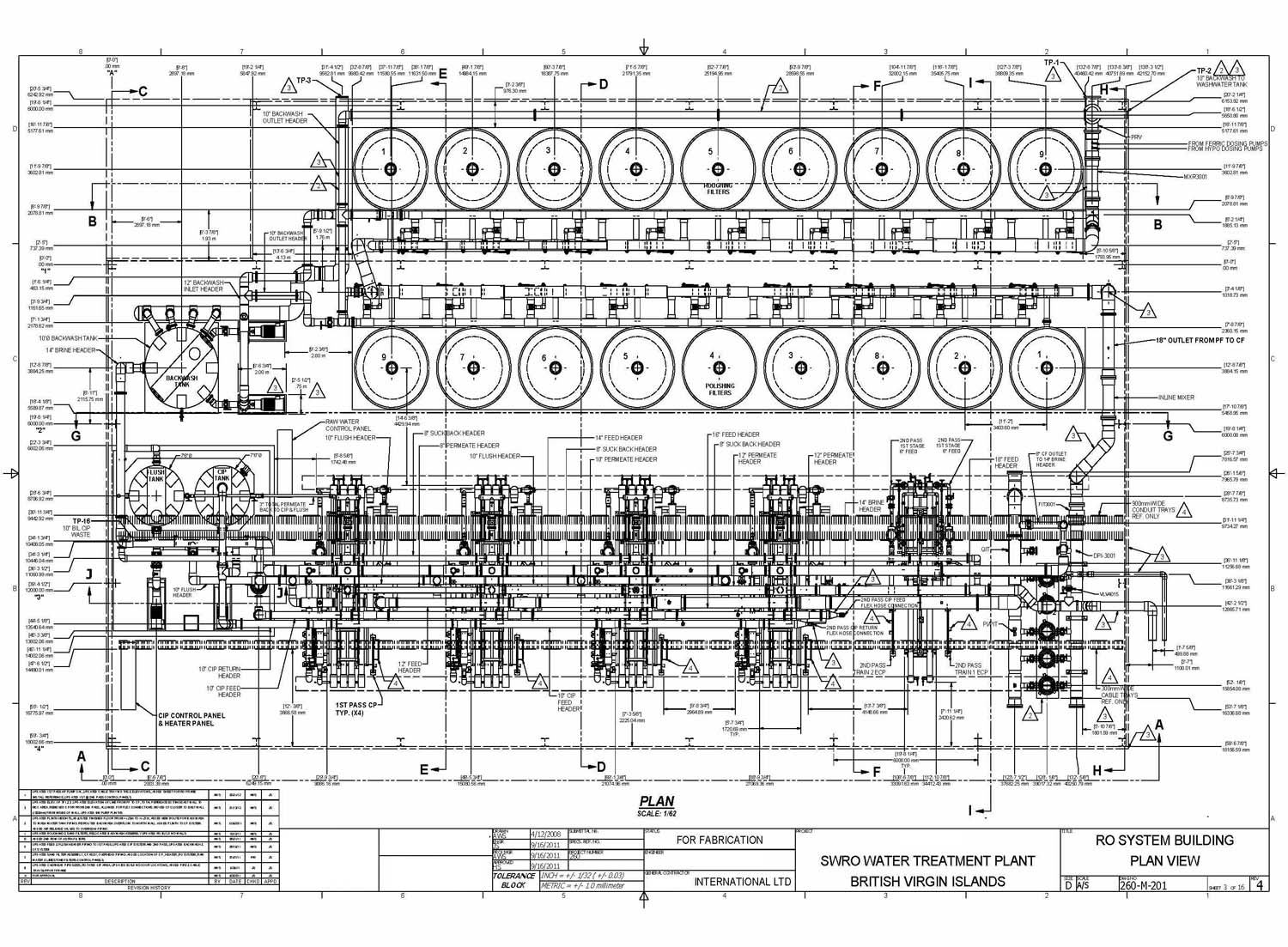
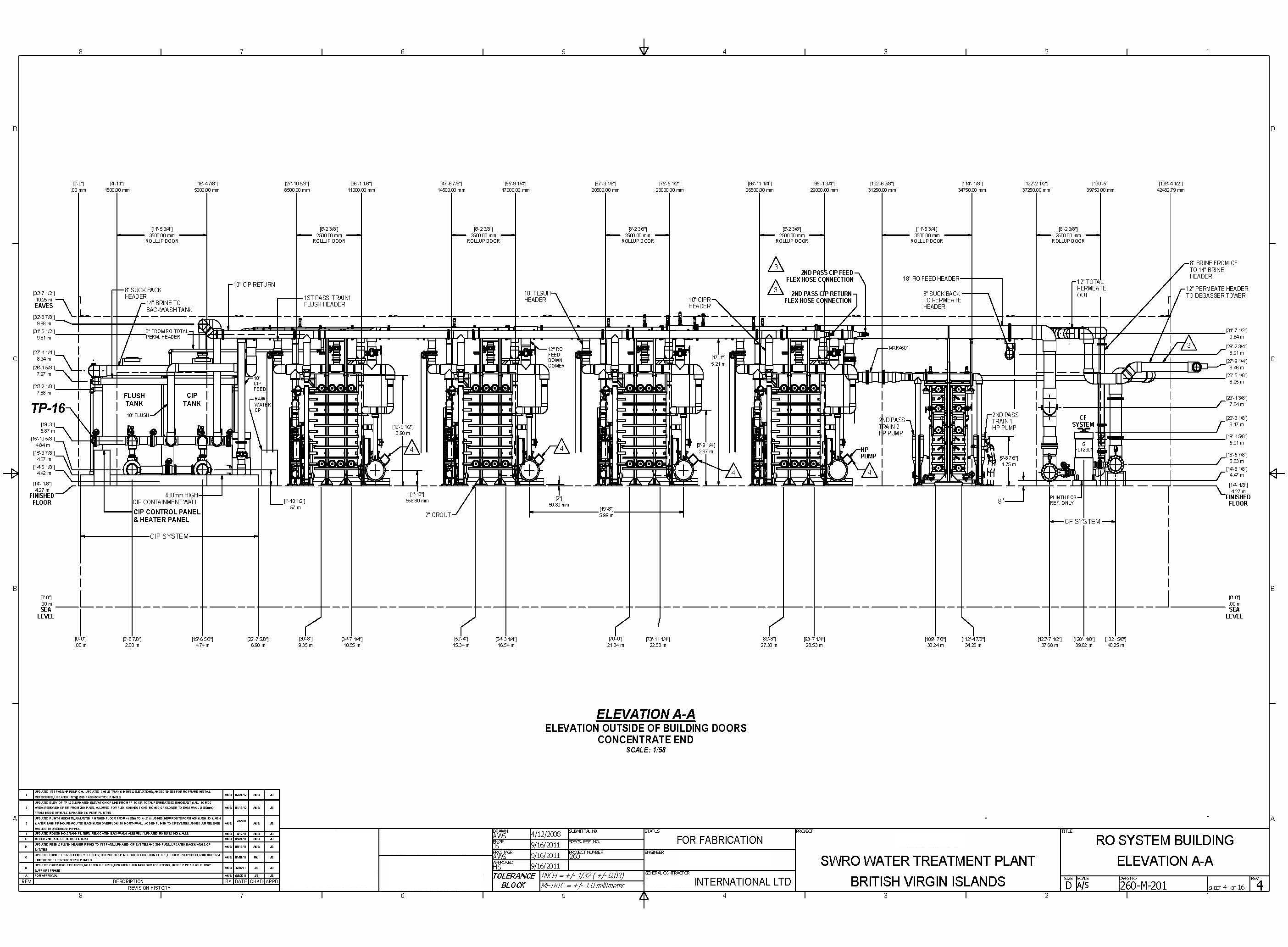
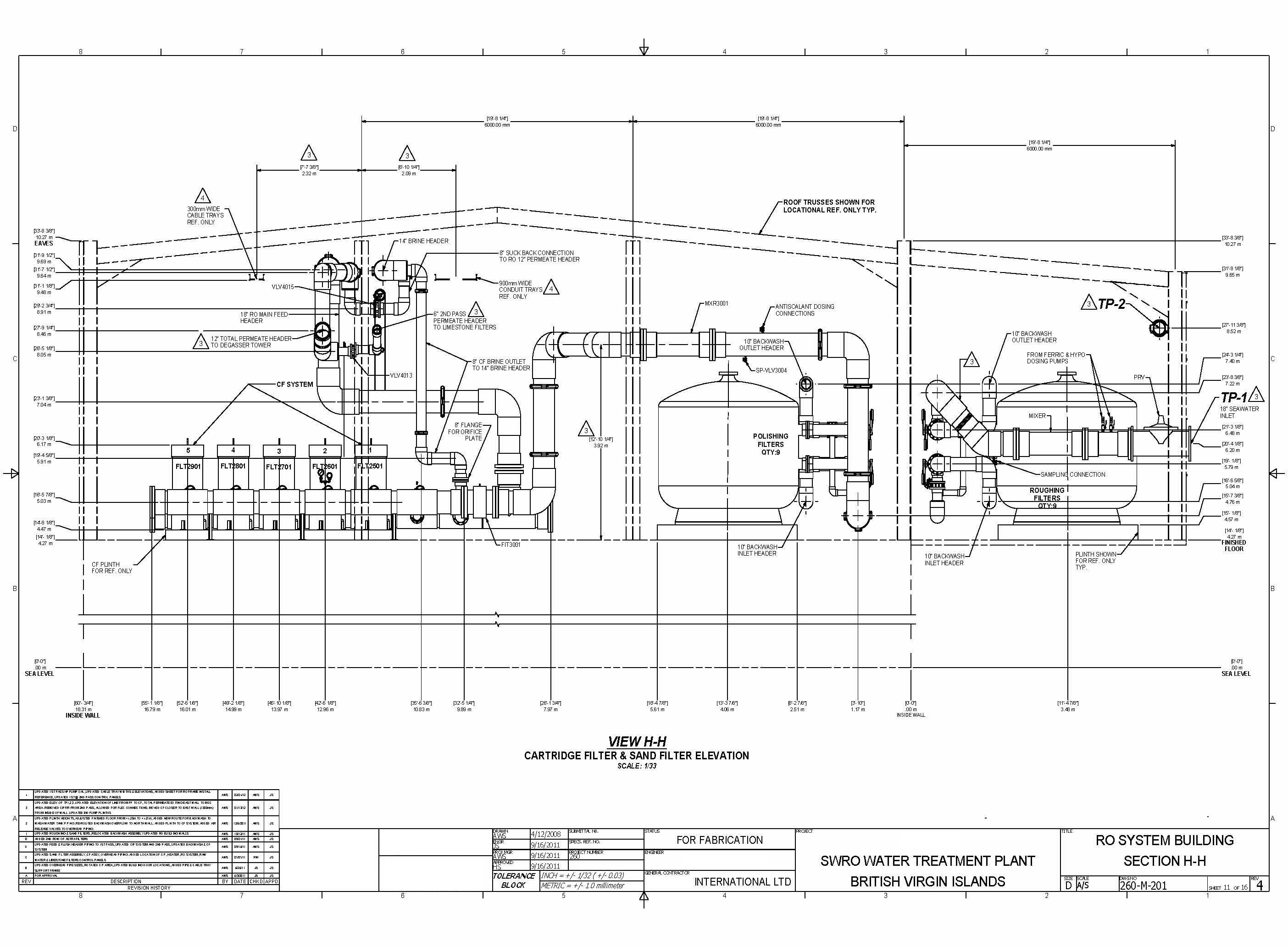
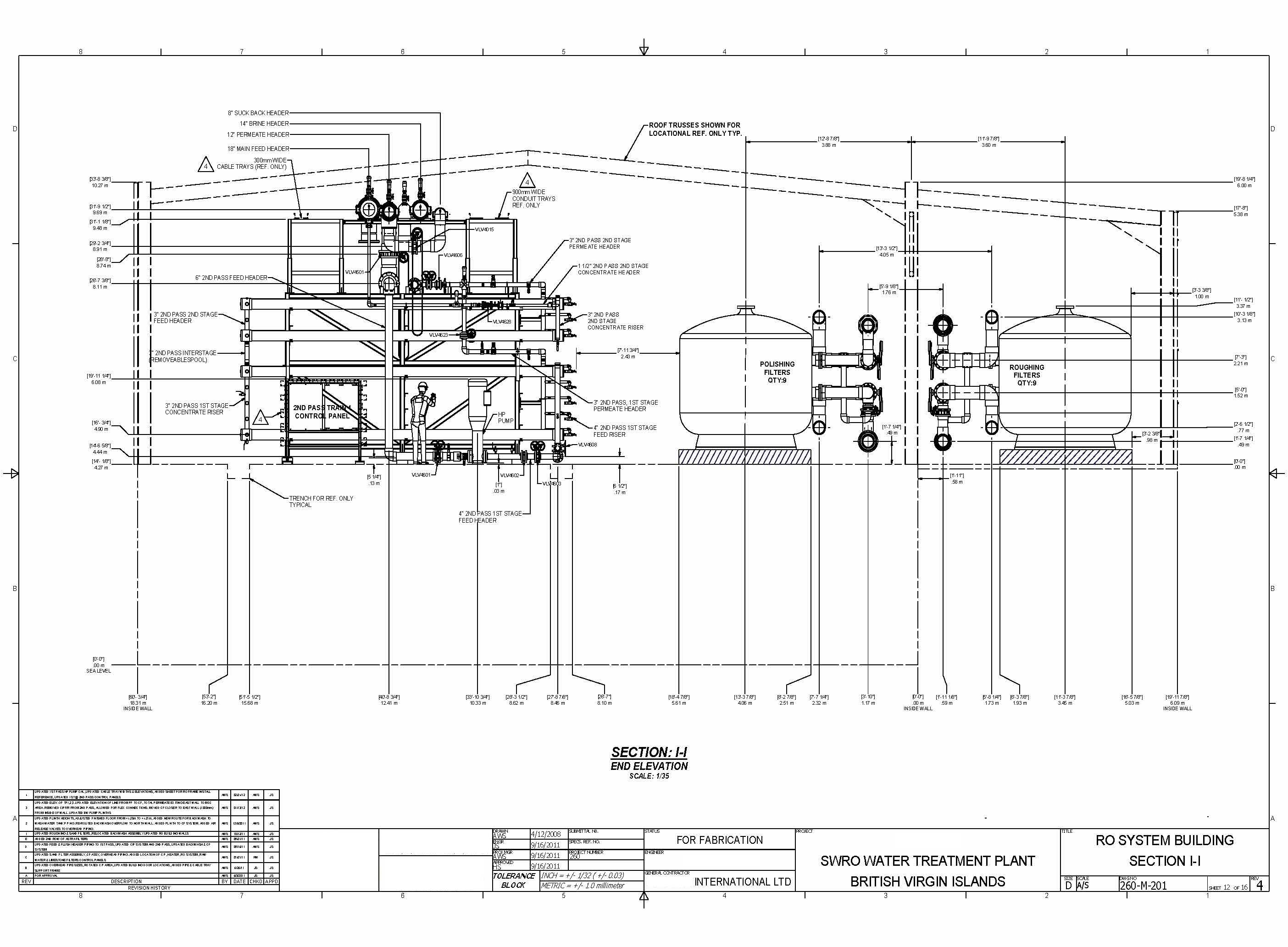
A complete set of fabrication-ready mechanical design drawings for a large-scale seawater desalination plant serving the British Virgin Islands. All drawings were developed in Autodesk Inventor using client specifications and P&ID documents. The system processes seawater through six Reverse Osmosis trains — removing salt, purifying for drinking, and cycling through backwash and clean-in-place subsystems.
A complete set of drawings created in Autodesk Inventor using client specifications and P&IDs. The 1st Pass Reverse Osmosis System is where seawater passes through six RO trains to remove salt and purify water for drinking, before moving to the 2nd Pass system for further treatment.
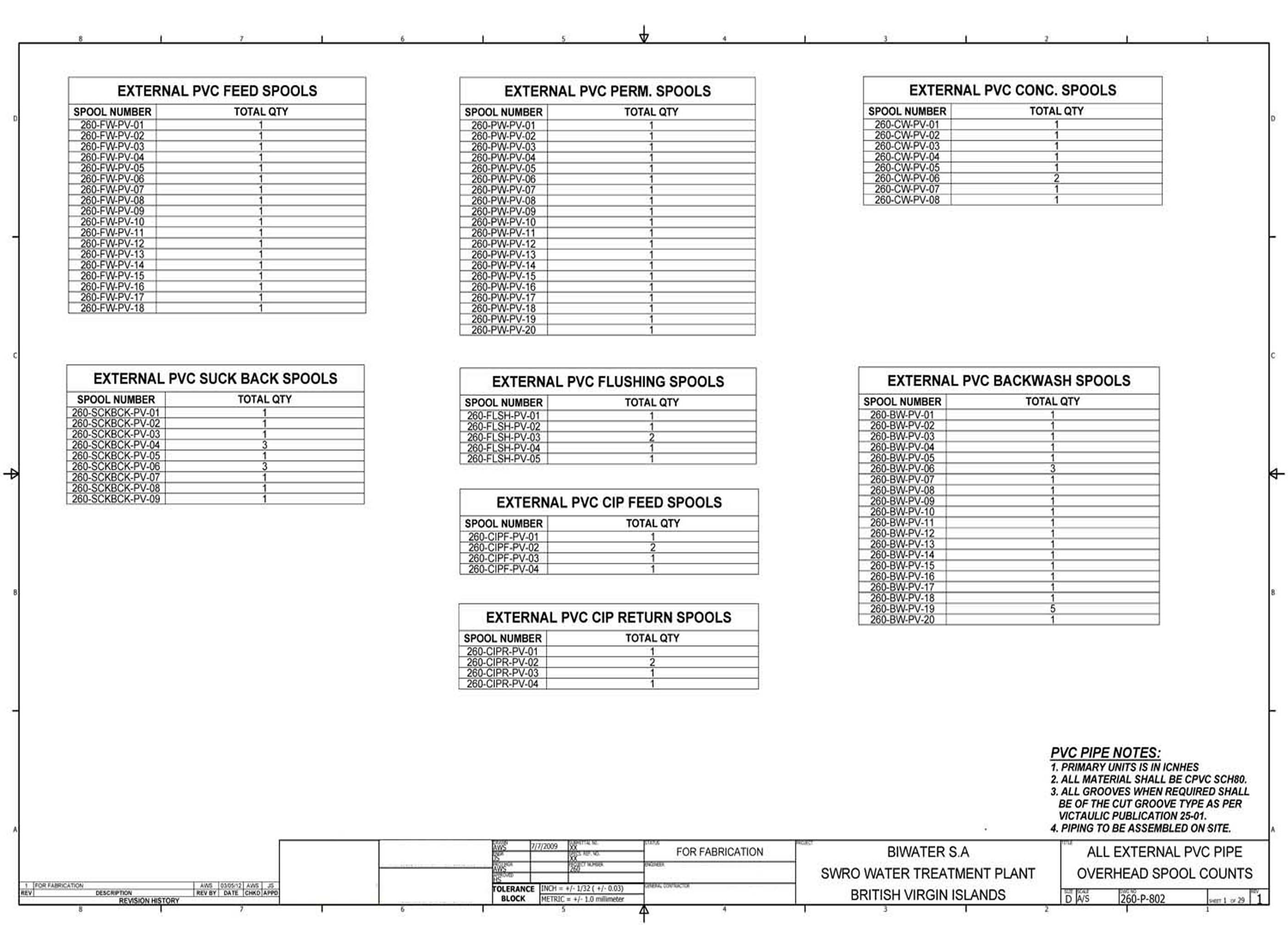
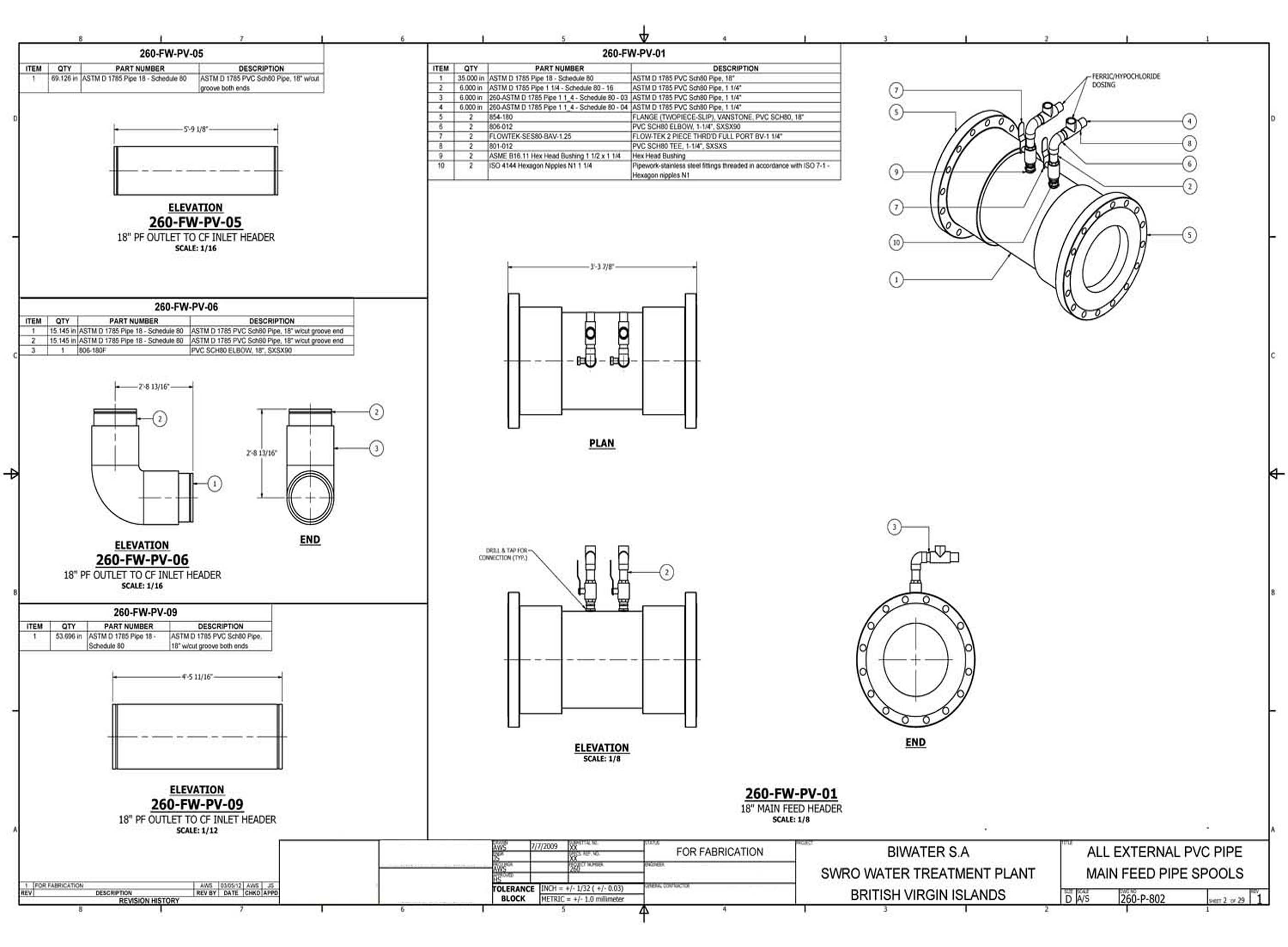
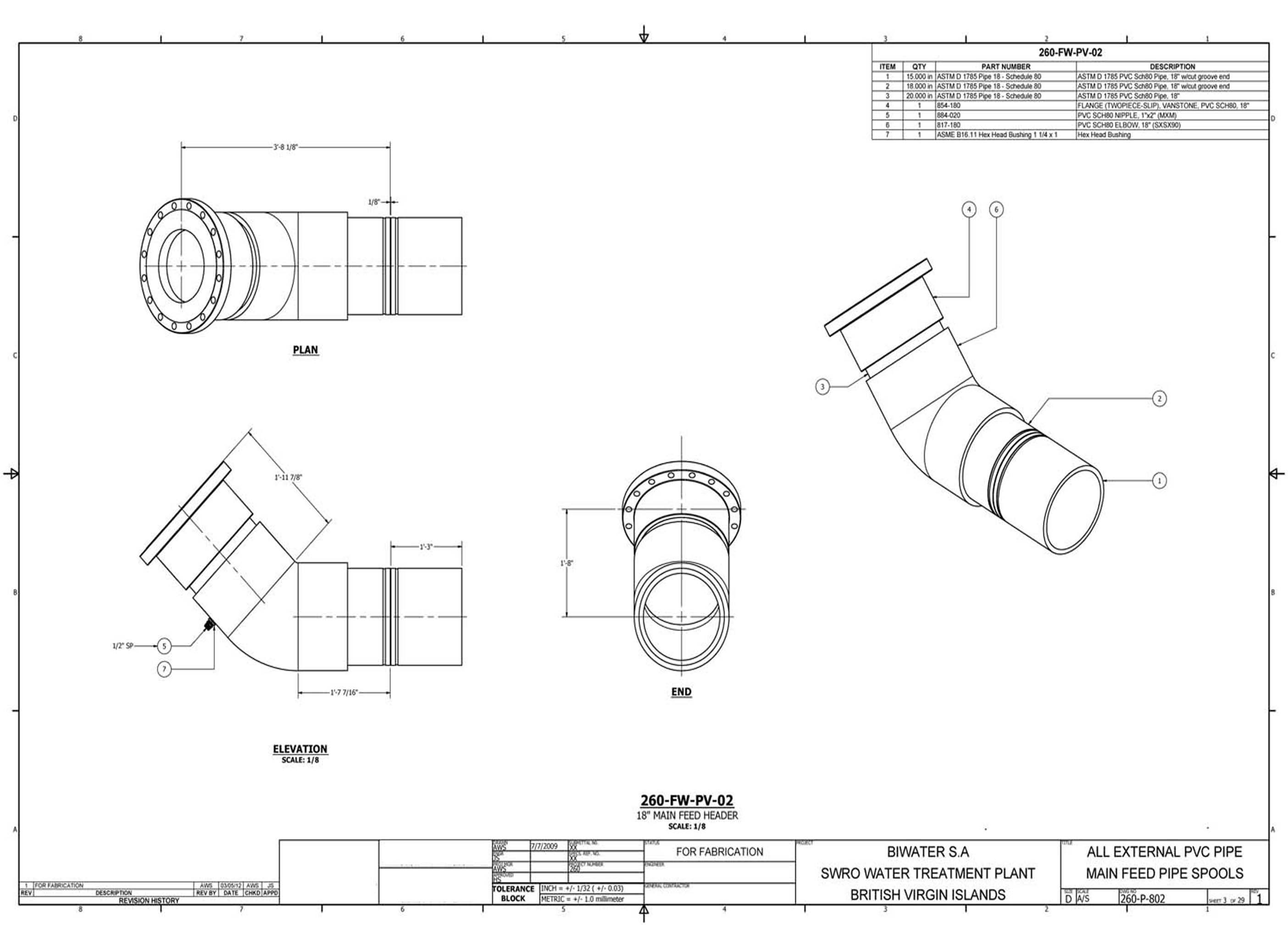
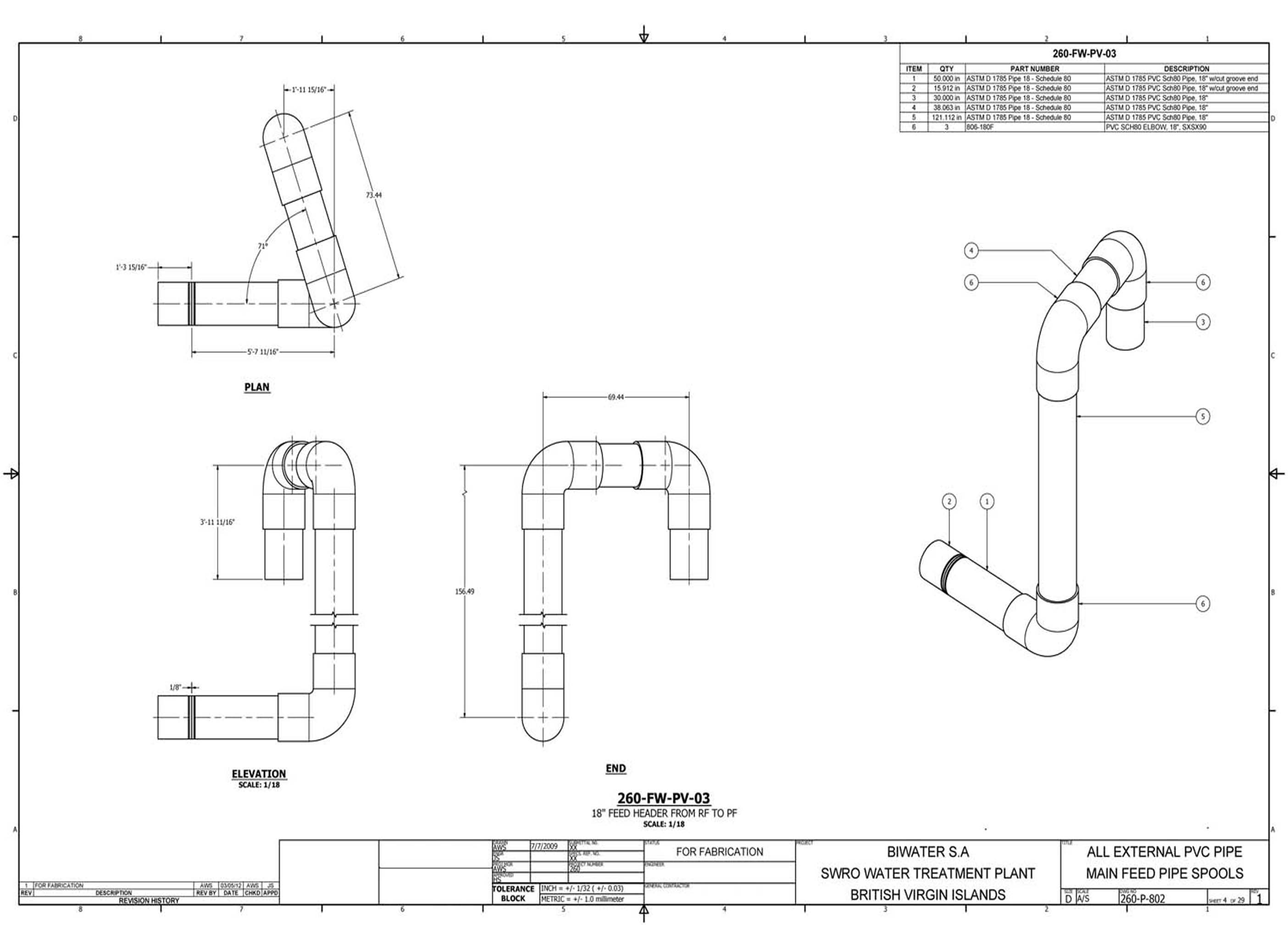
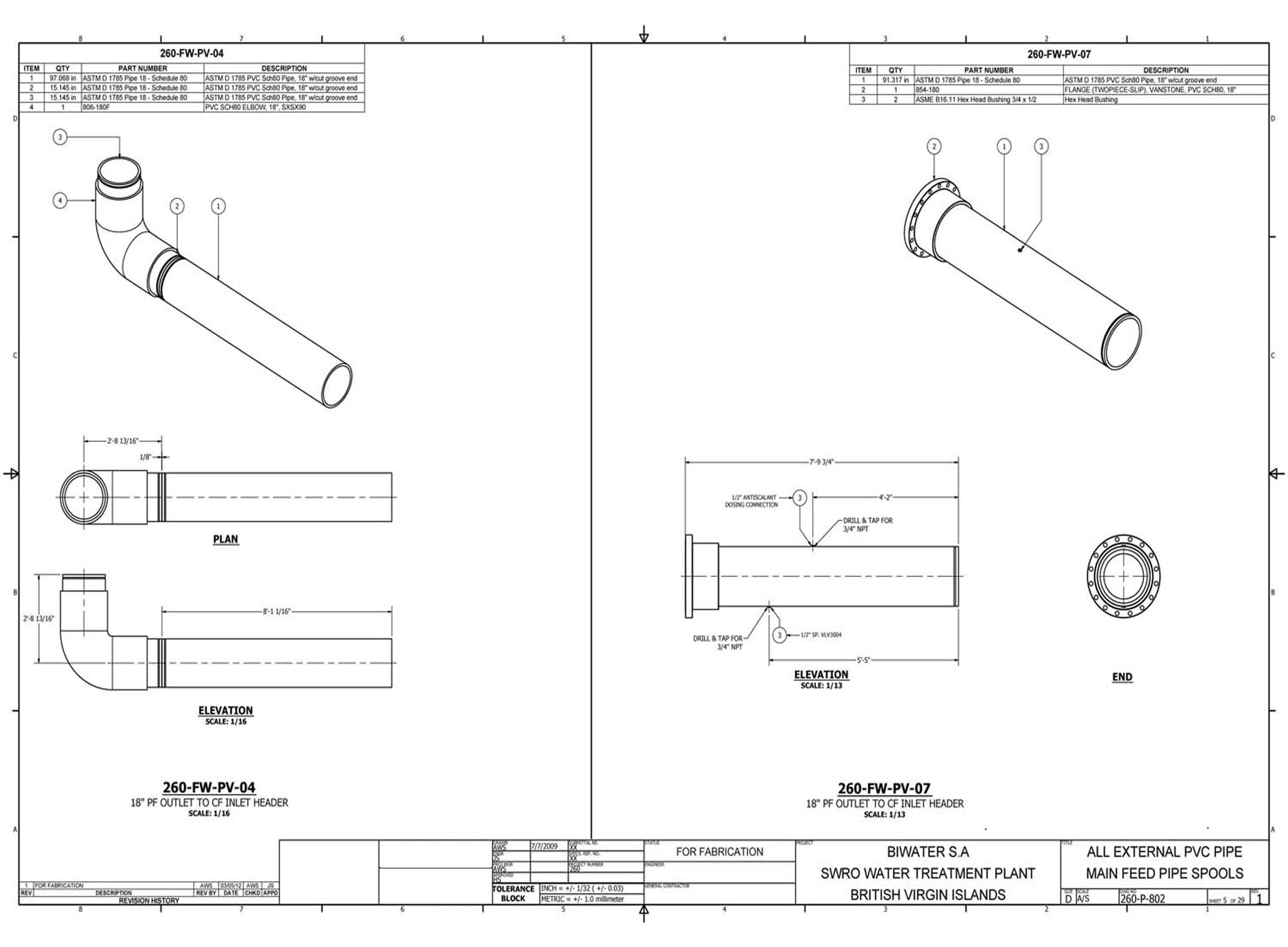
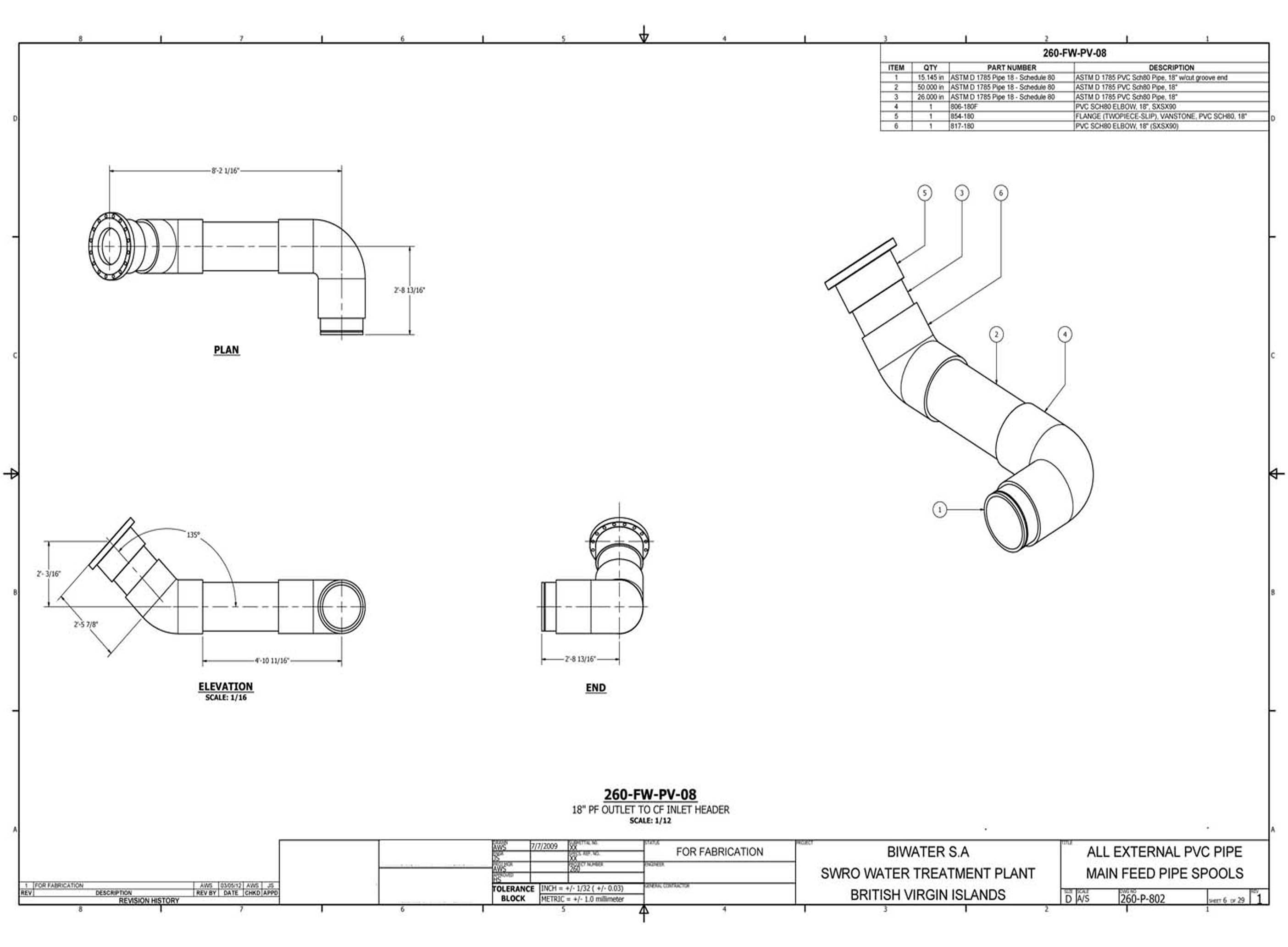
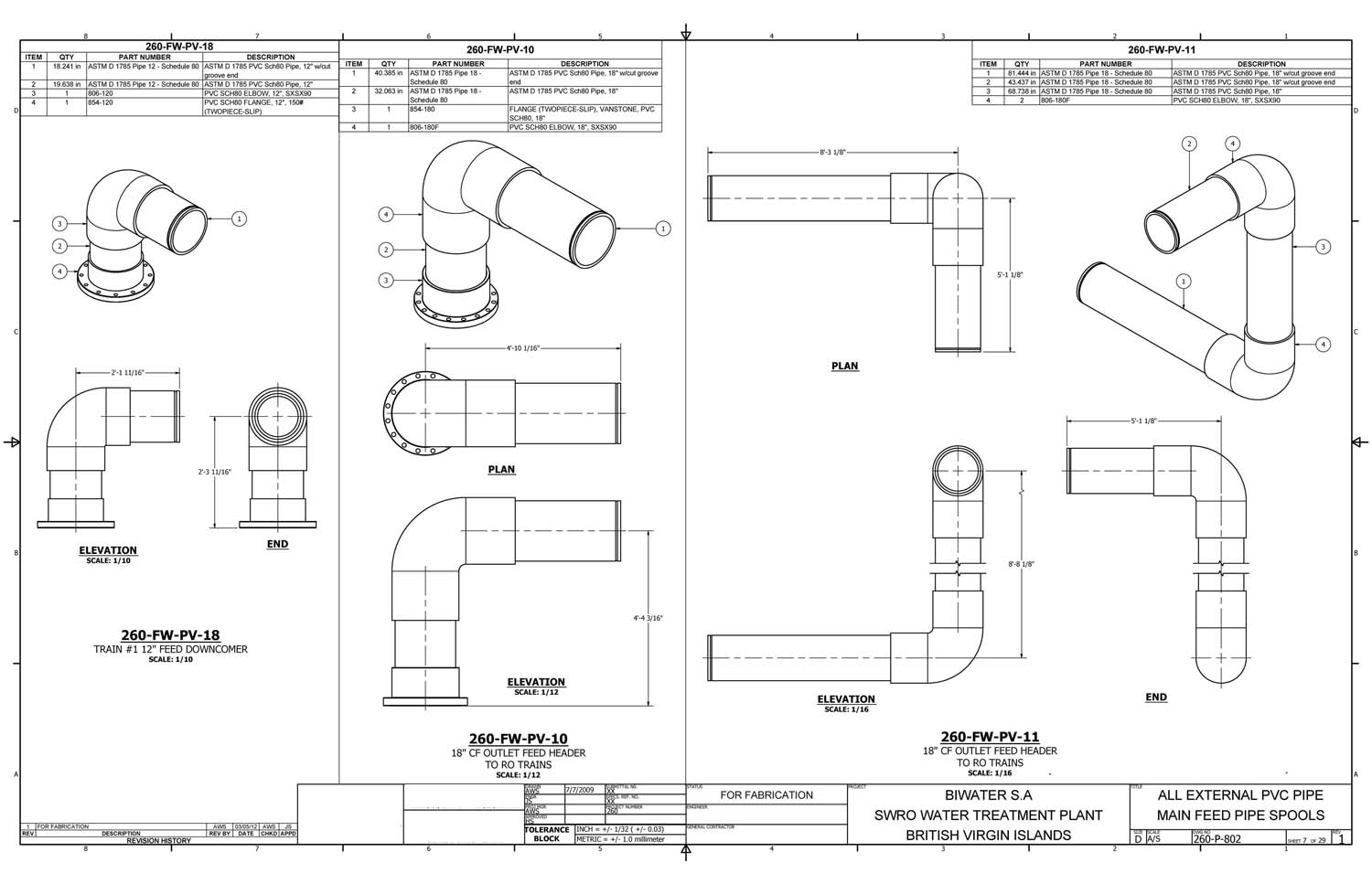
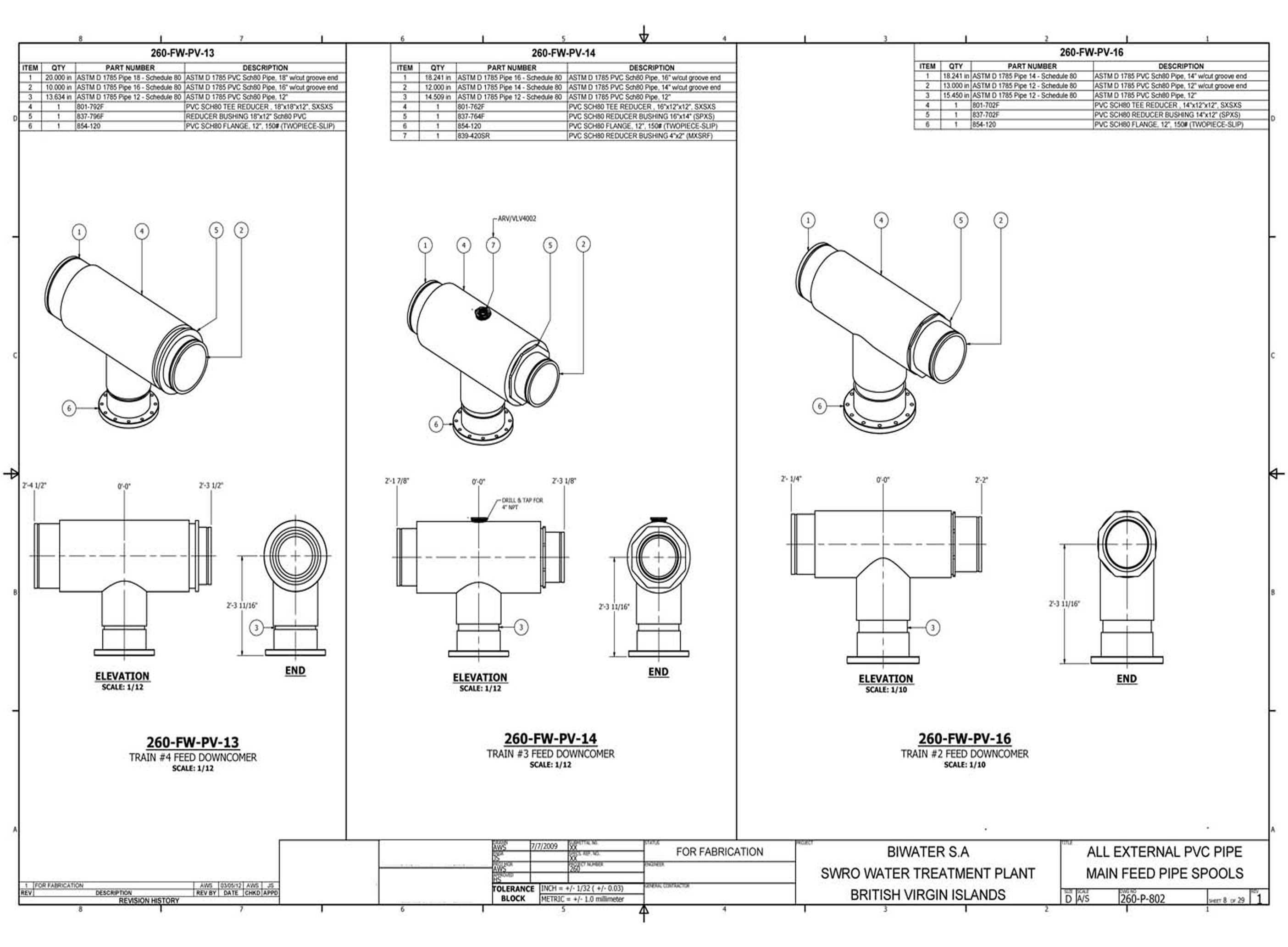
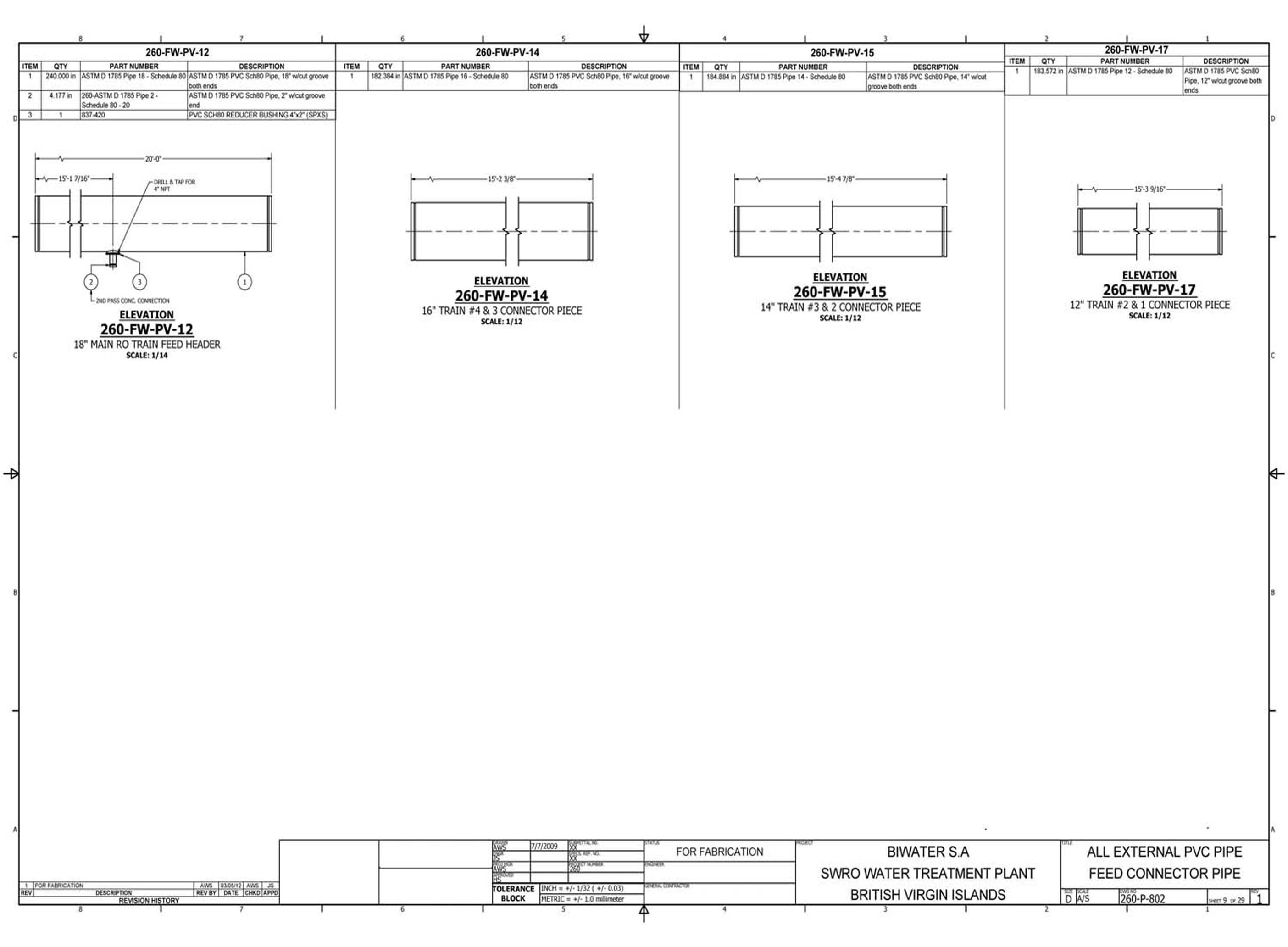
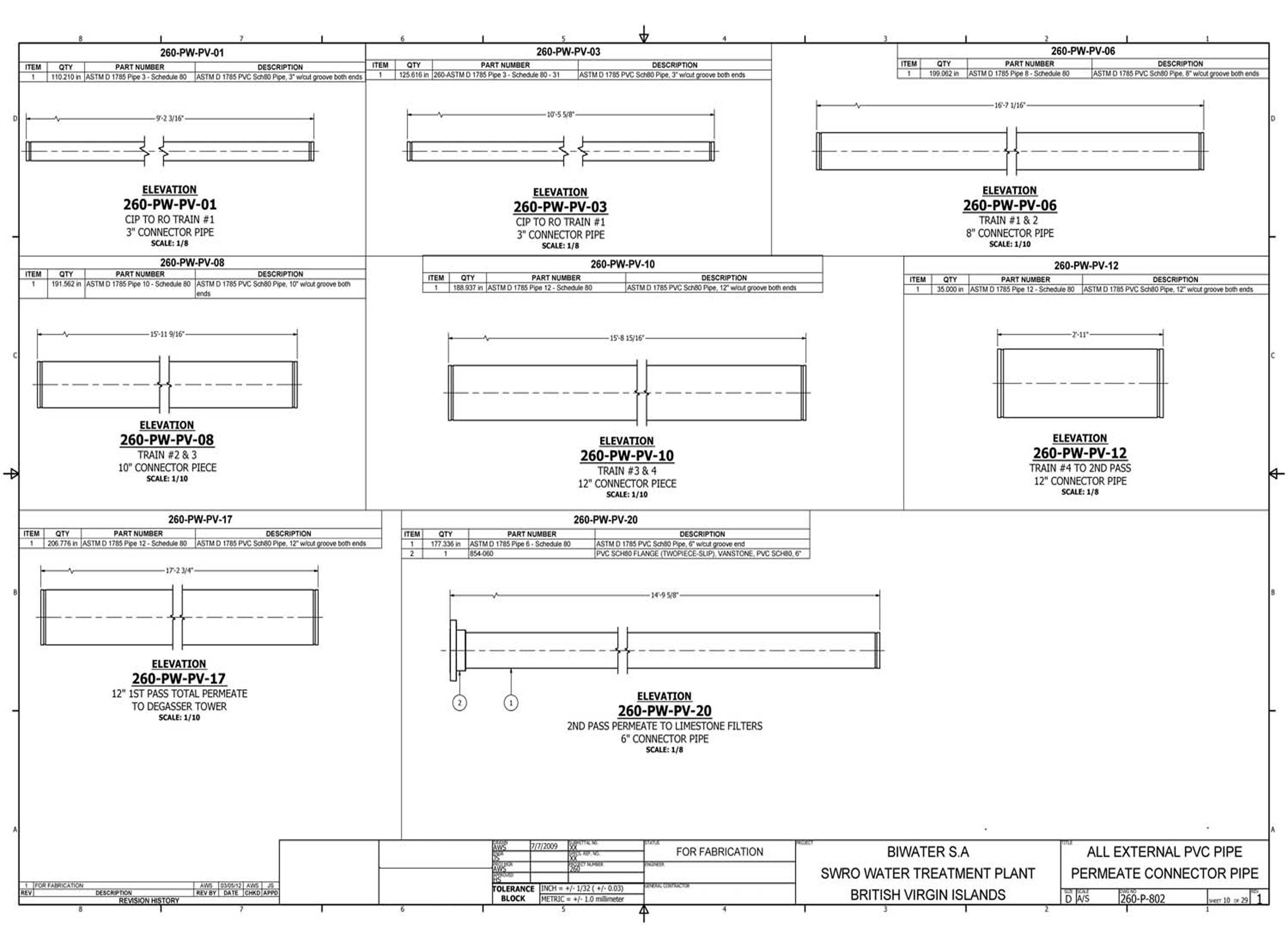
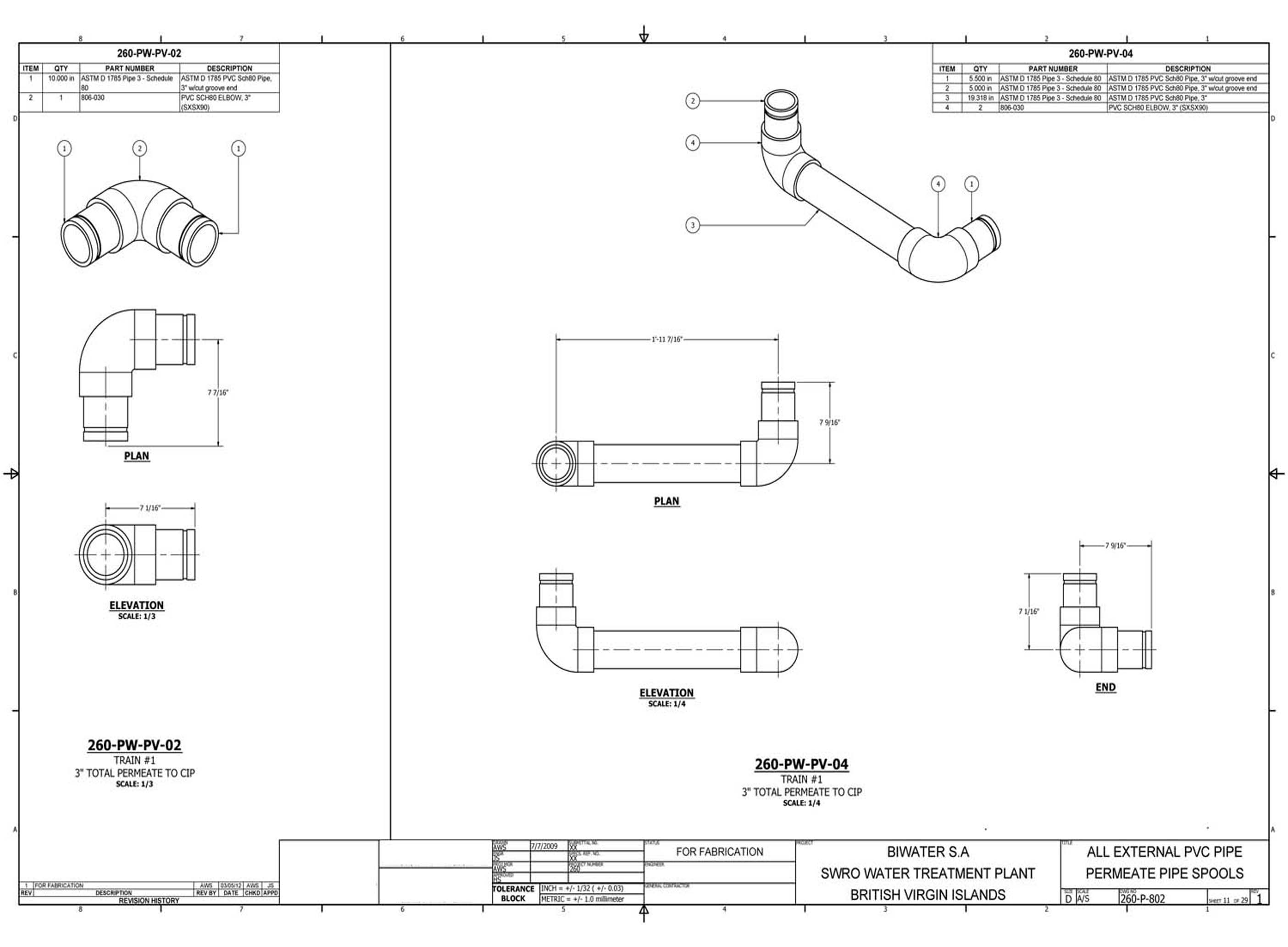
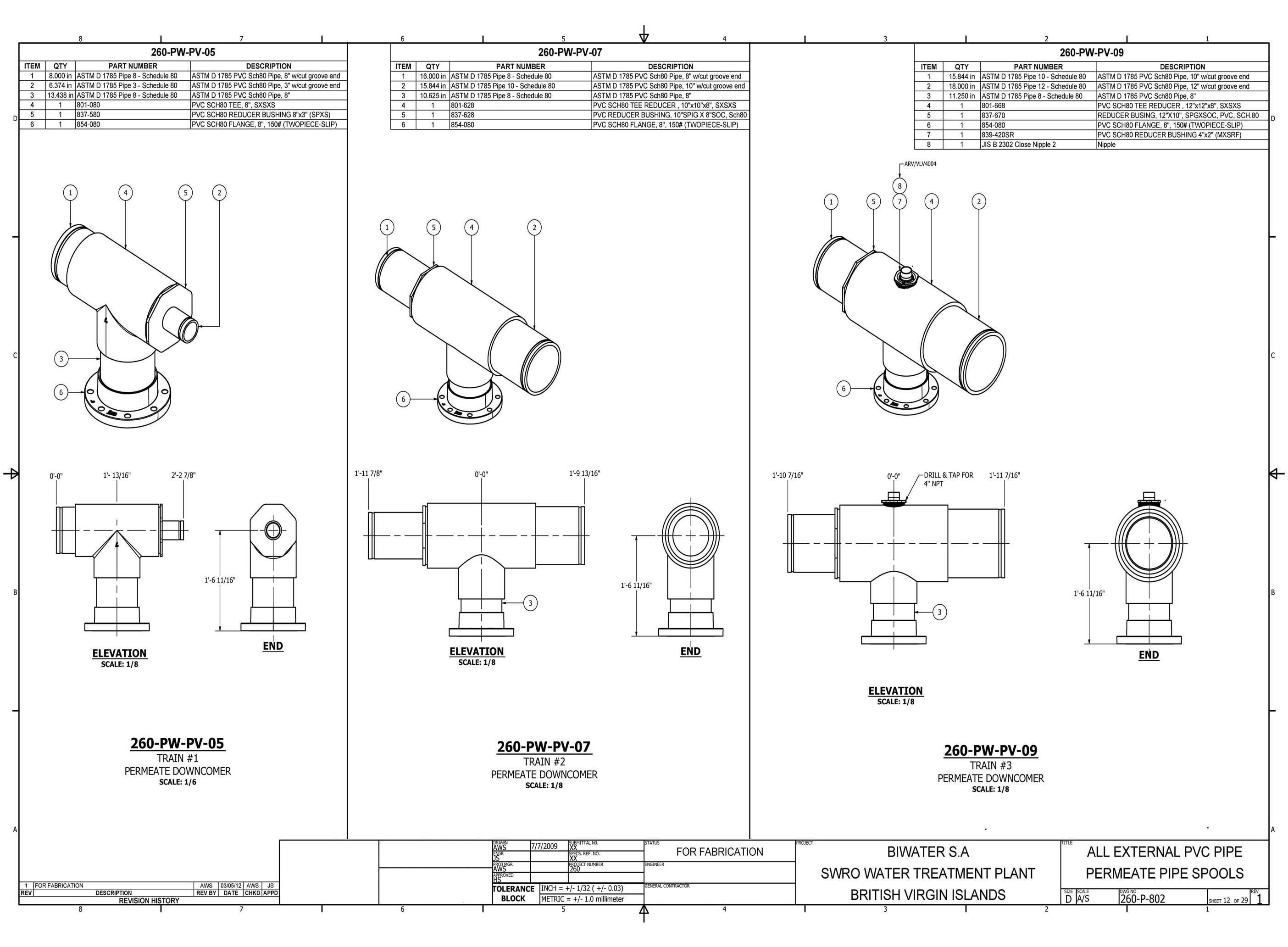
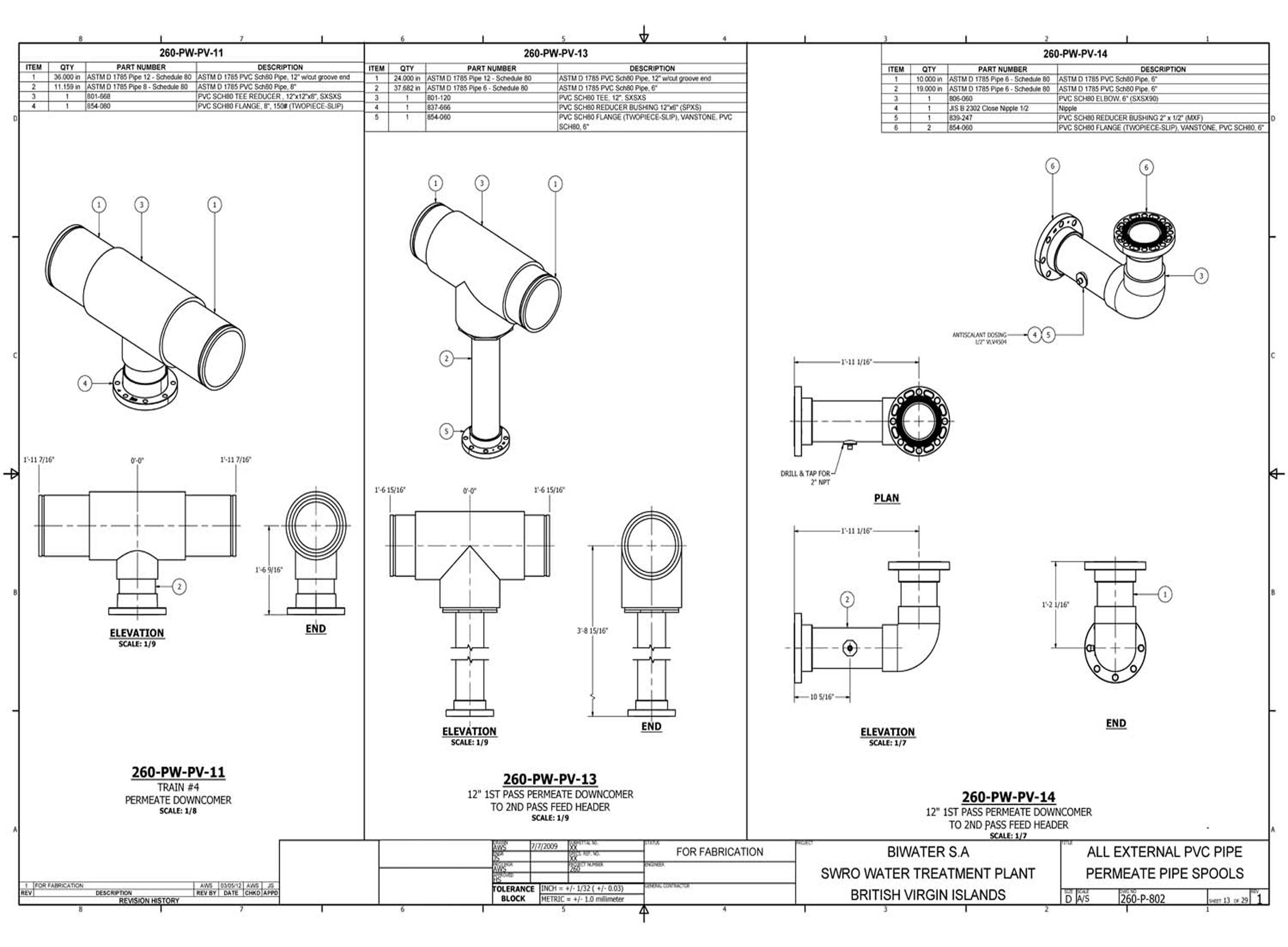
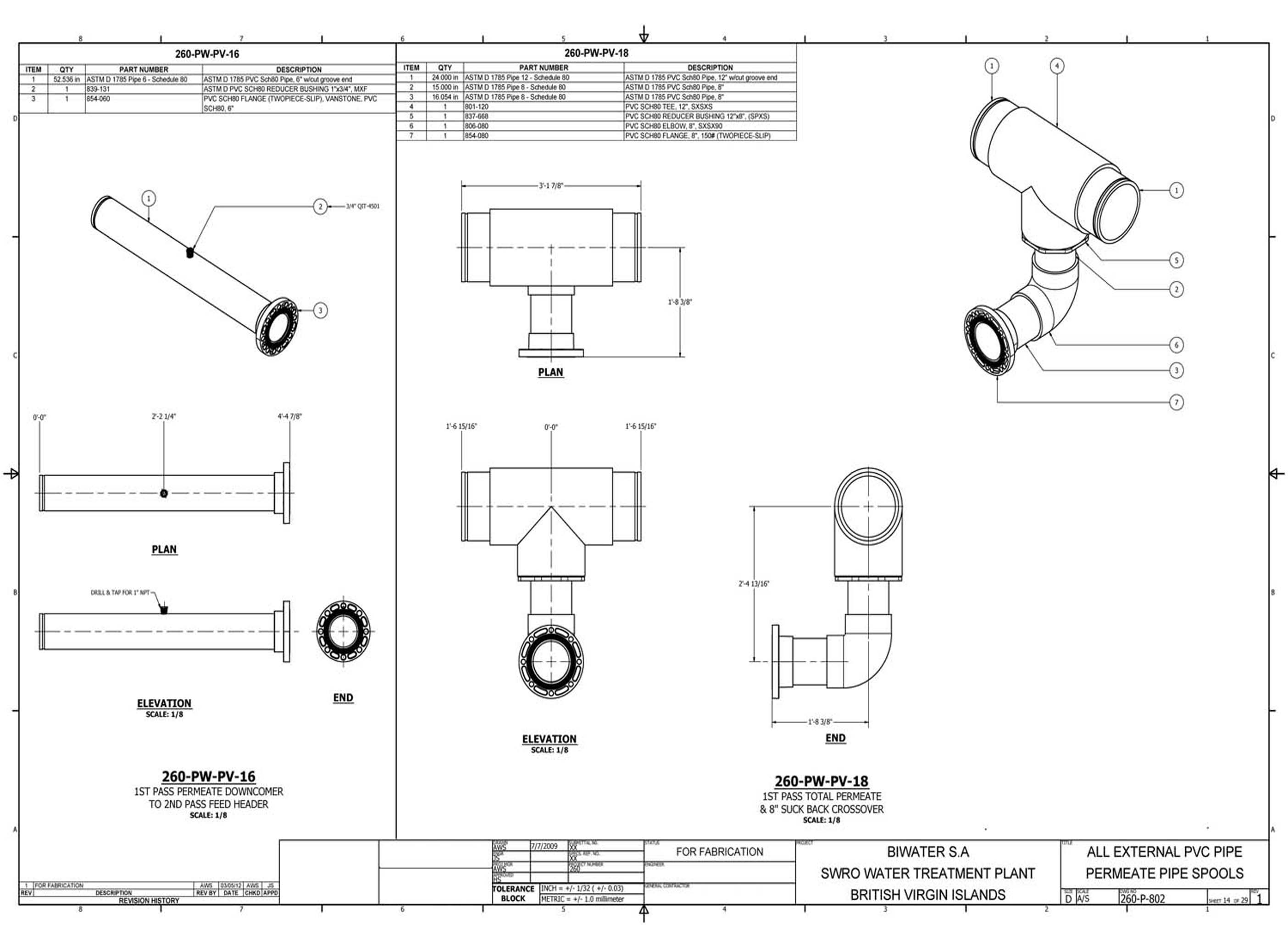
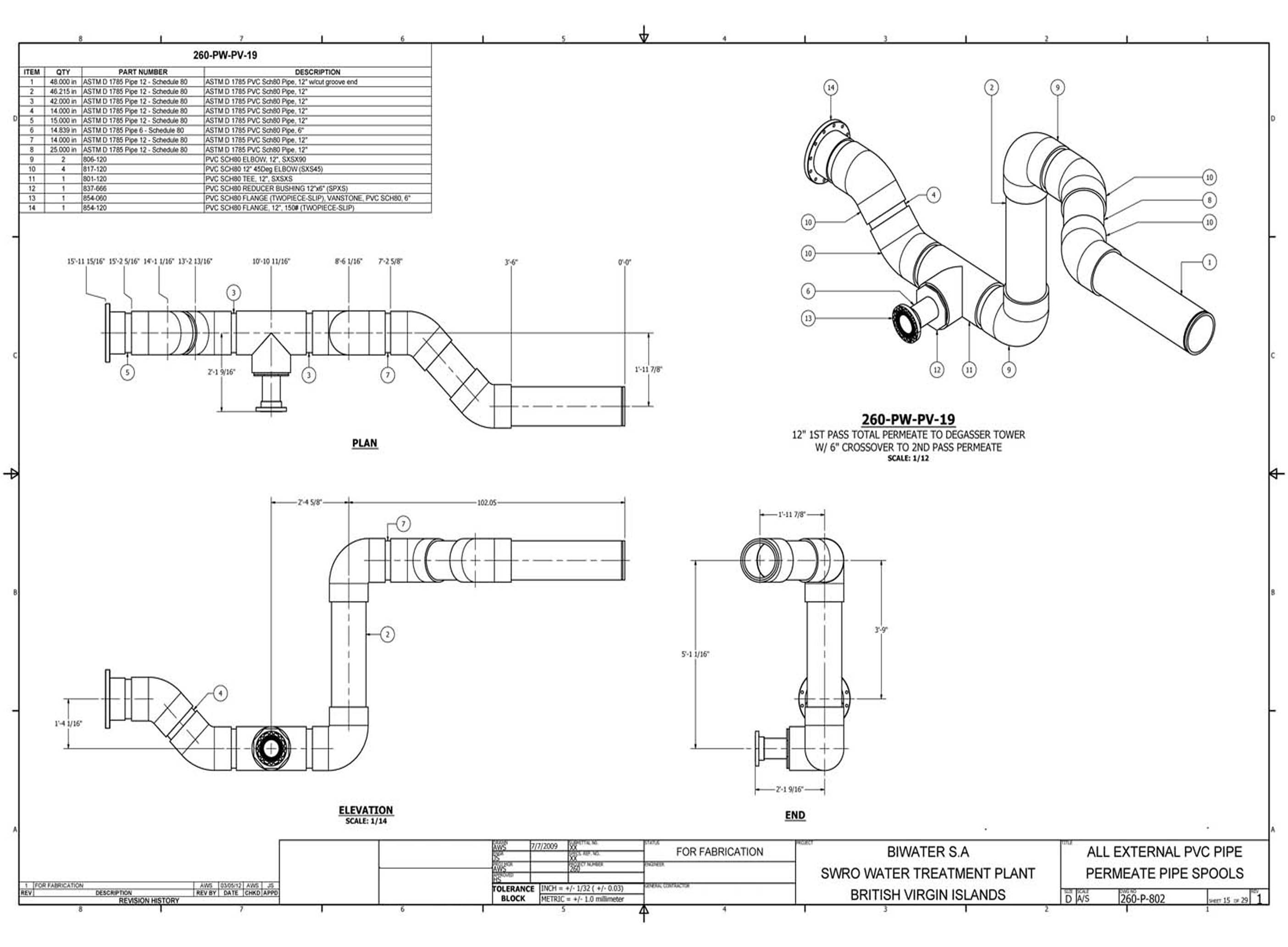
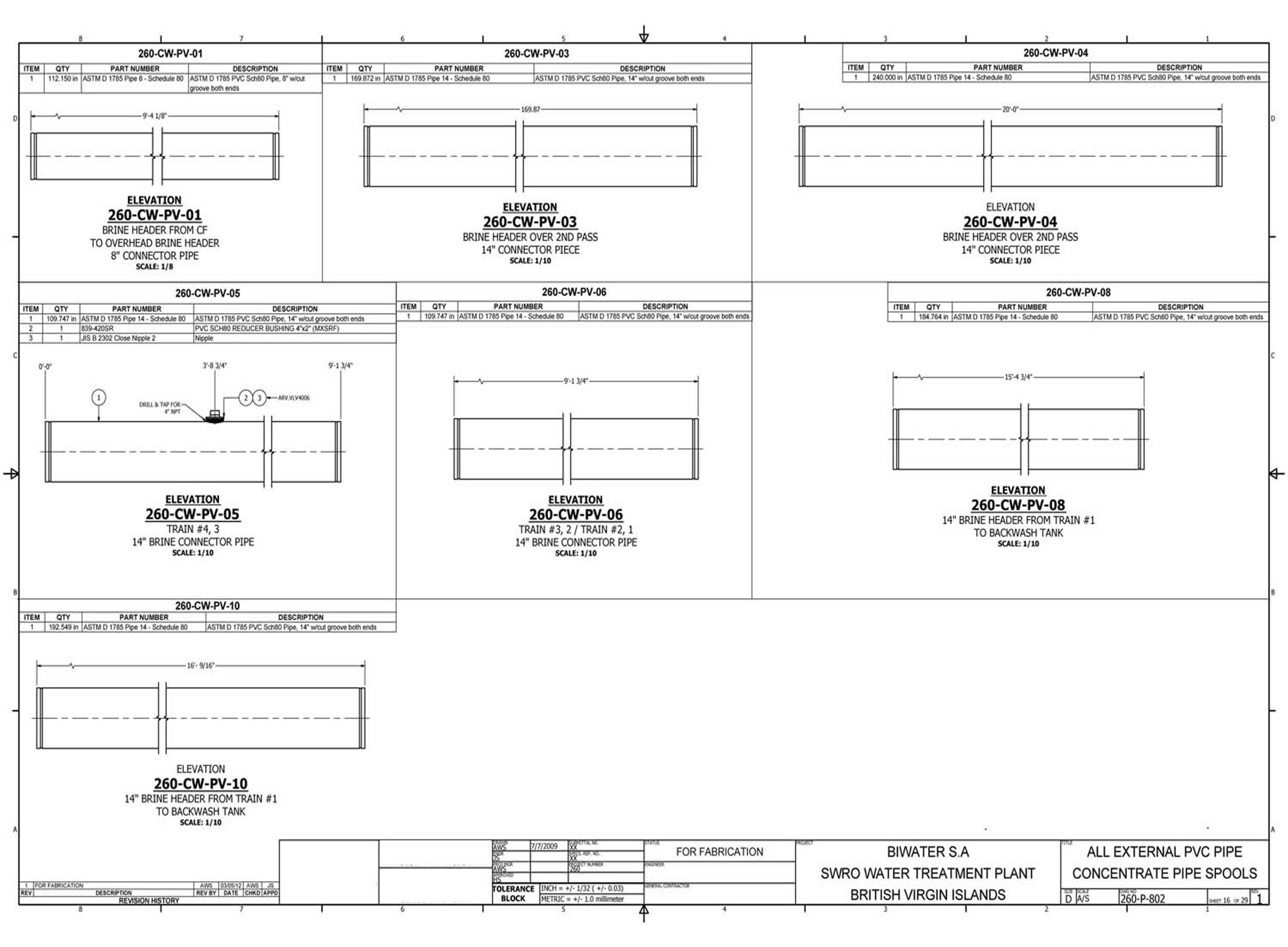
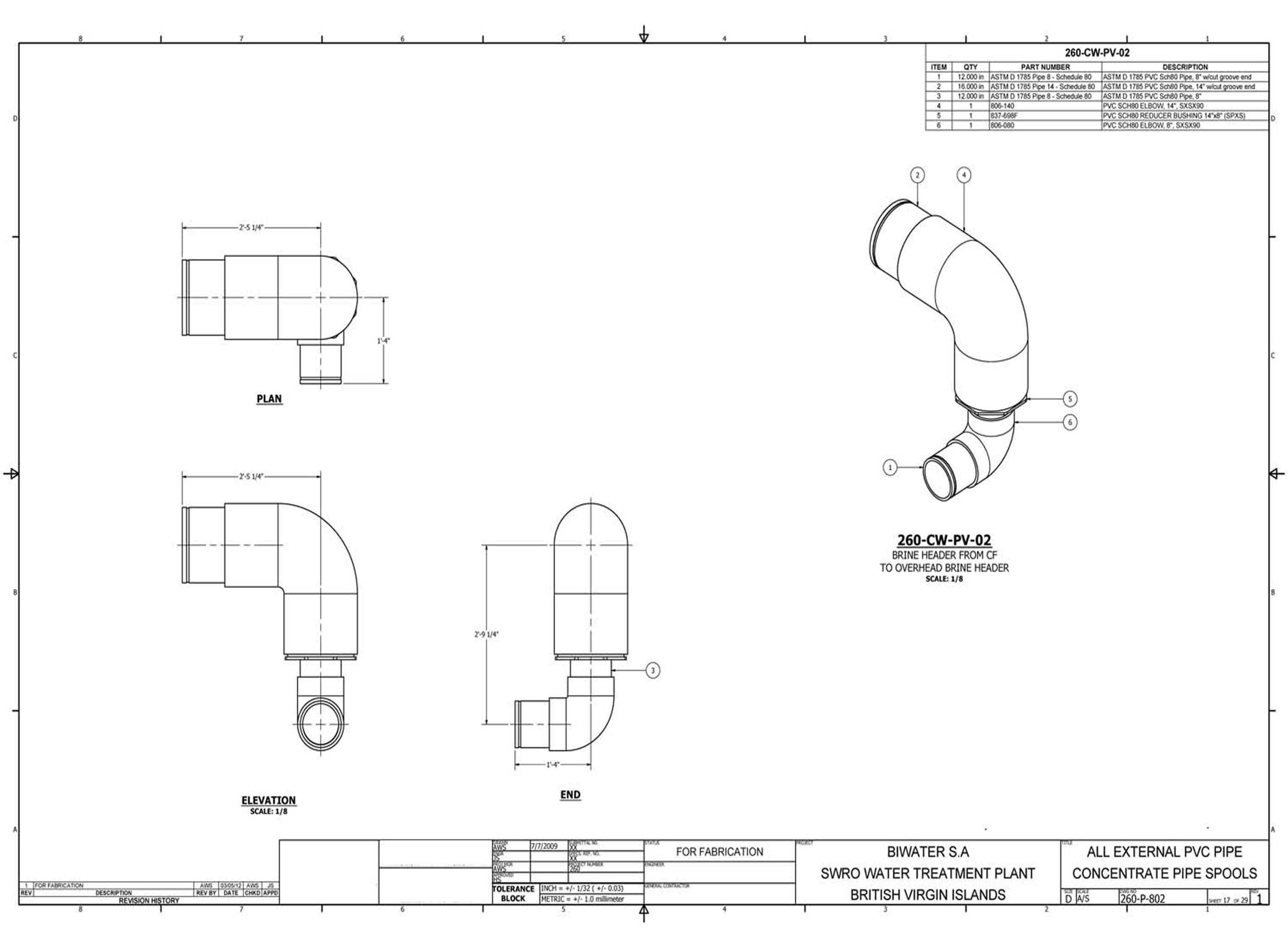
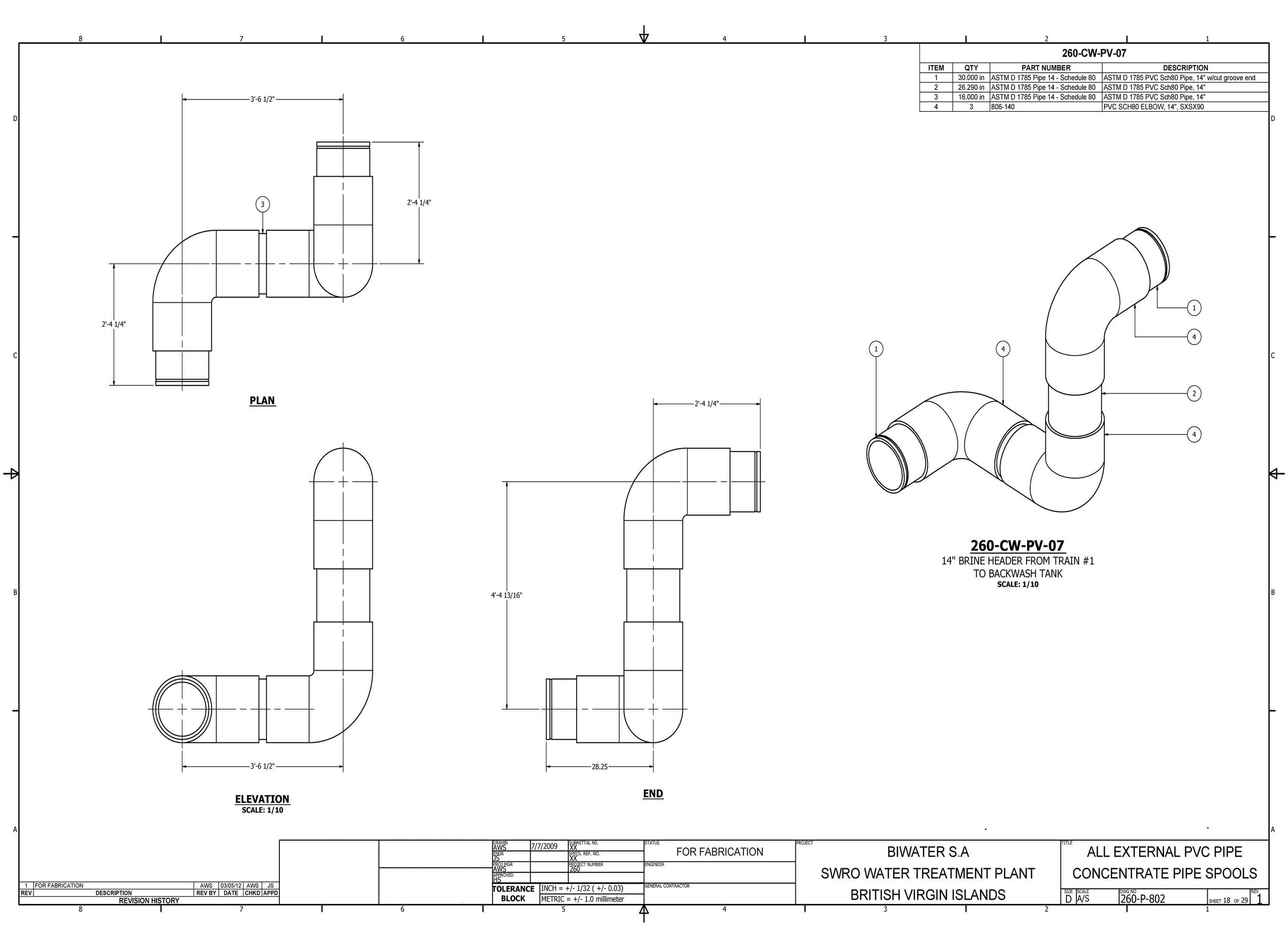
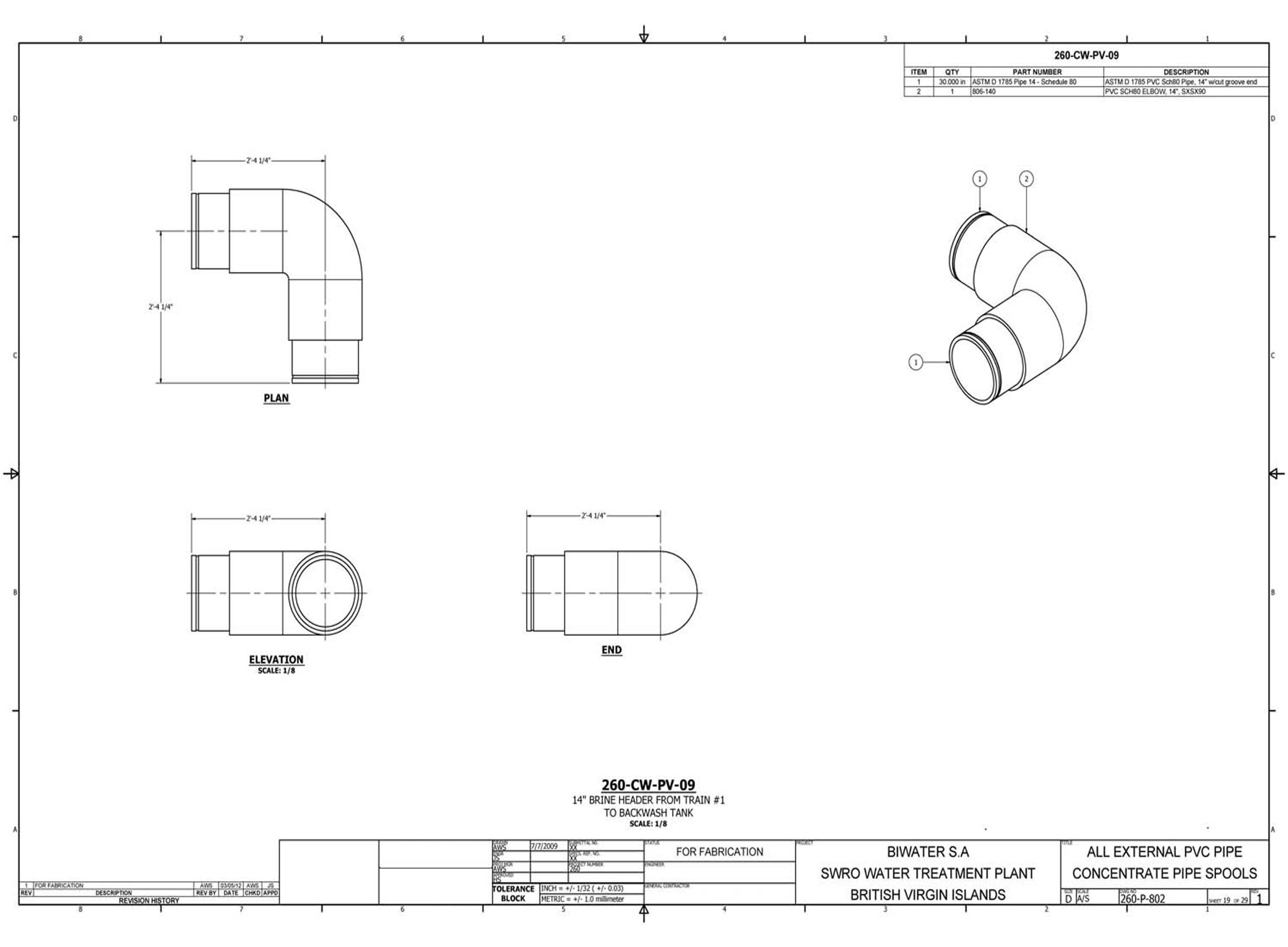
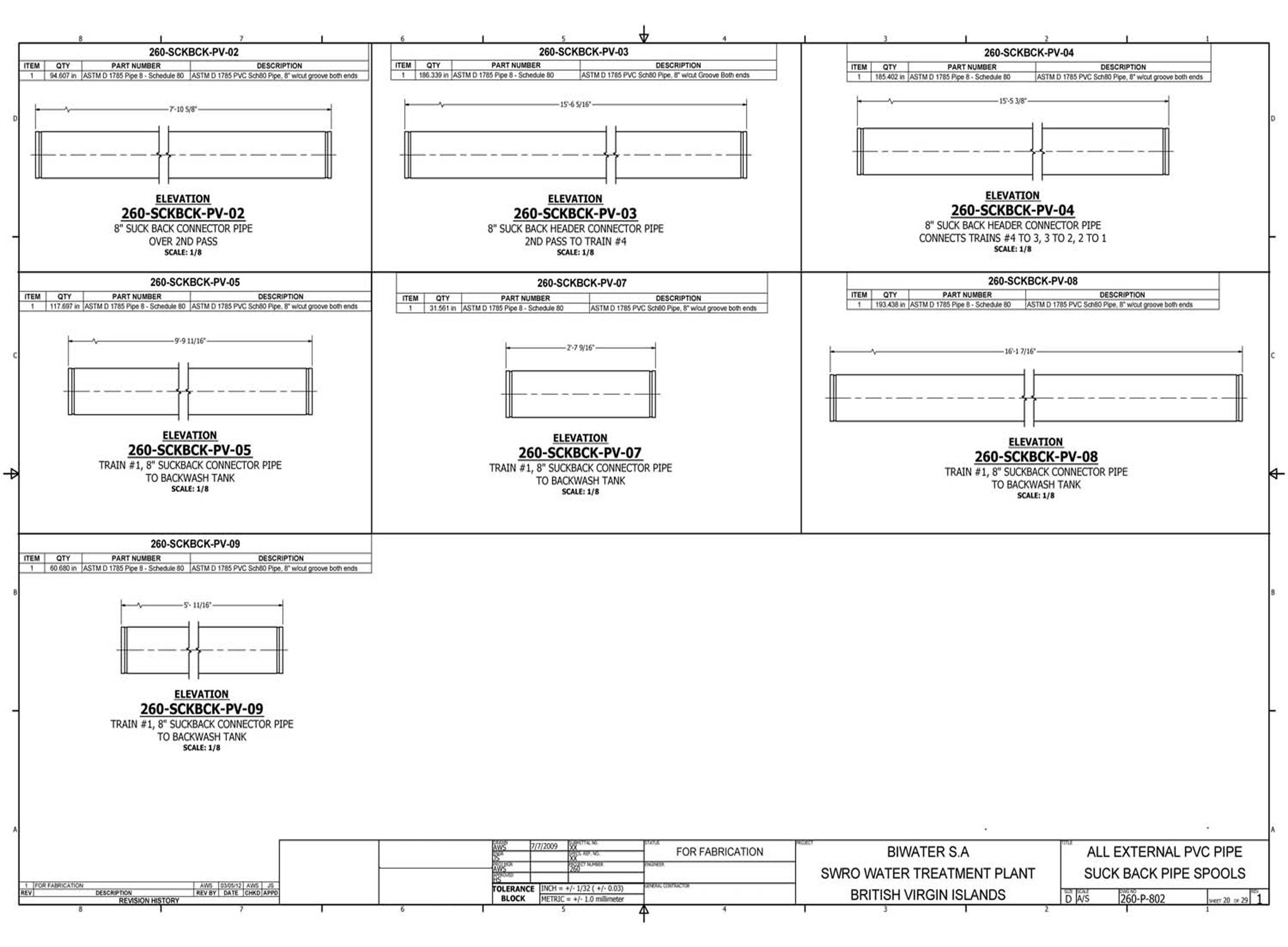
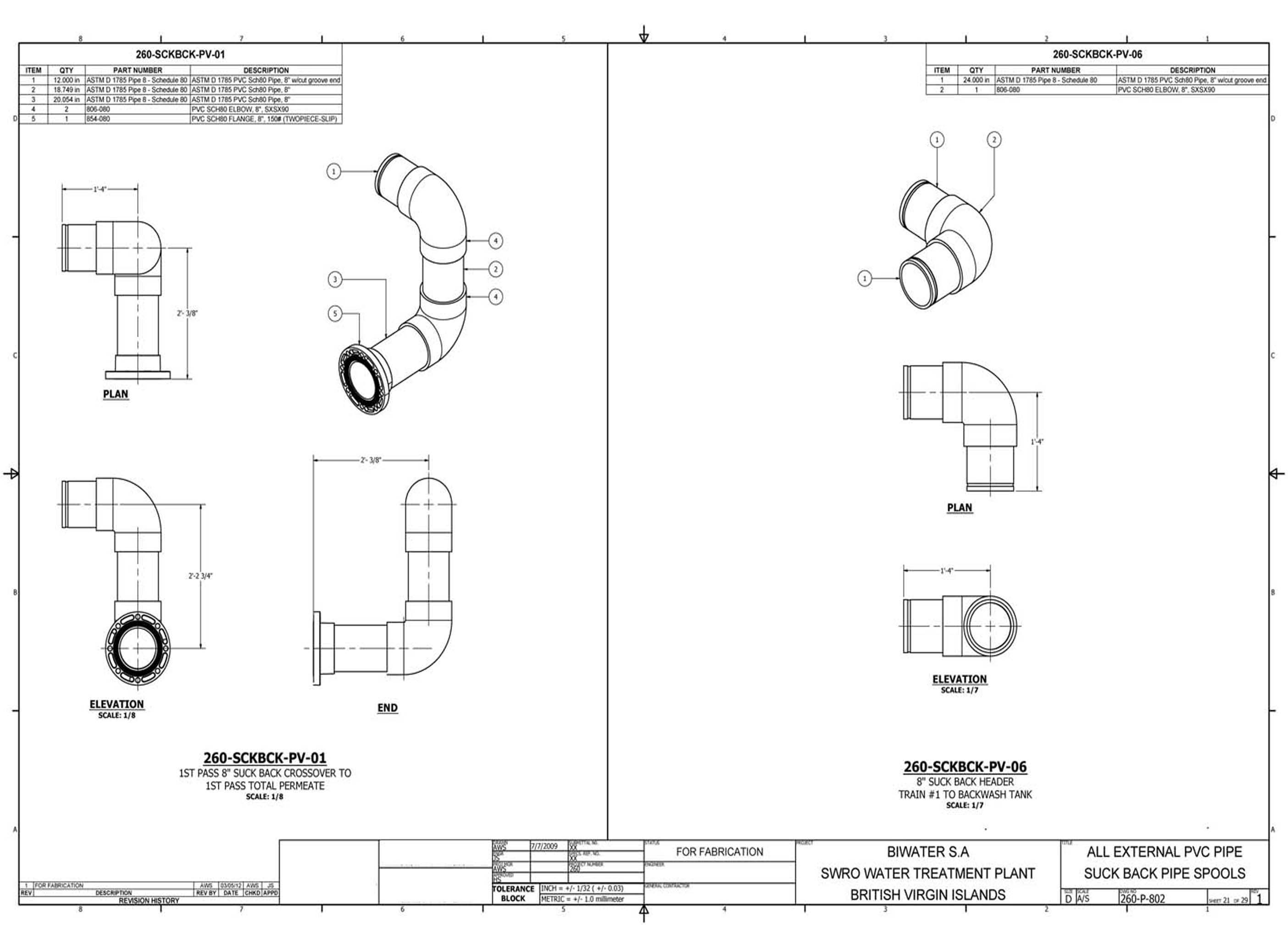
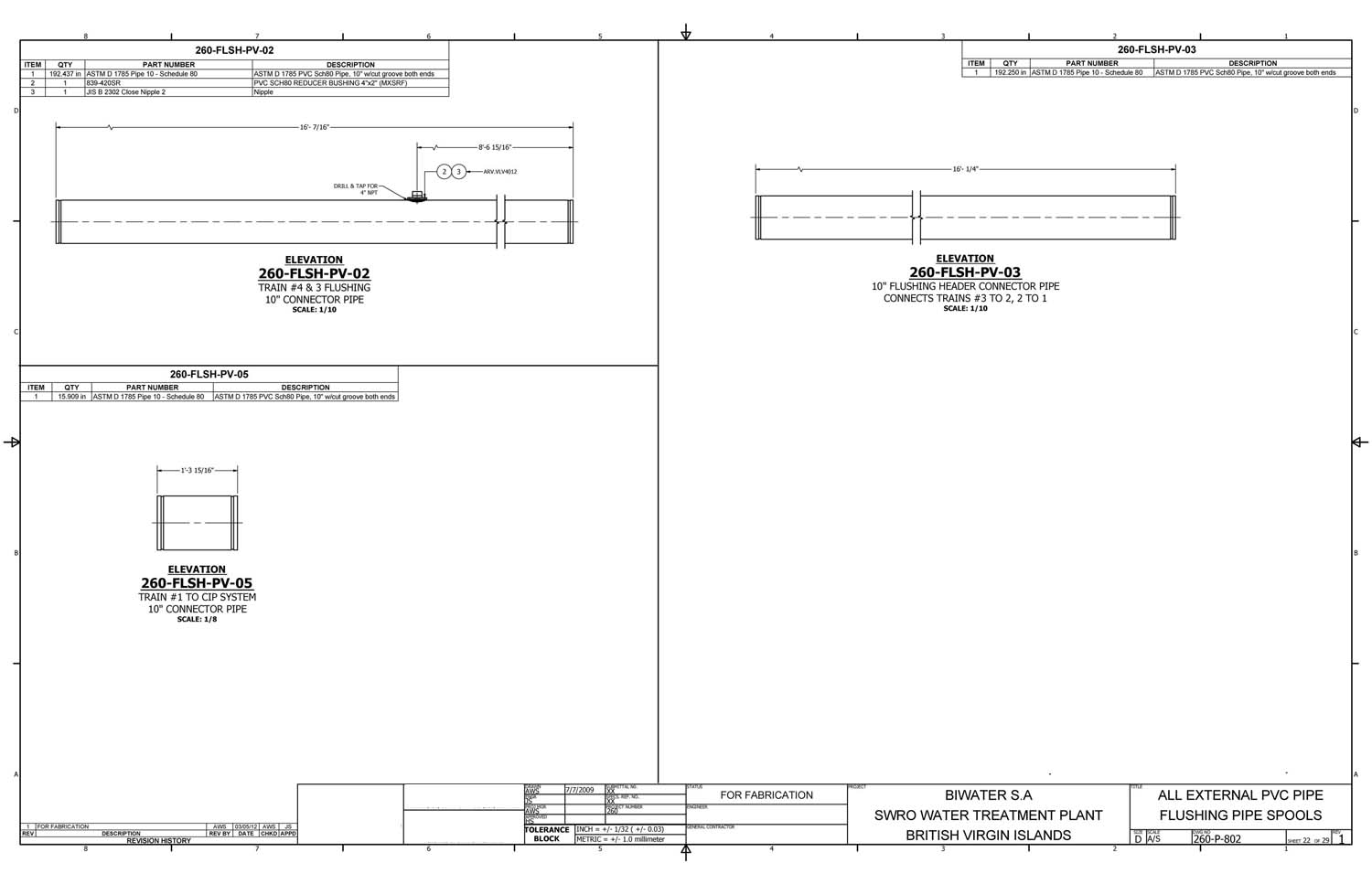
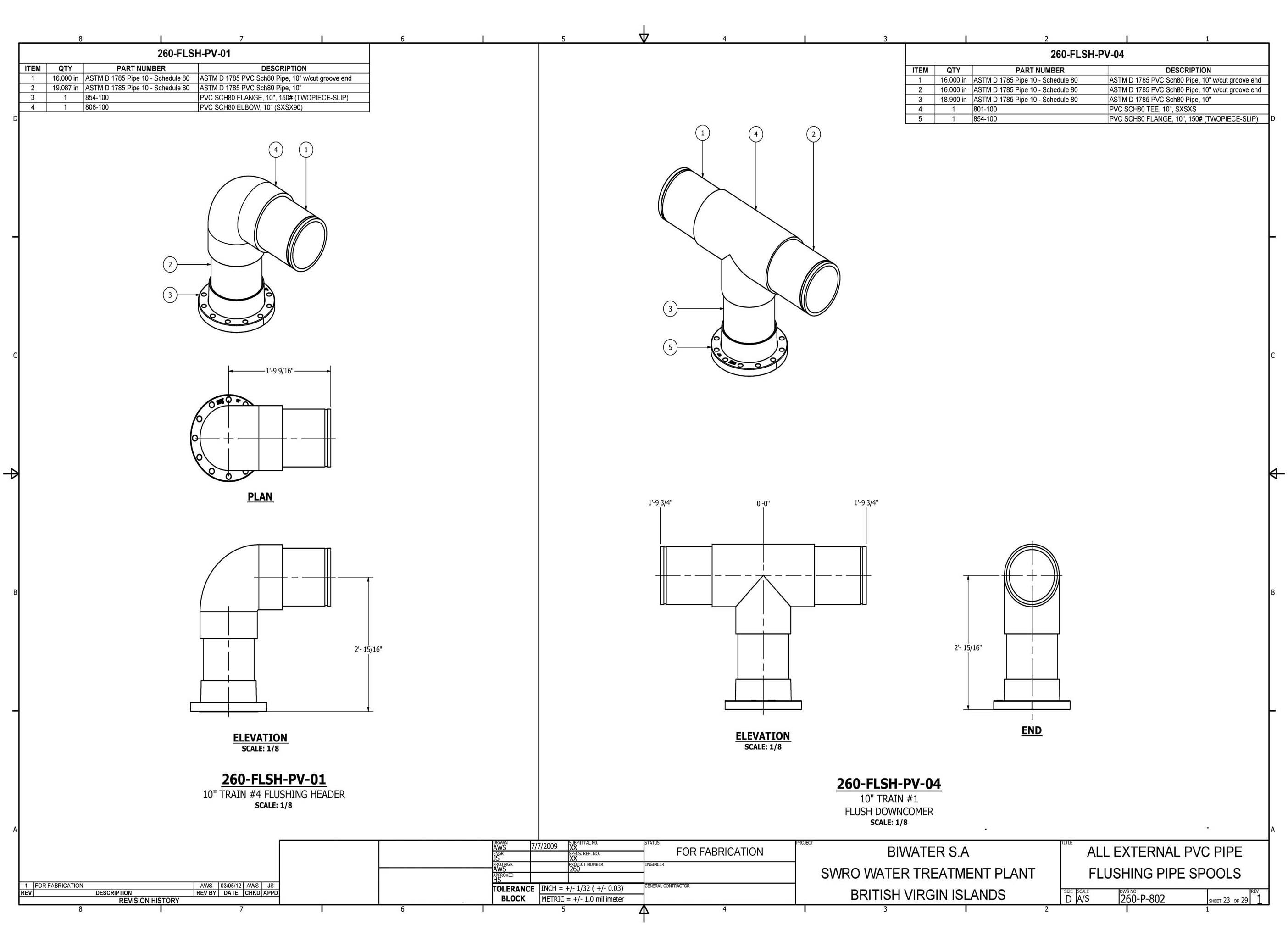
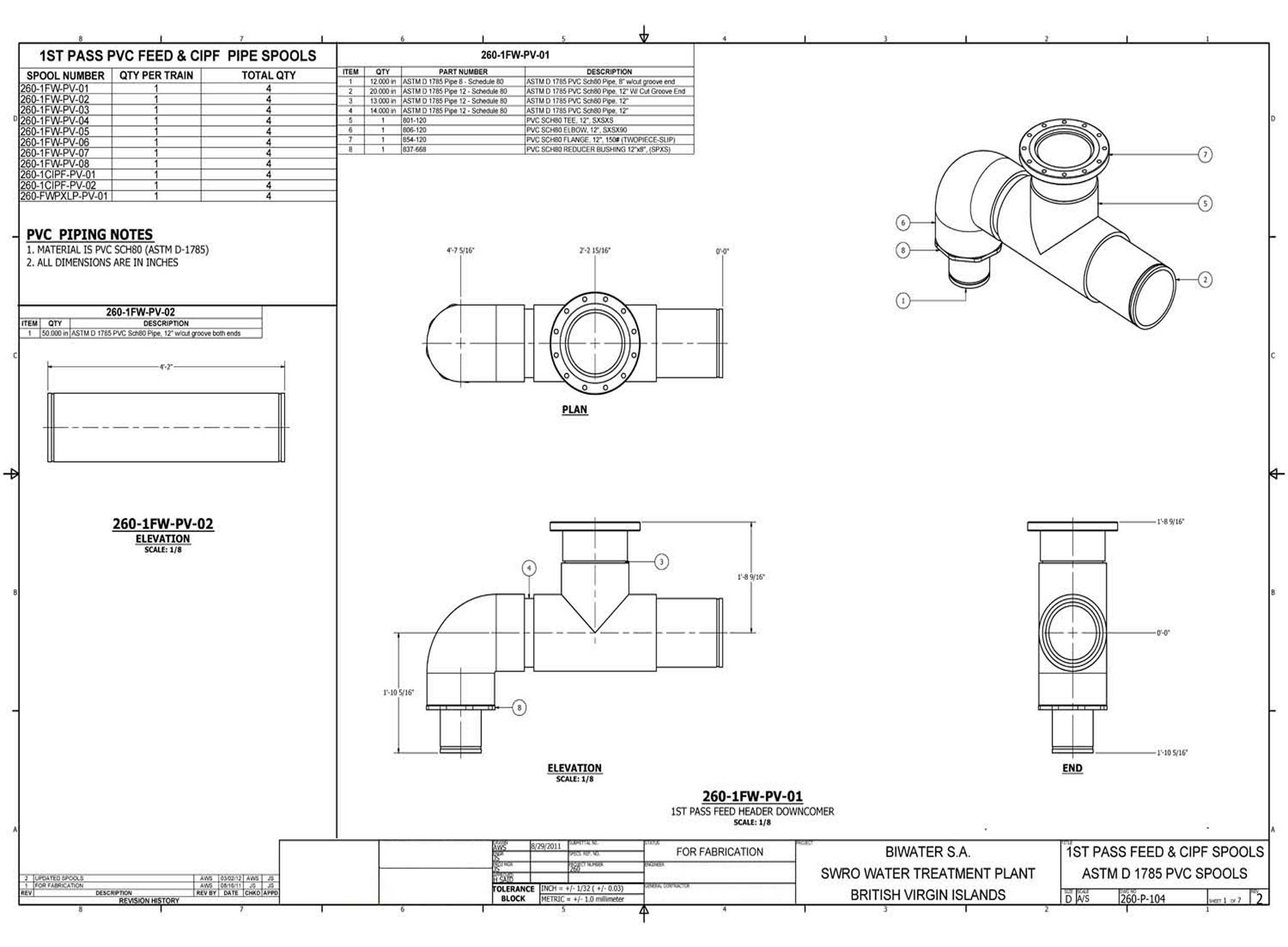
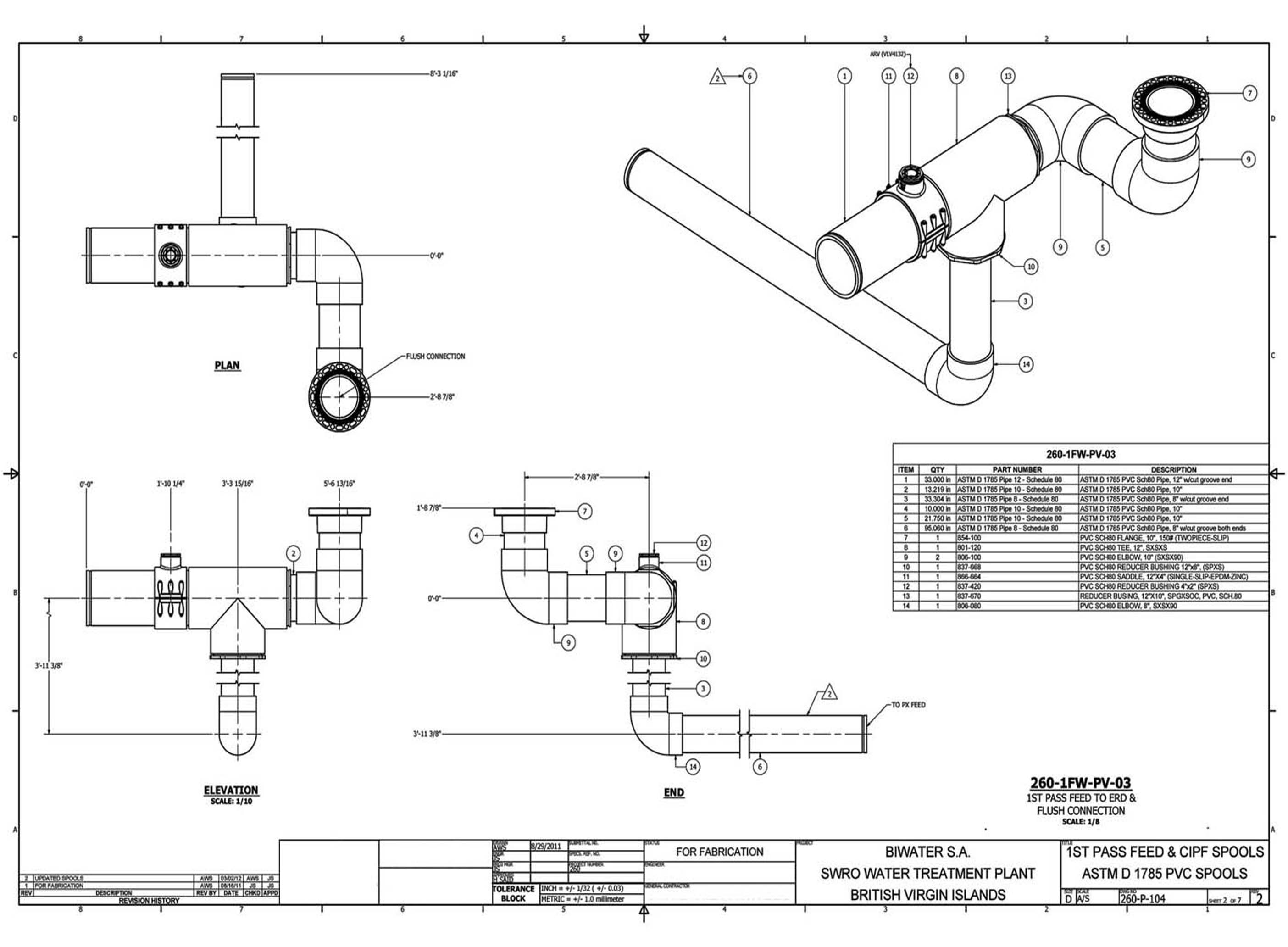
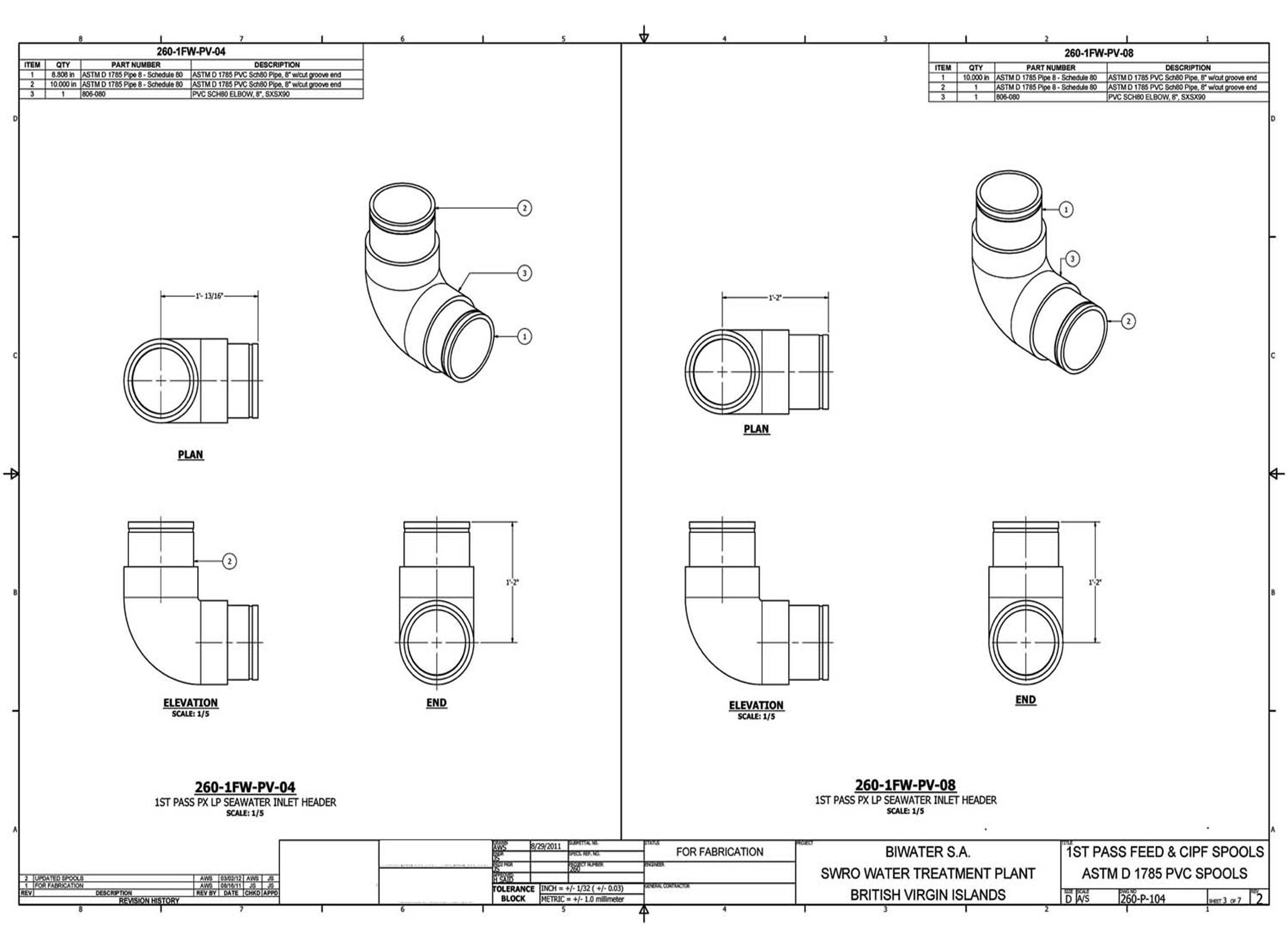
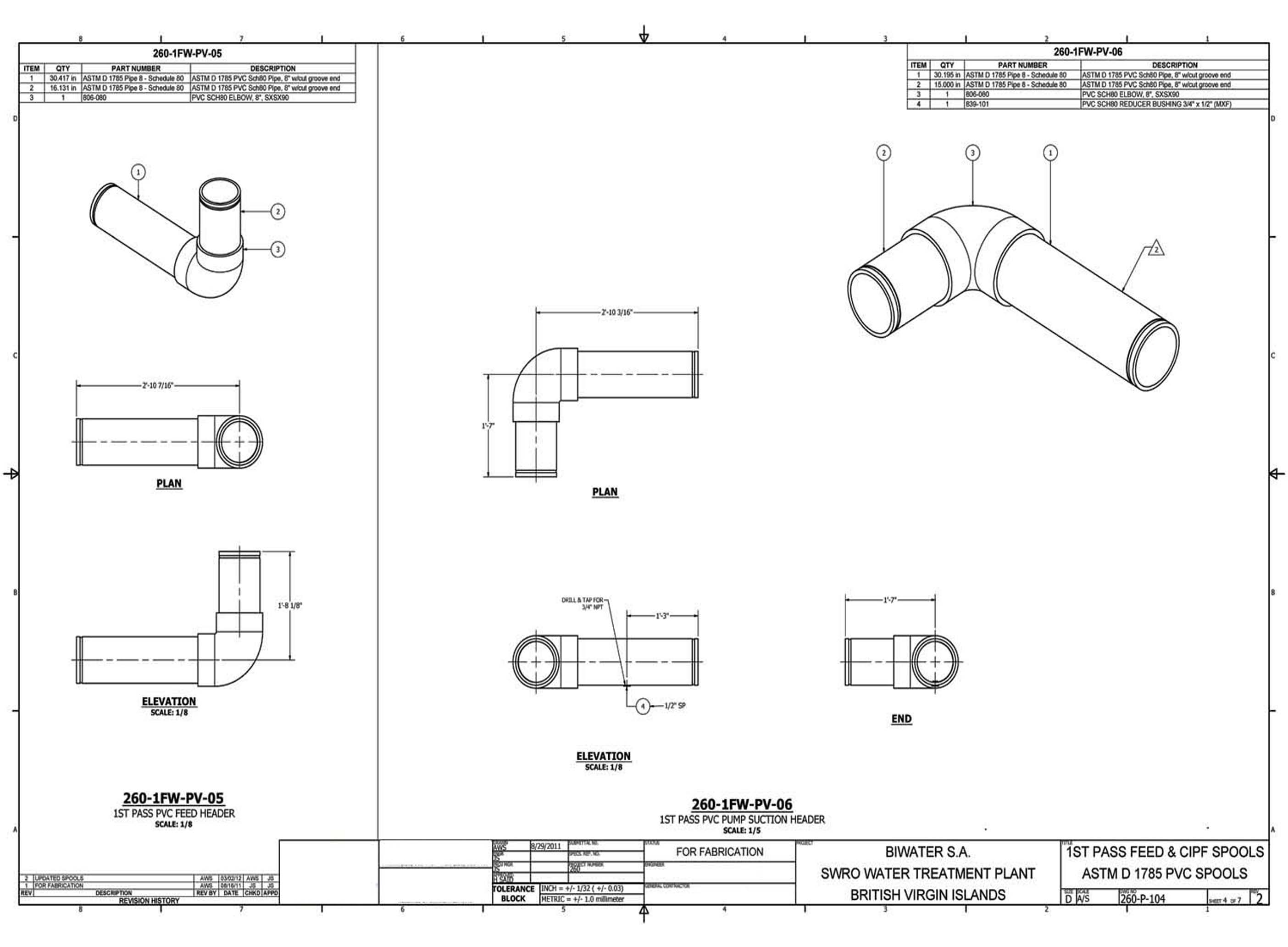
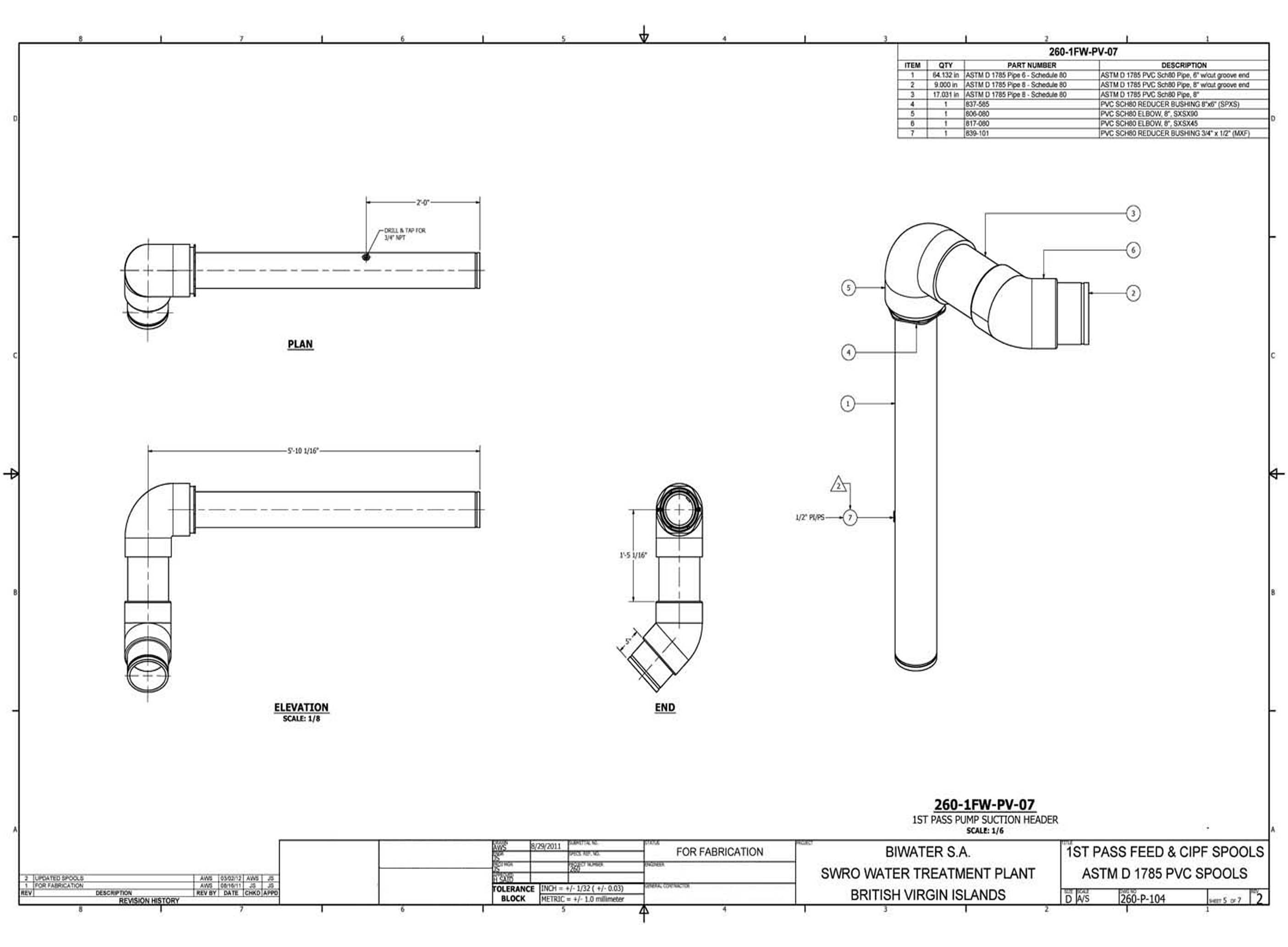
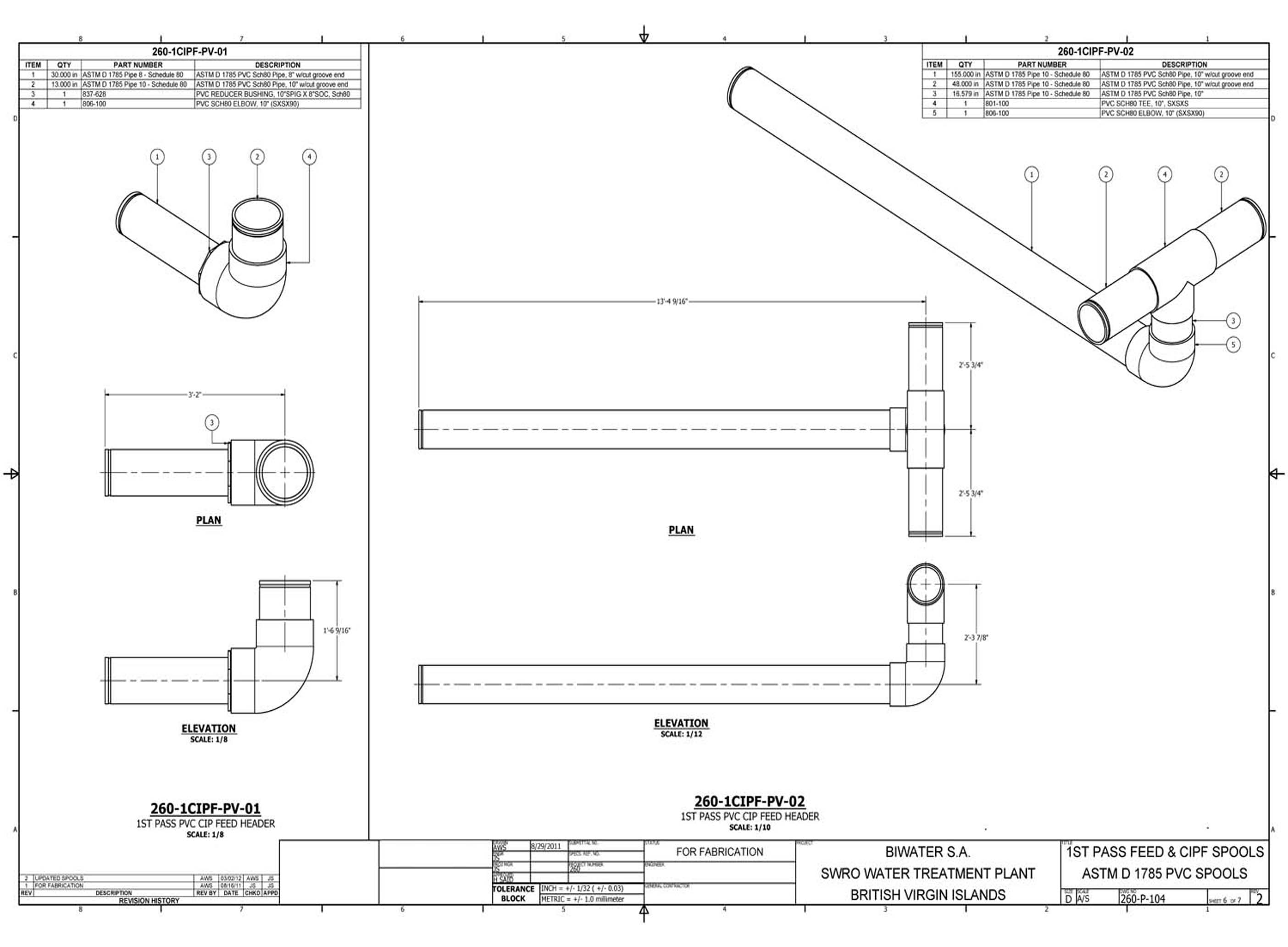
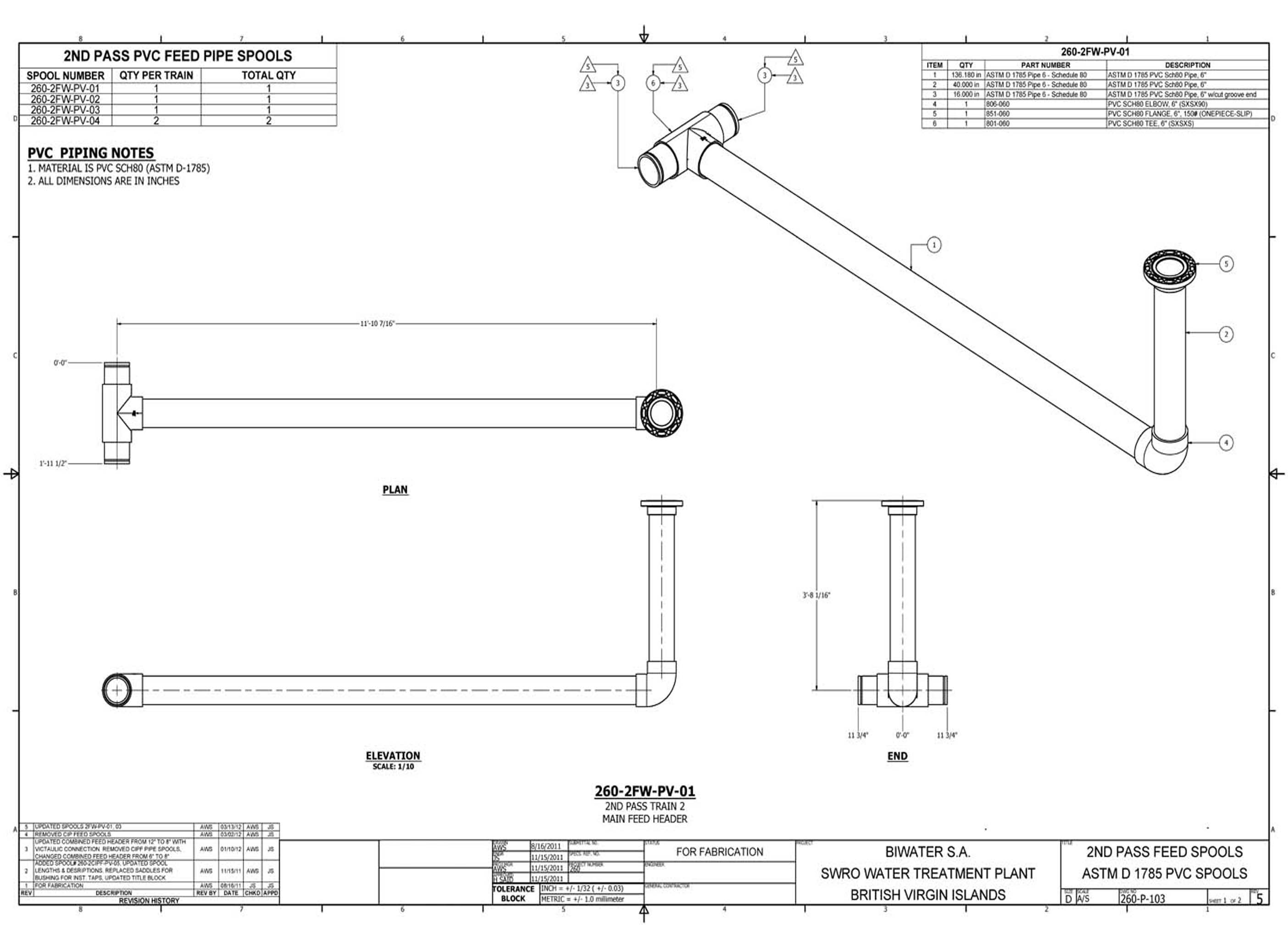
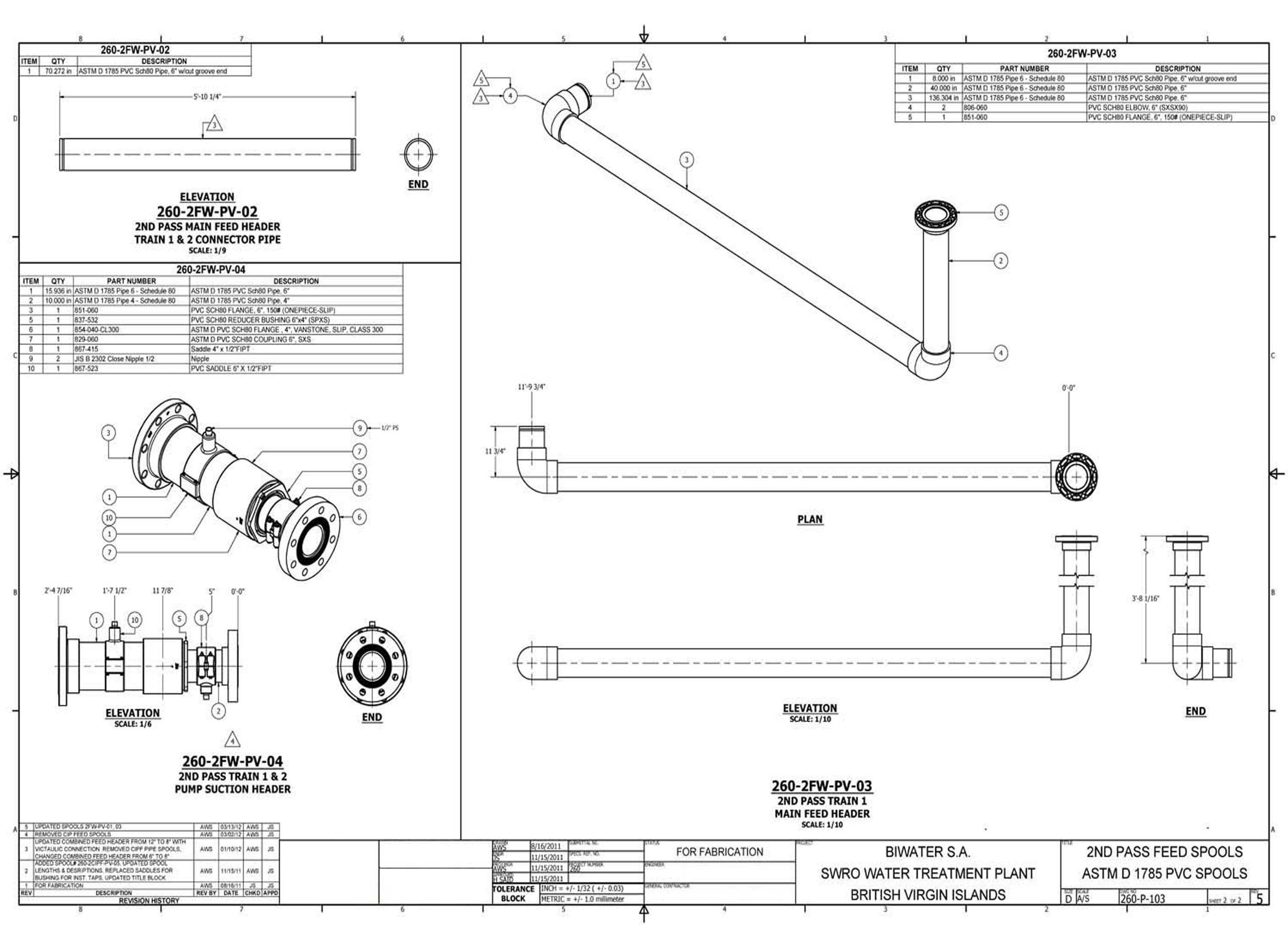
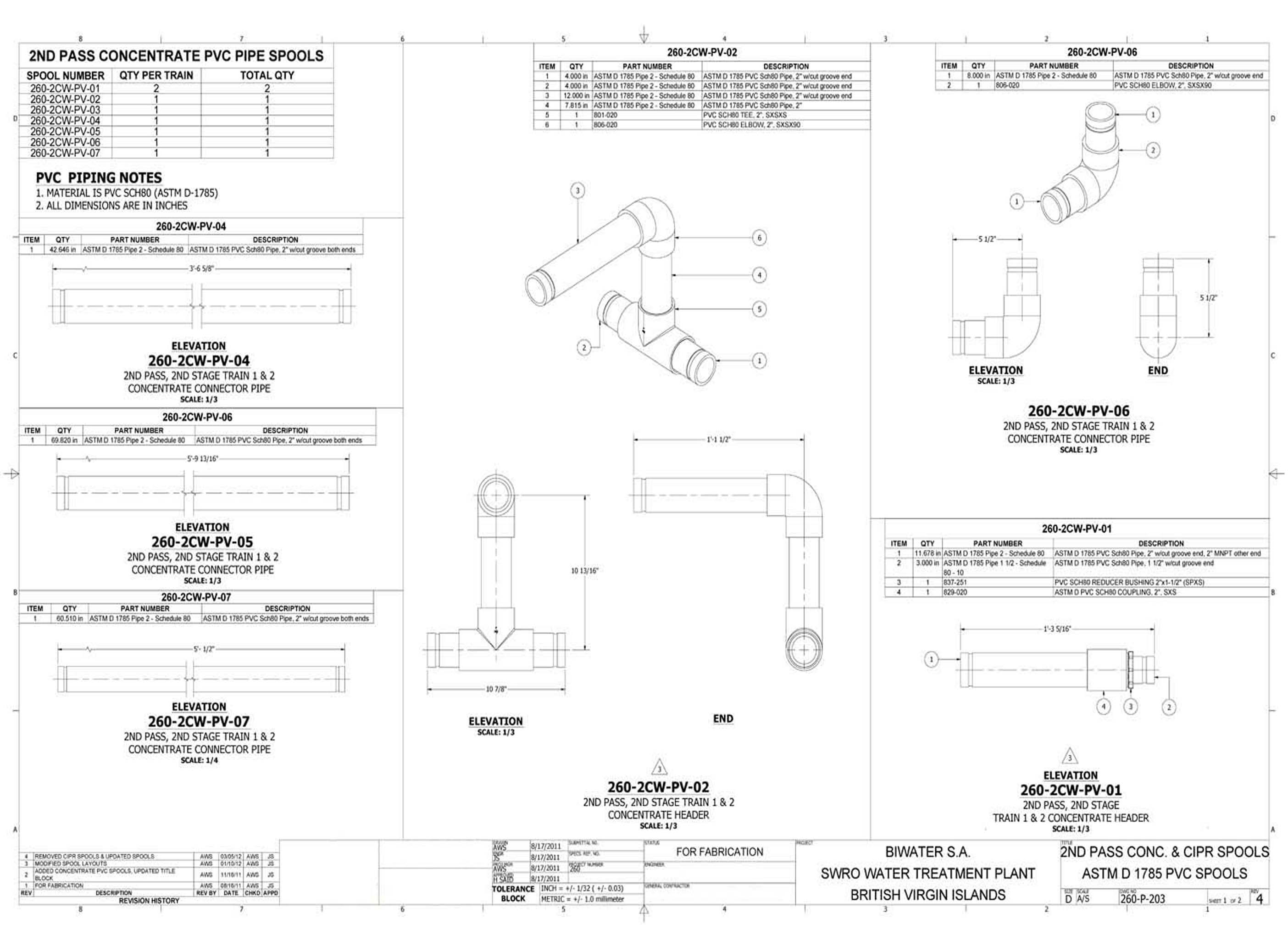
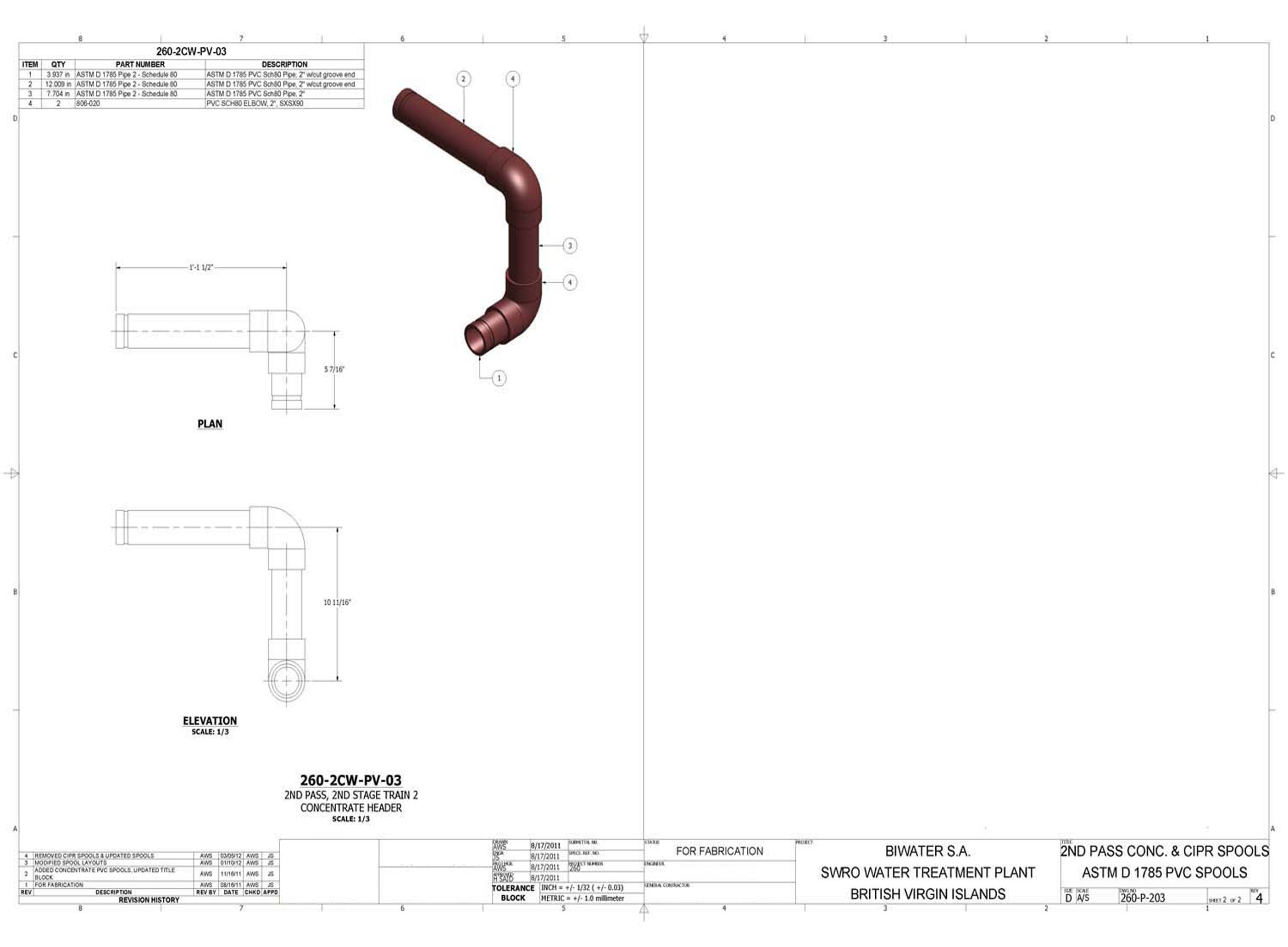
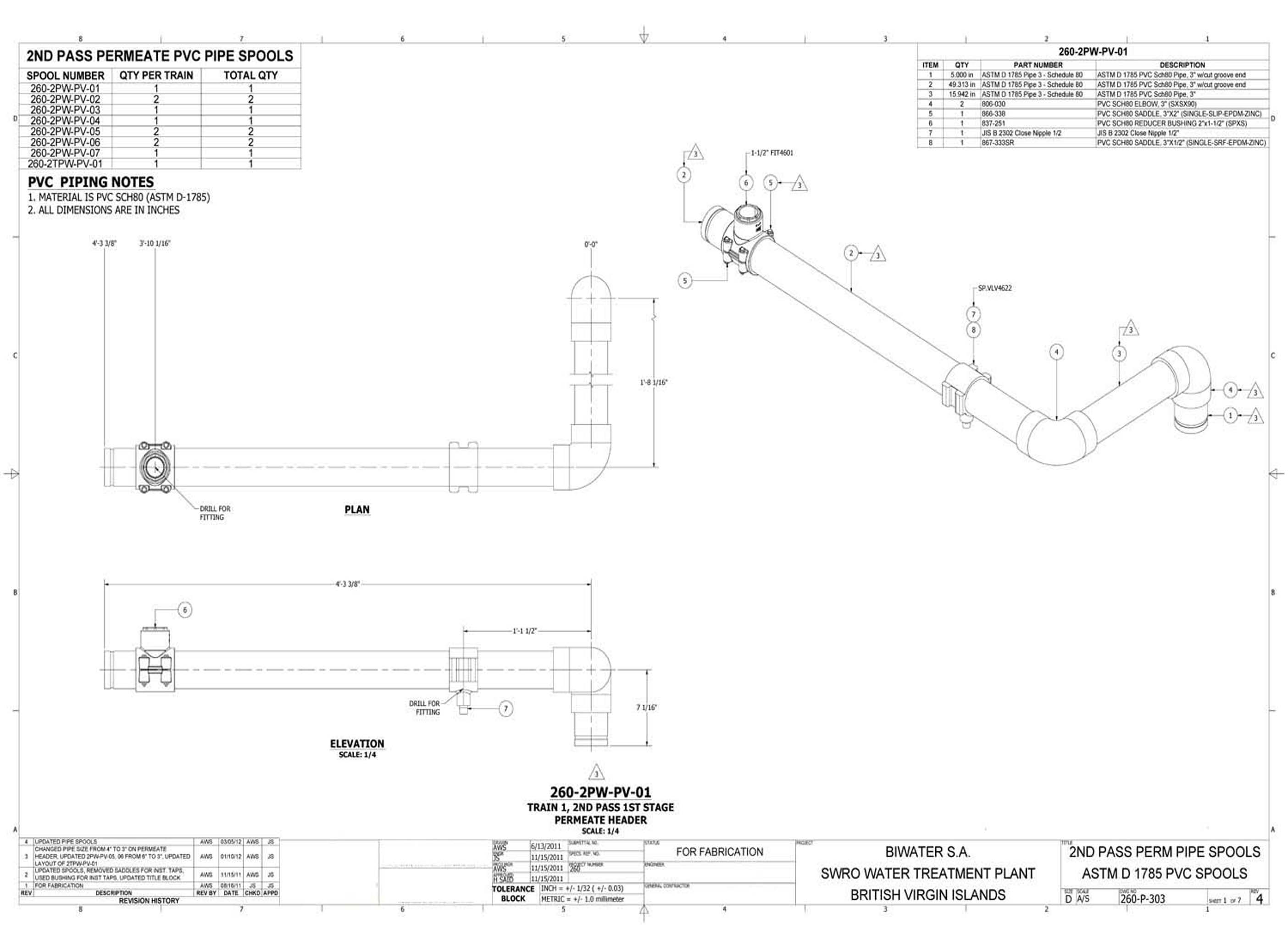
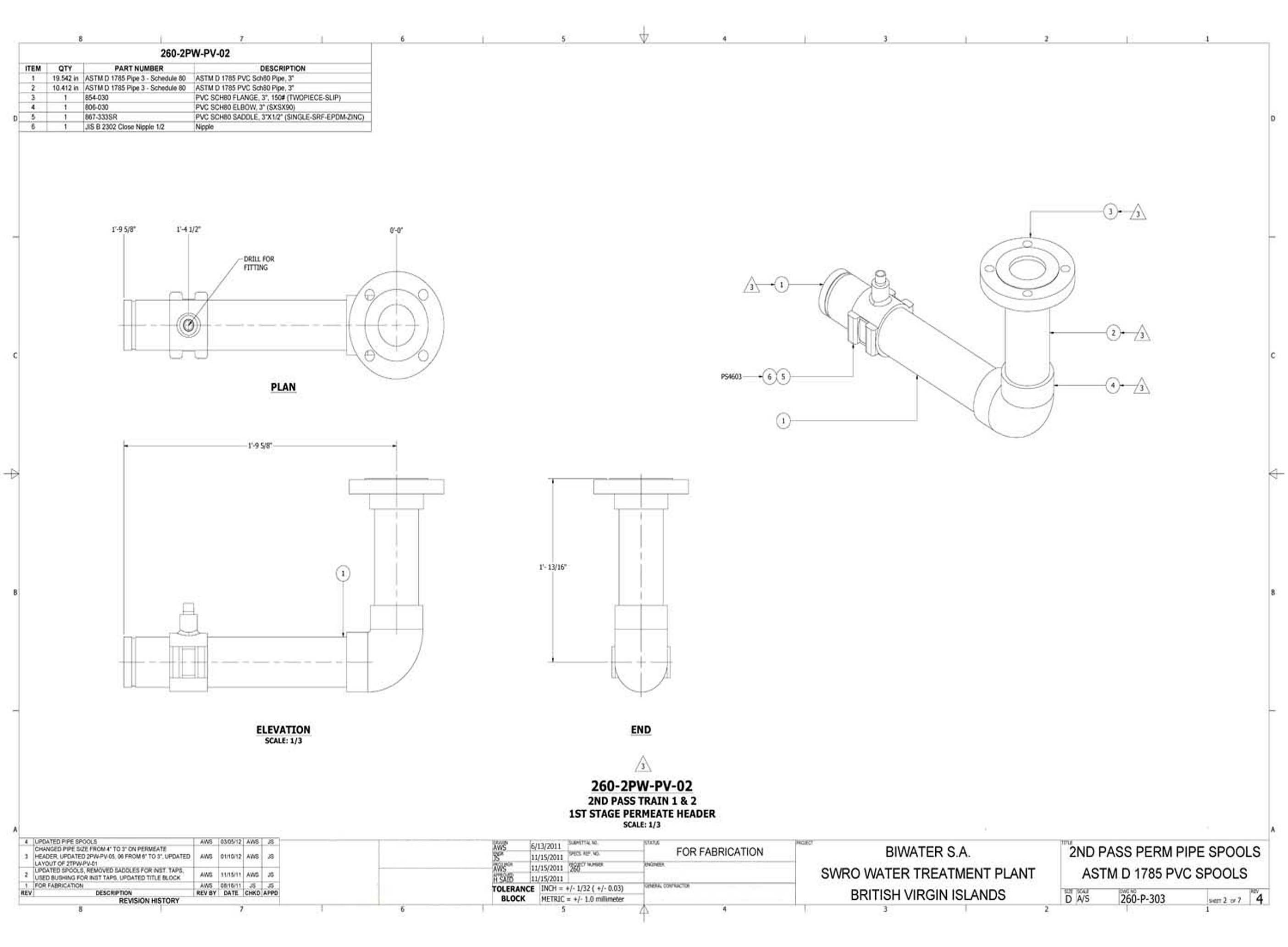
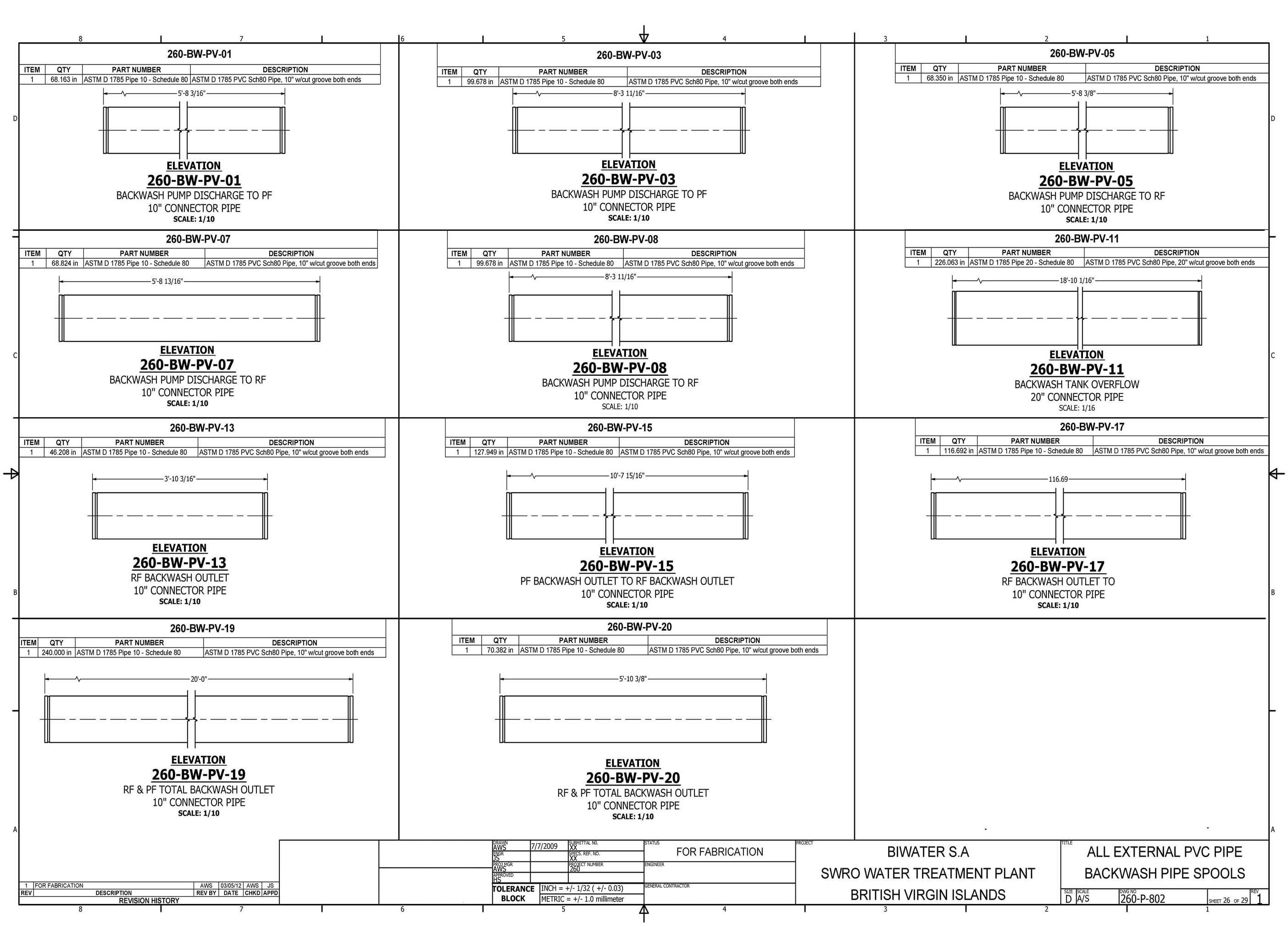
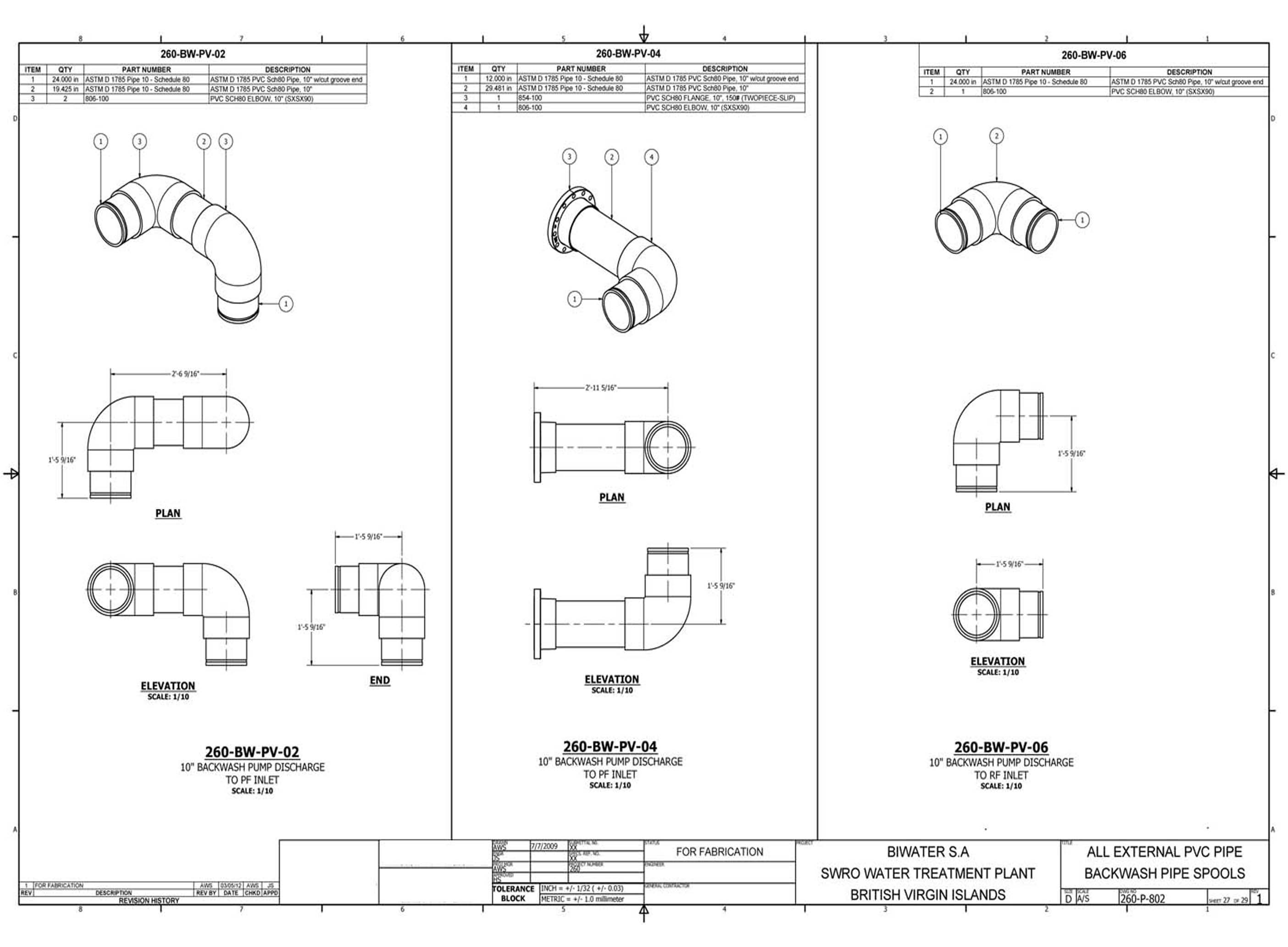
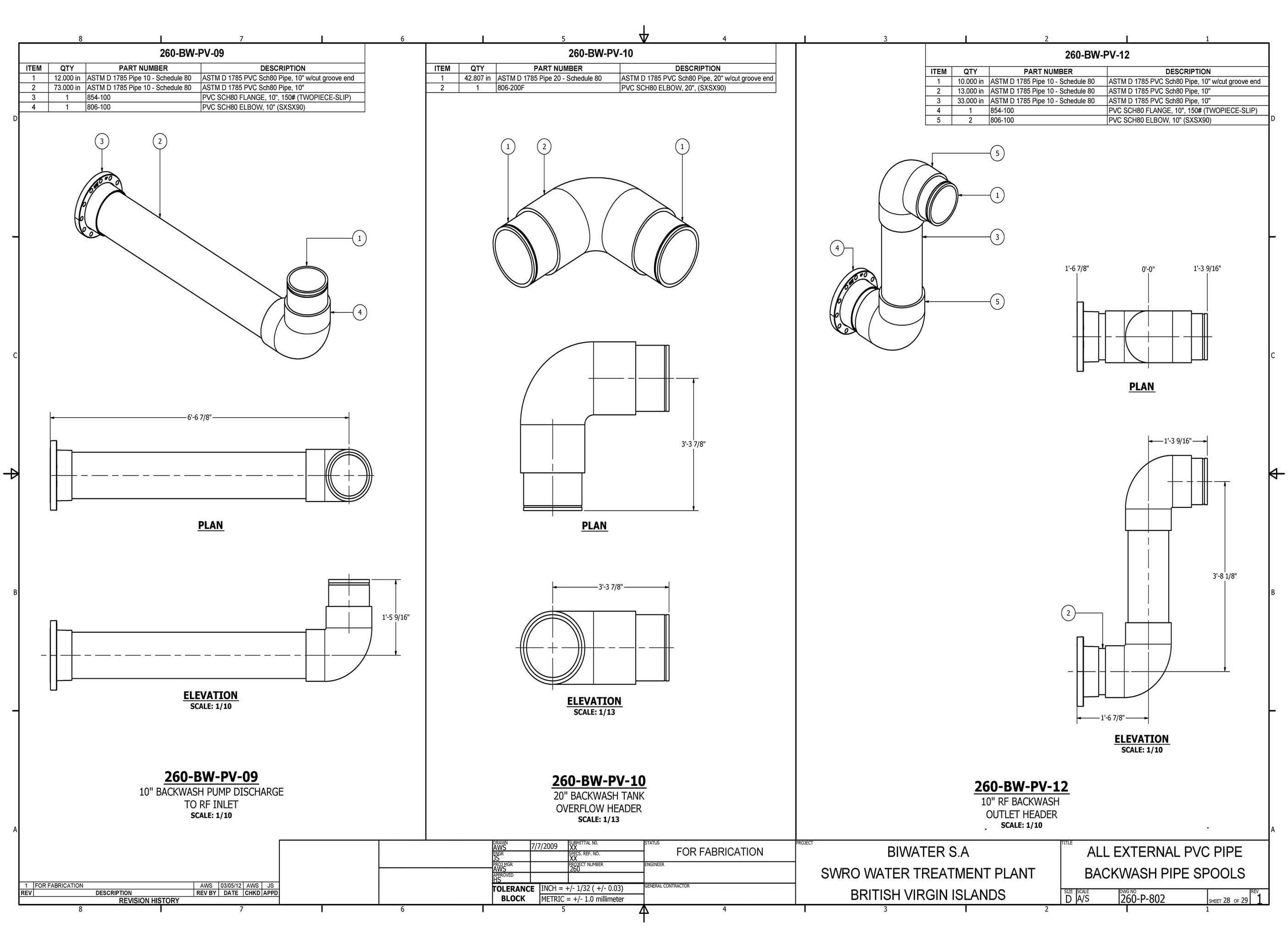
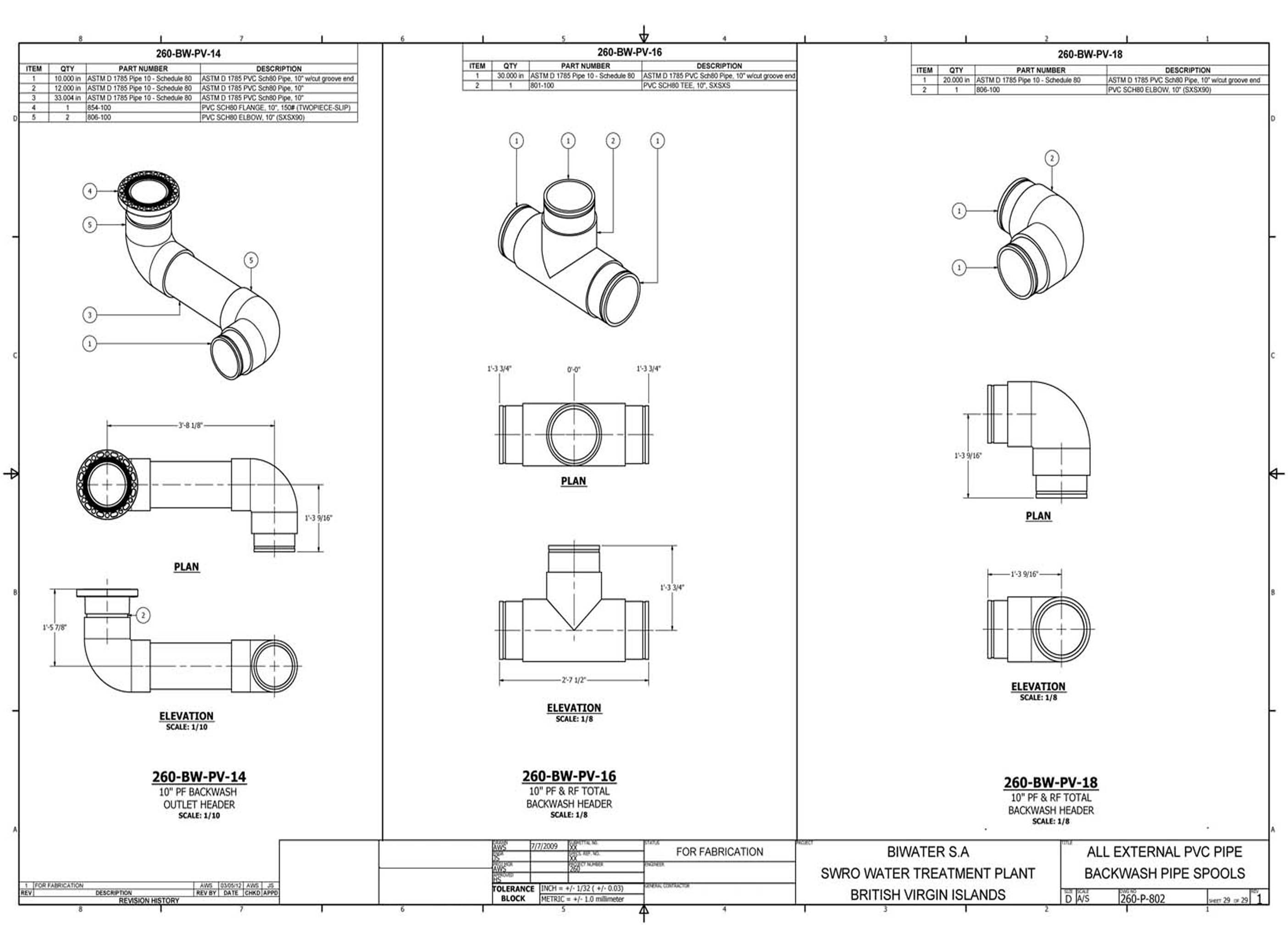
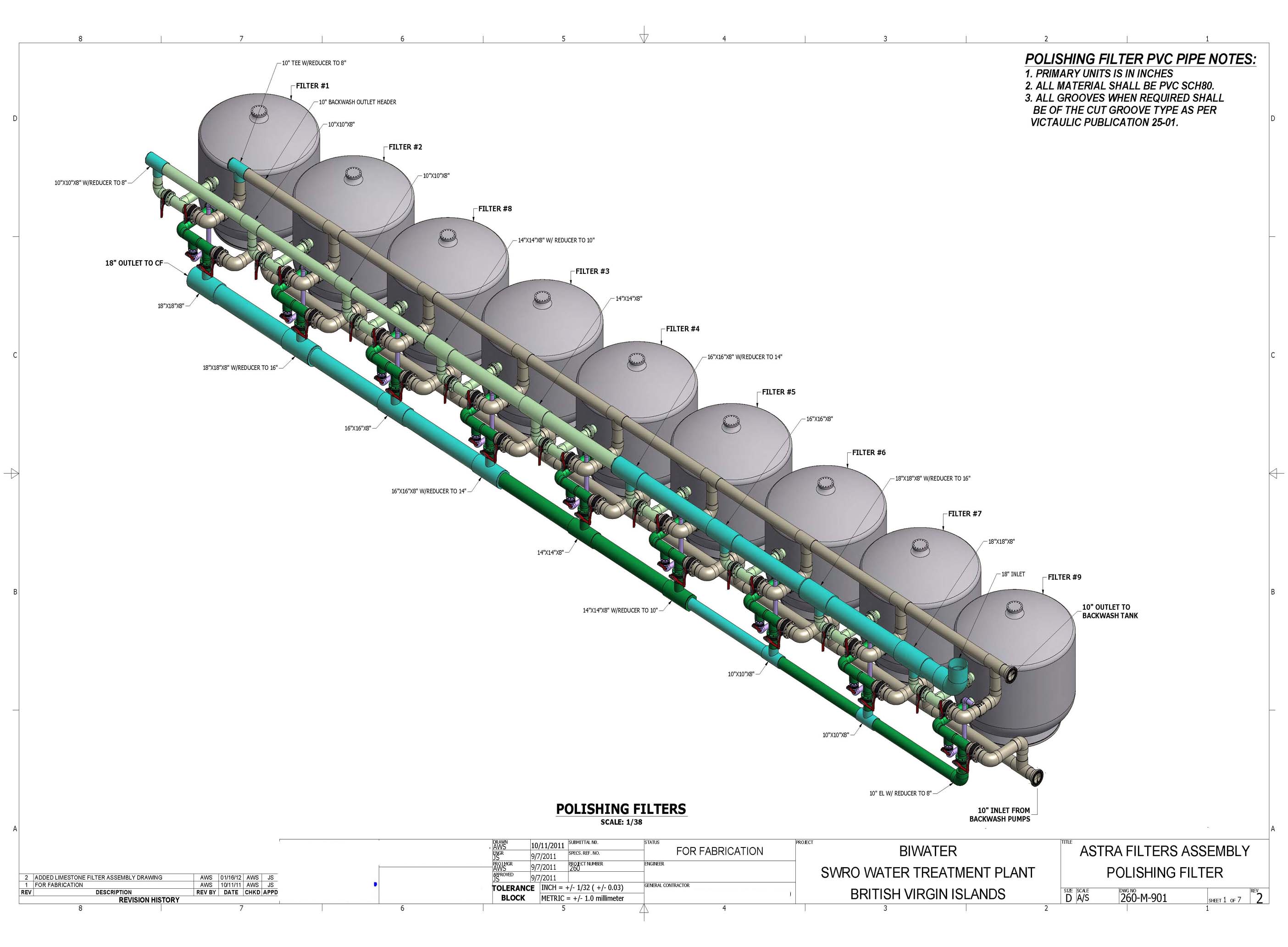
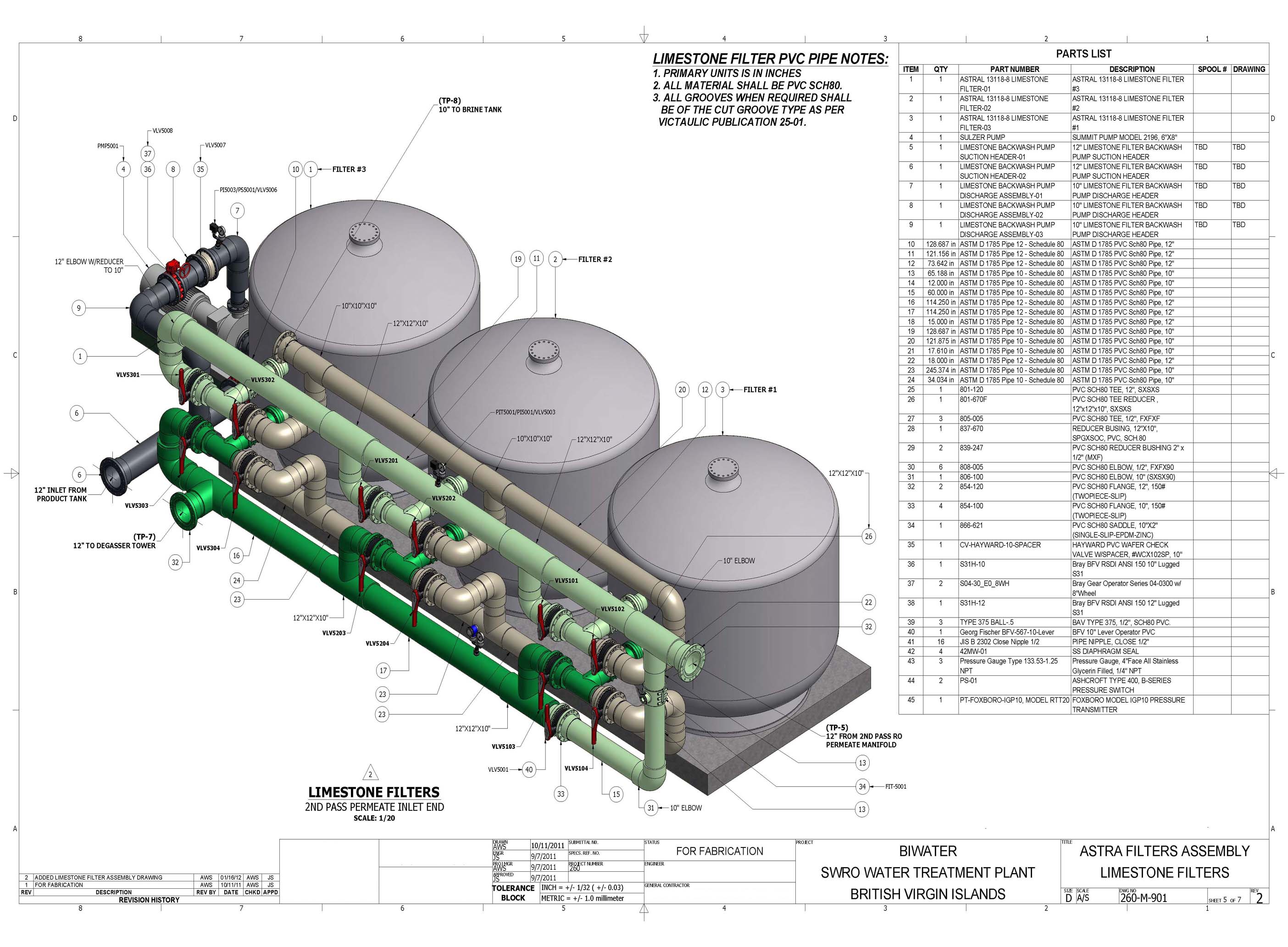
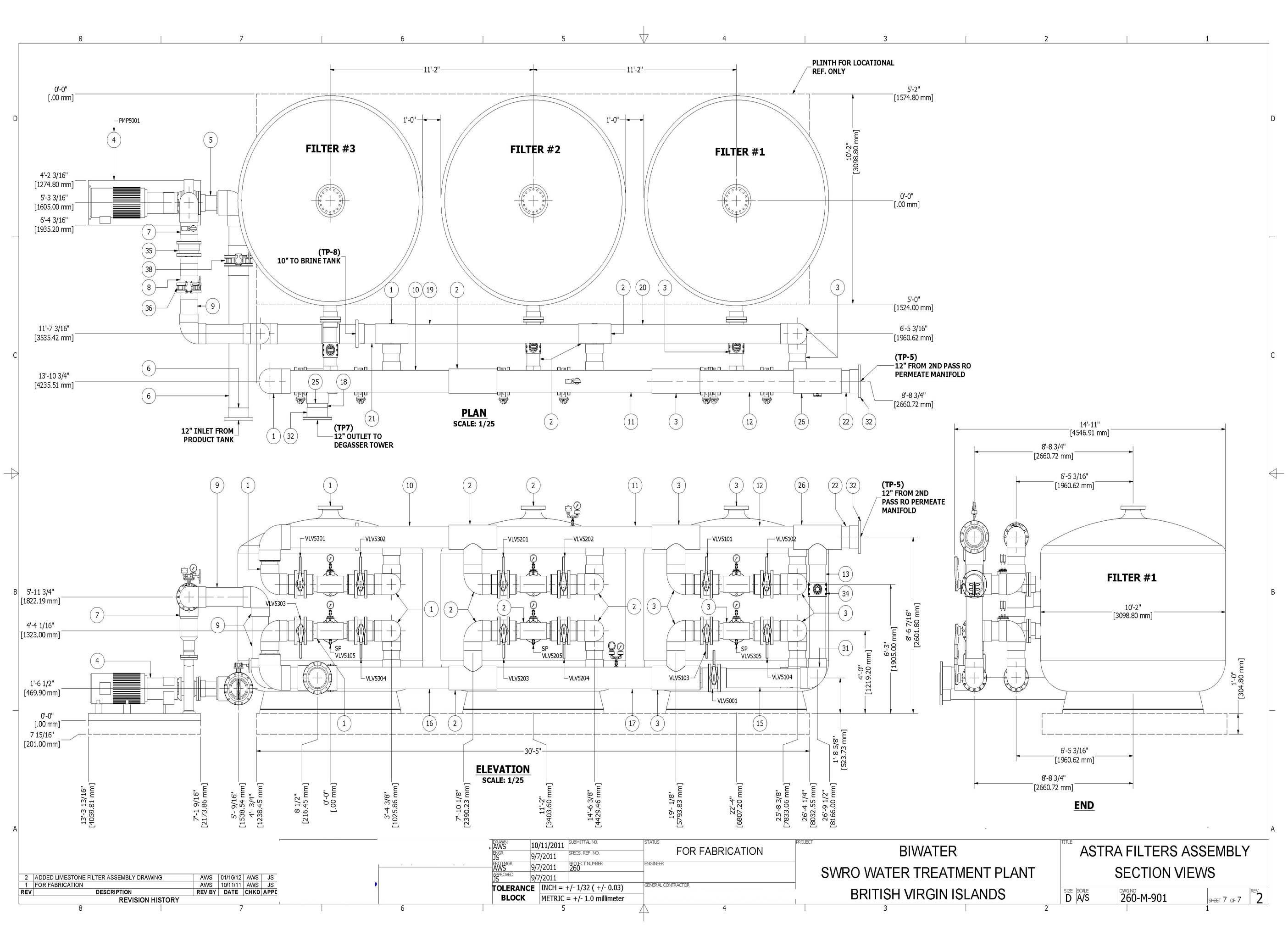
The external piping interconnecting the individual process skids throughout the British Virgin Islands desalination plant is fabricated from Schedule 80 PVC (Sch80 PVC) — the industry-standard material for above-ground, non-pressurized to moderate-pressure seawater and chemical service in outdoor marine environments. Sch80 PVC is selected over Sch40 for its significantly thicker wall section, providing additional mechanical strength and impact resistance during installation and operation, as well as greater allowable operating pressure across the range of pipe sizes used in the external interconnect runs.
PVC Schedule 80 is compatible with the chlorinated, chemical-dosed water present in the inter-skid piping and is chemically inert to the sodium hypochlorite, antiscalant, and acid-dosed streams that pass through external headers. Its smooth internal bore (Manning's n ≈ 0.009) minimizes friction losses across long inter-skid runs and resists scaling and biological fouling without requiring coatings. All external pipe runs are UV-stabilized gray Sch80 PVC, providing long-term resistance to the tropical solar exposure inherent to an outdoor Caribbean installation.
Fabrication Method: External PVC spools are solvent-cement joined using ASTM D2564-compliant PVC cement and primer, forming a fully fused, chemically welded joint that exceeds the rated burst pressure of the pipe wall itself when cured. Flanged connections to skid inlet/outlet nozzles use Schedule 80 PVC Van Stone (lap-joint) flanges paired with ANSI 150# drilled backing rings, allowing full rotational alignment during installation.
Critical Fit Tolerances: Spool cut lengths are held to ±1/8" to accommodate the solvent-cement socket depth. Flange face perpendicularity is maintained to ±1°. Each completed PVC spool assembly is hydrostatically tested at 1.5× design working pressure after a minimum 24-hour solvent cure period.
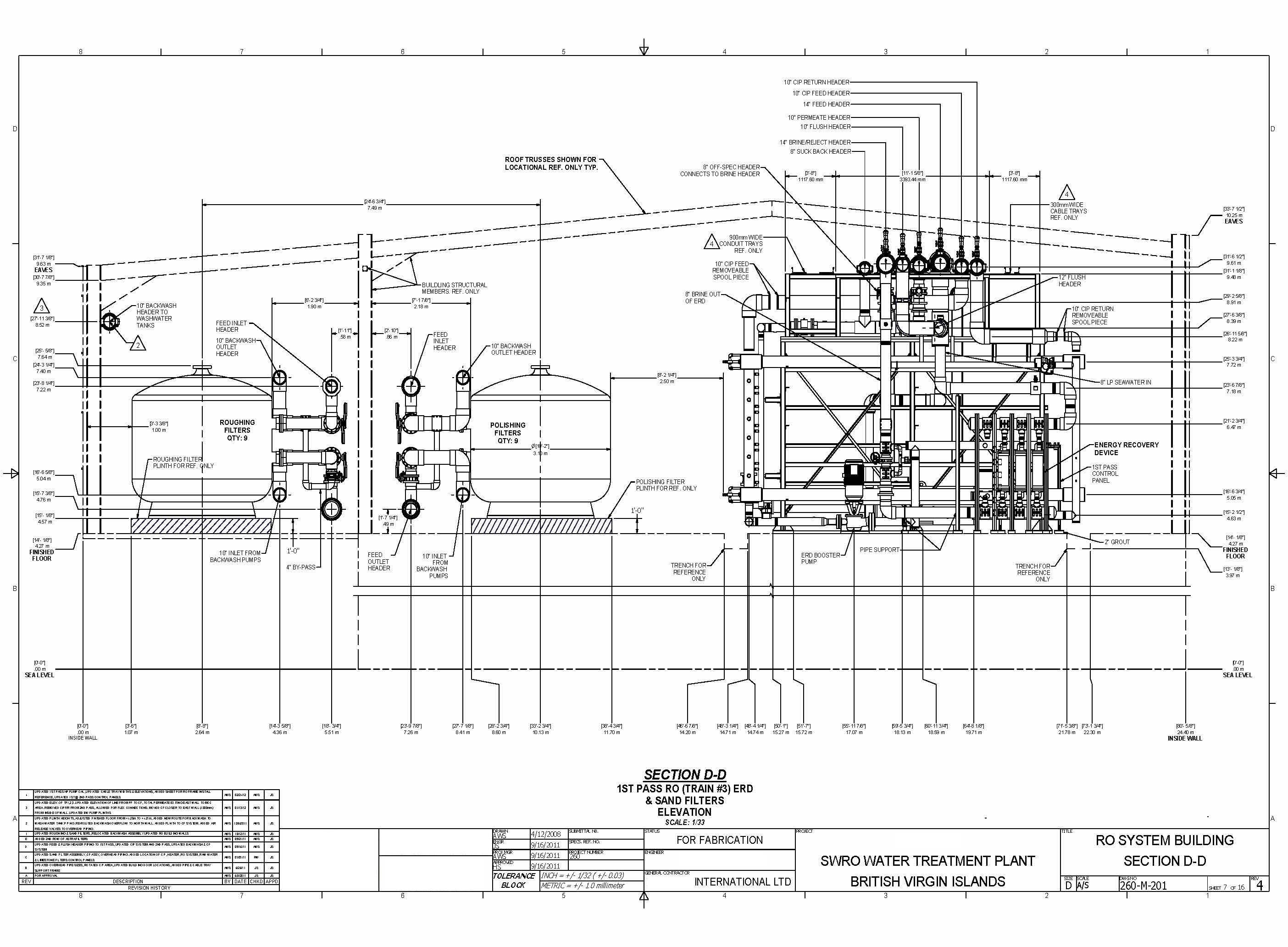
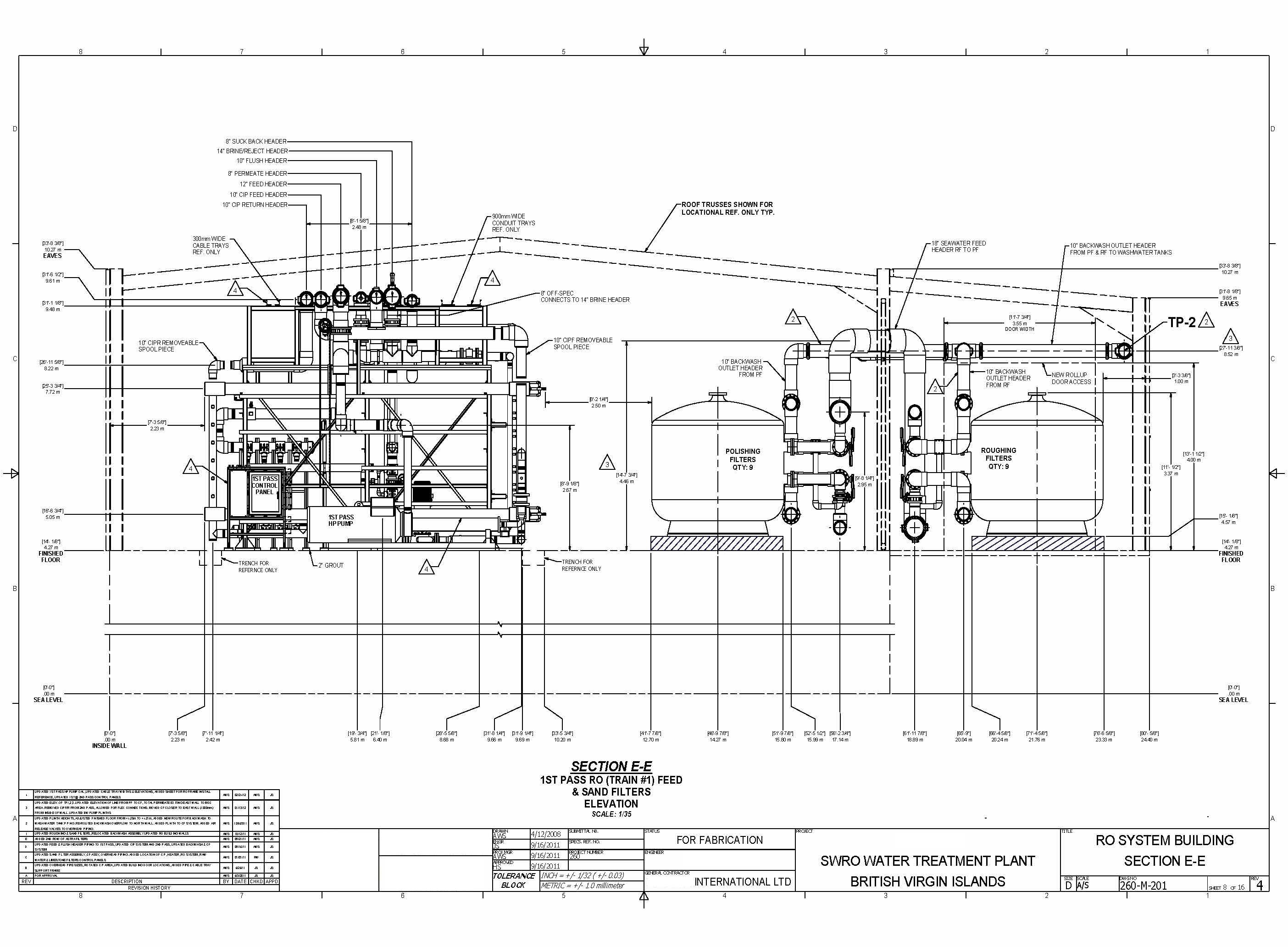
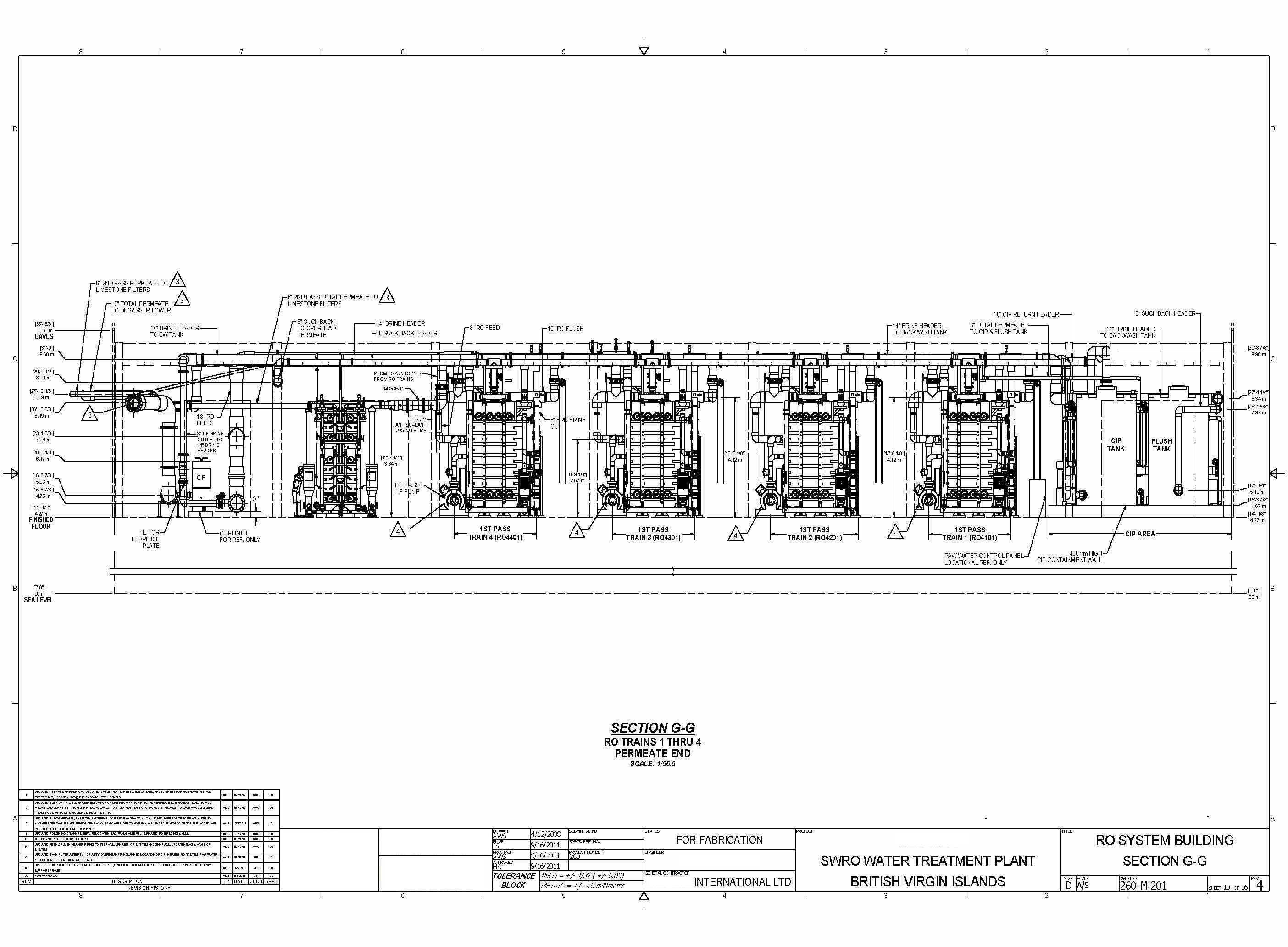
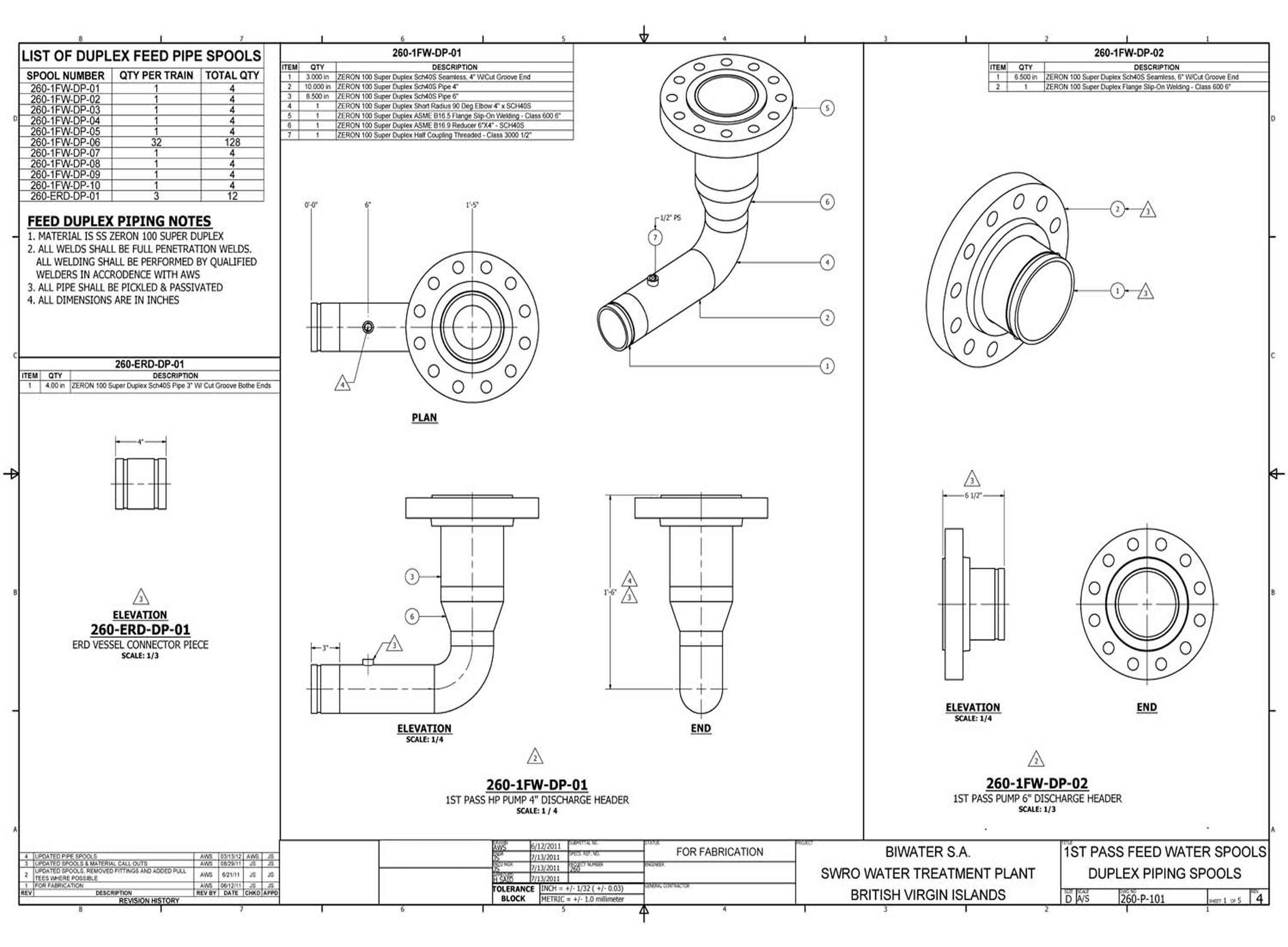
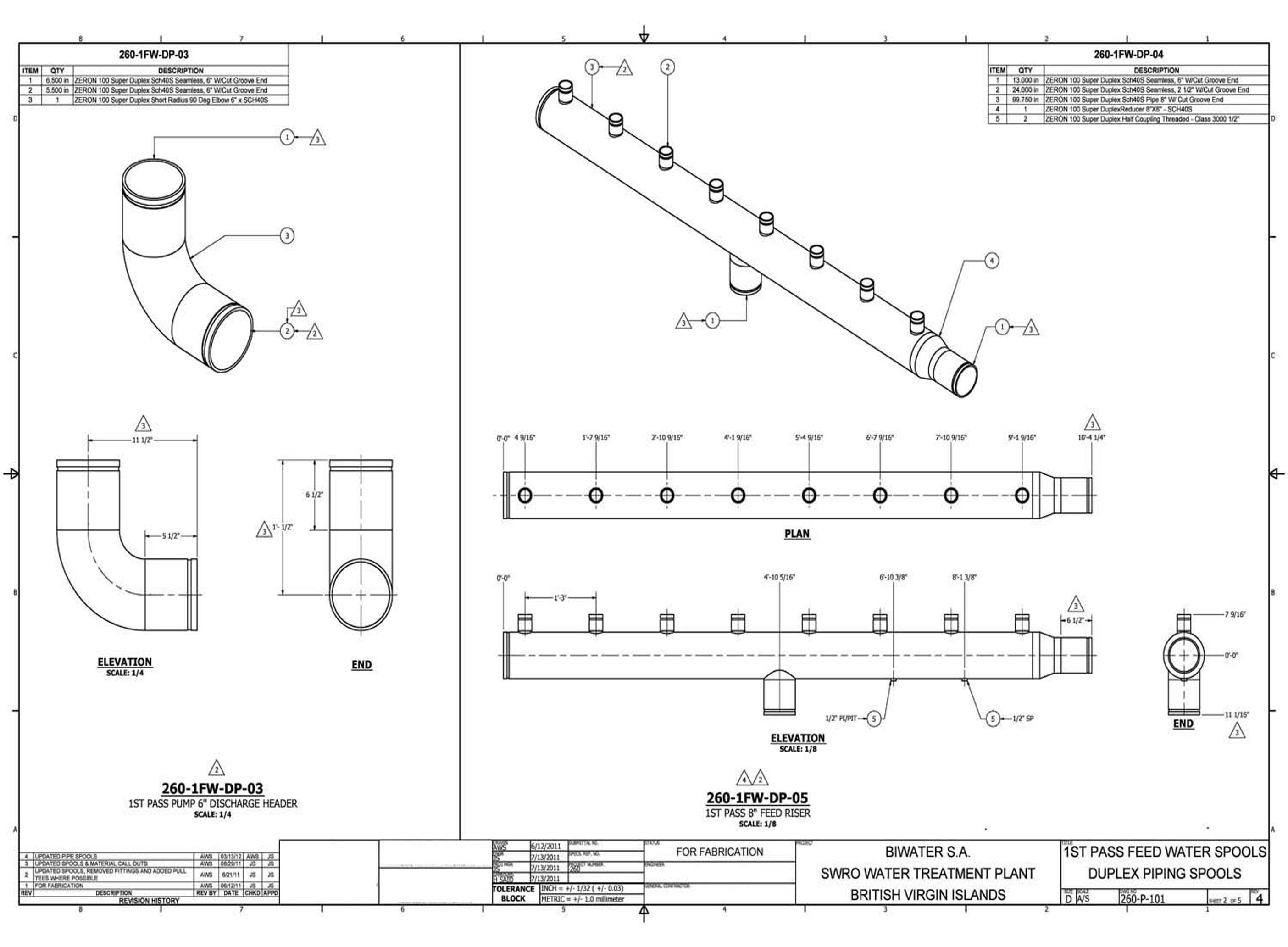
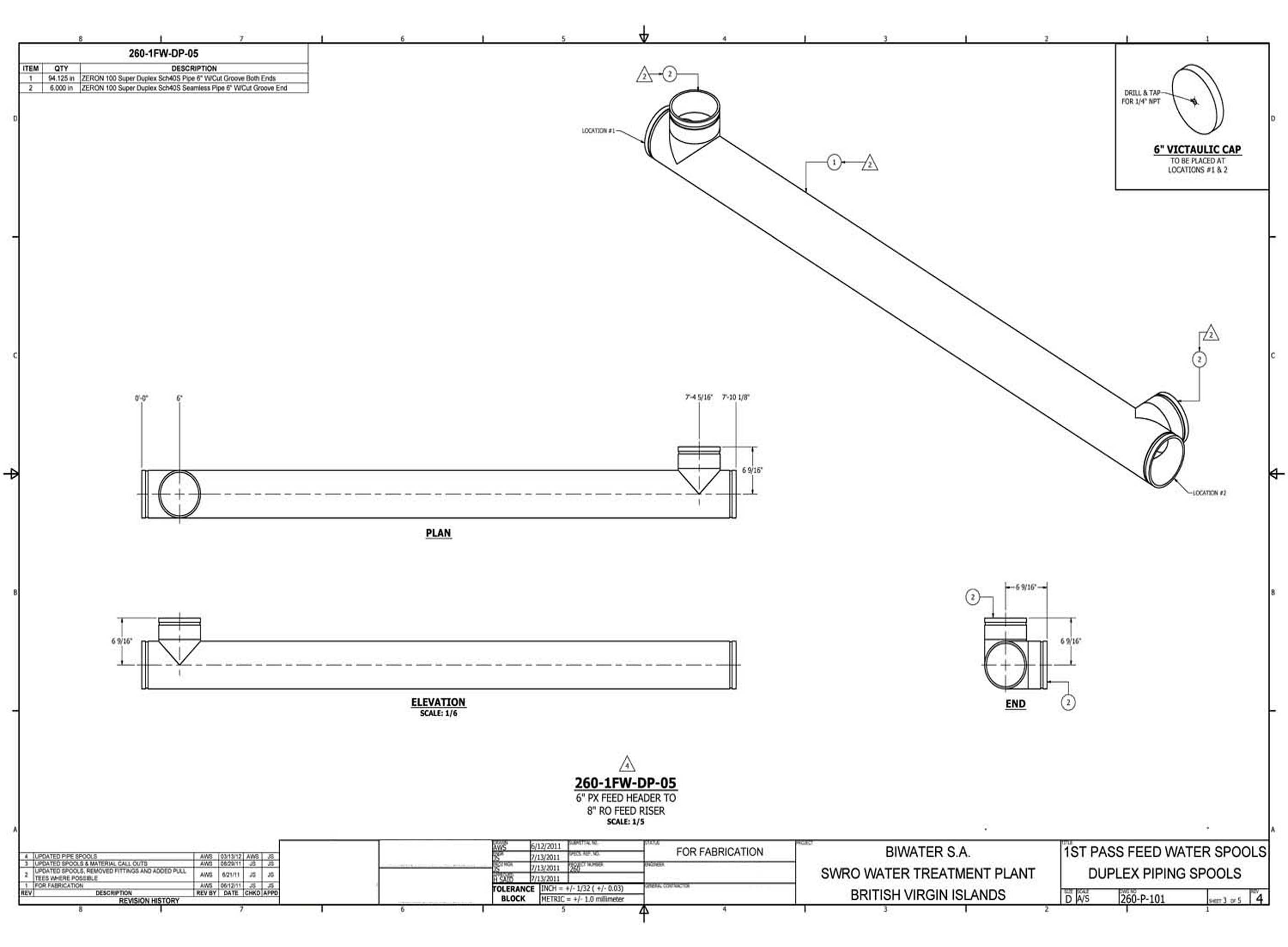
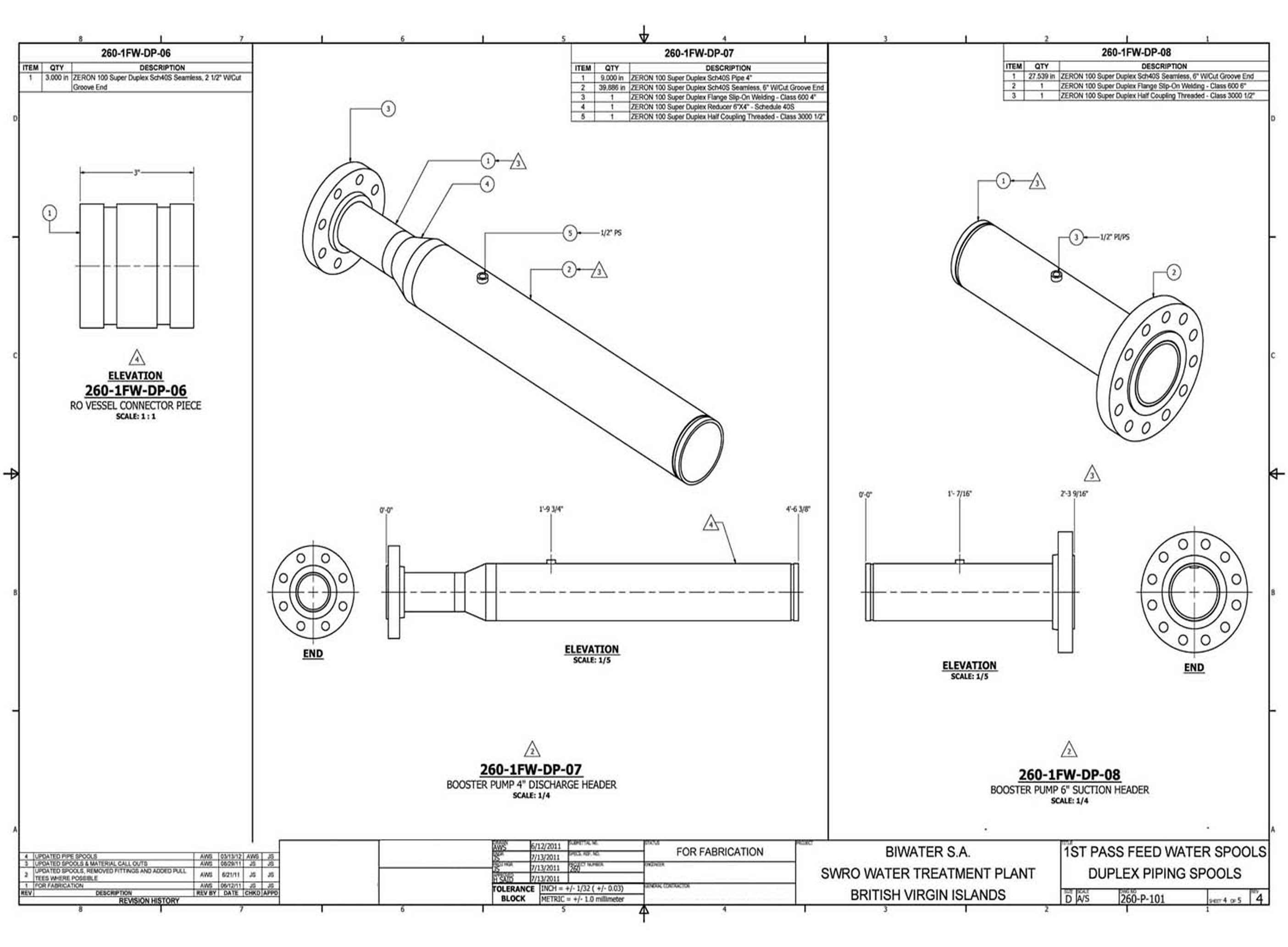
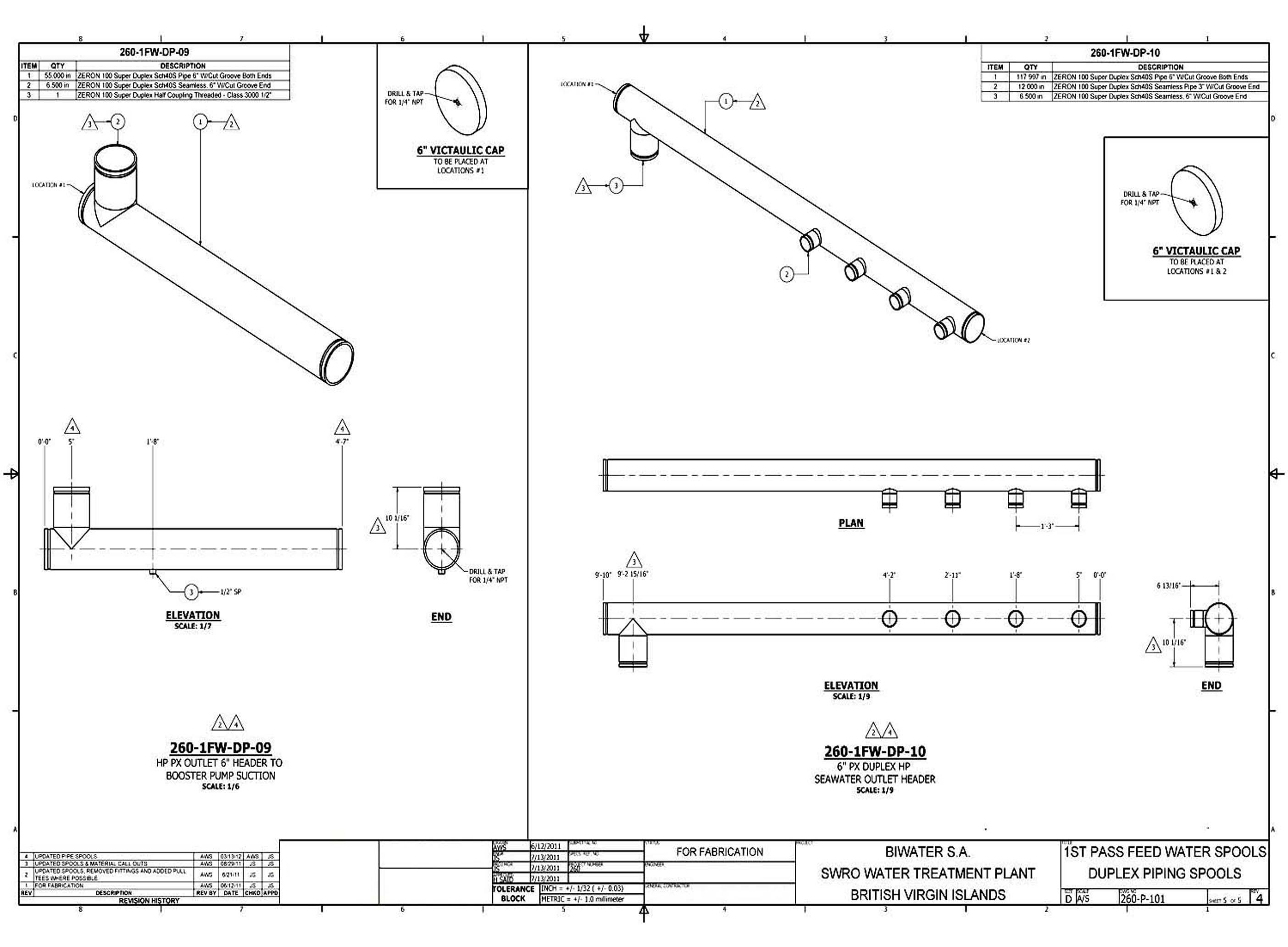
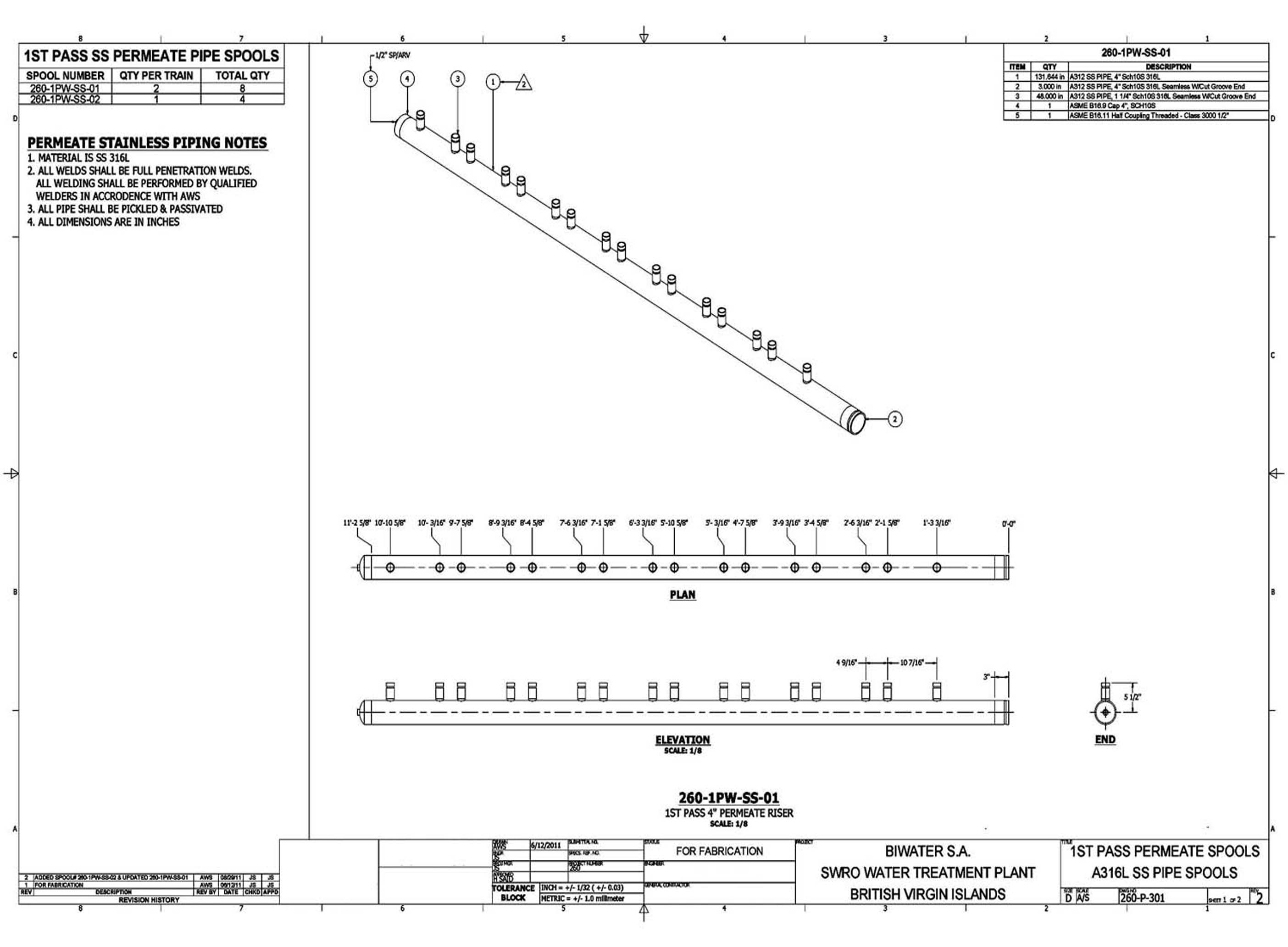
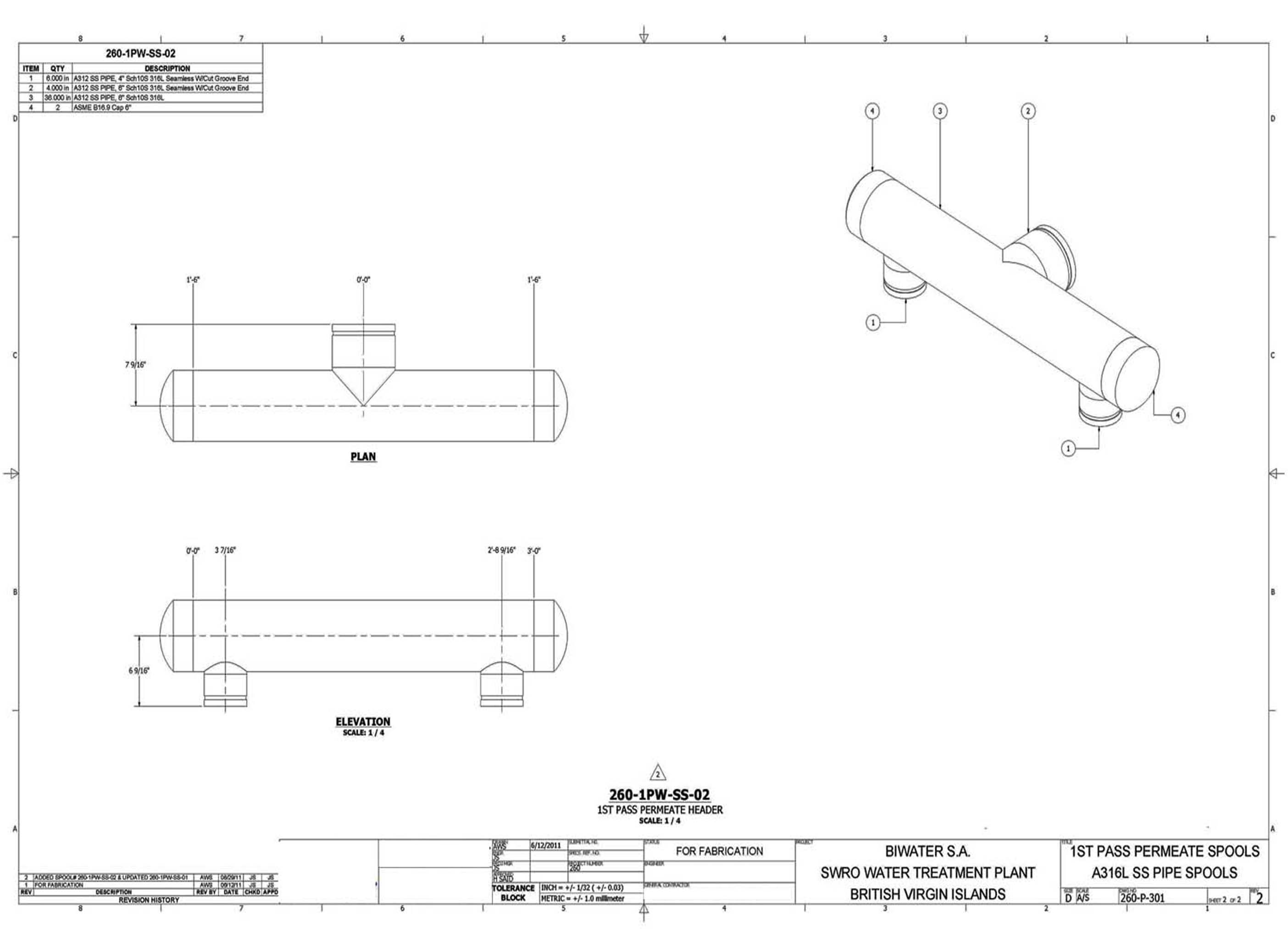
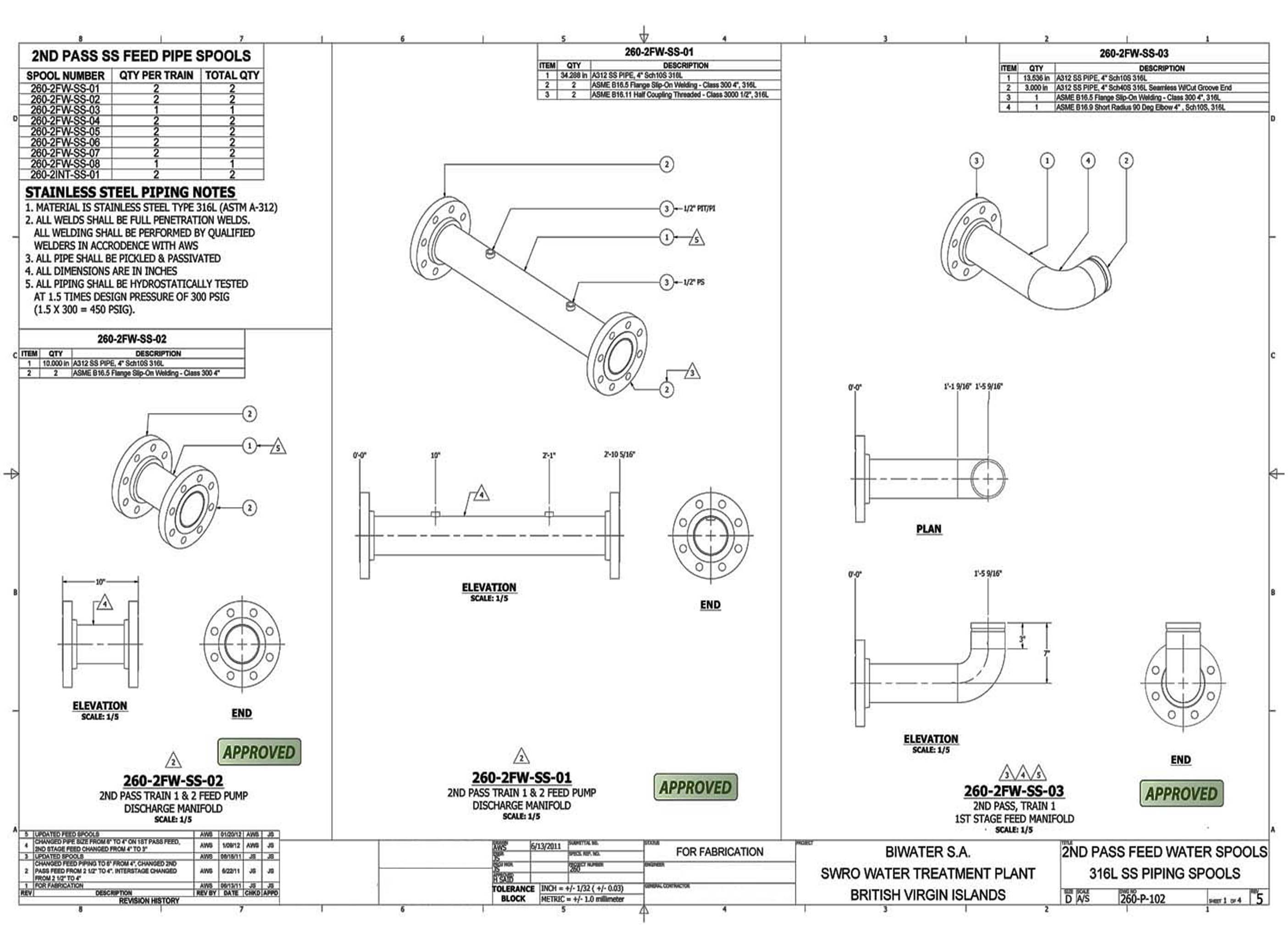
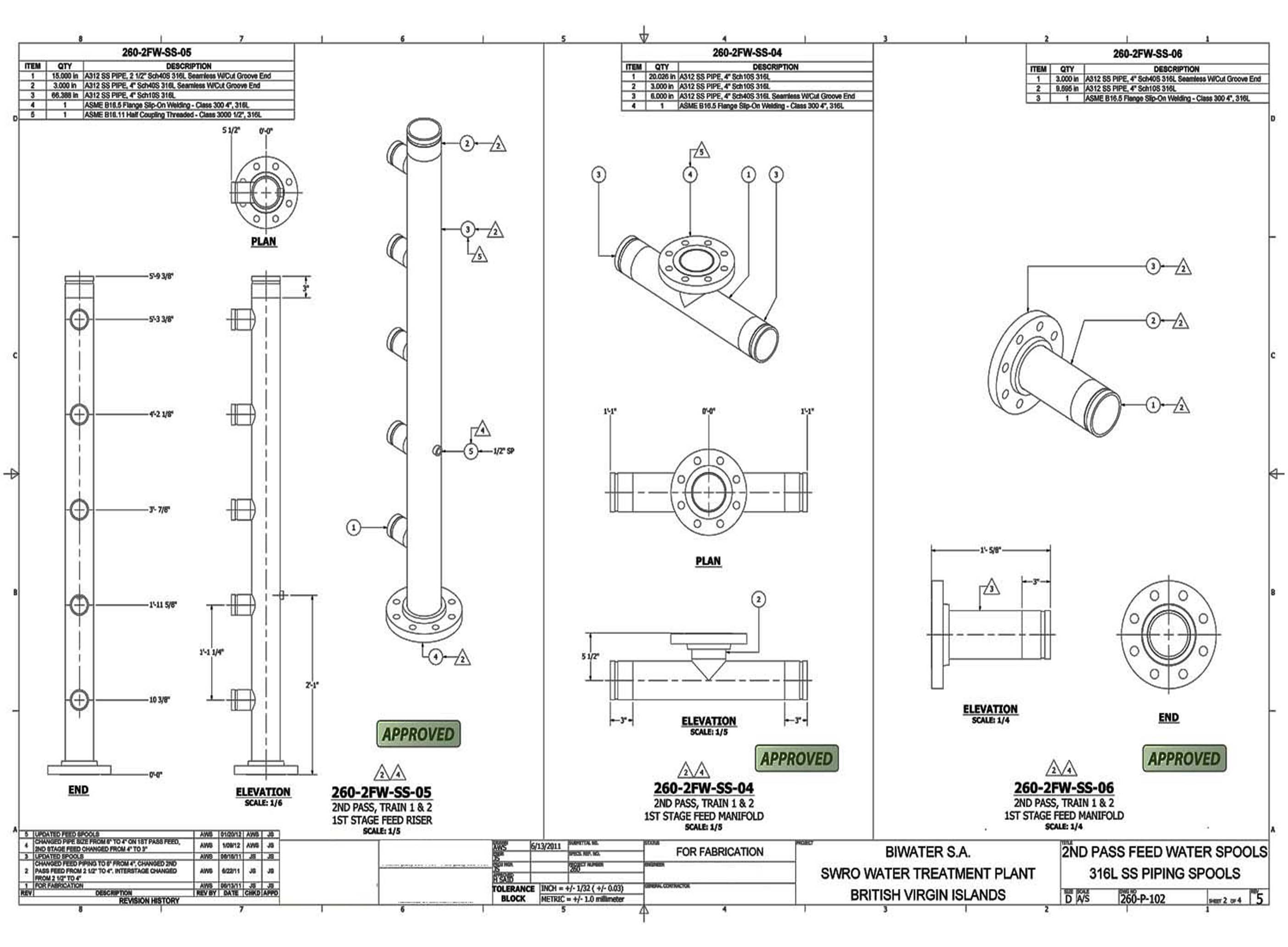
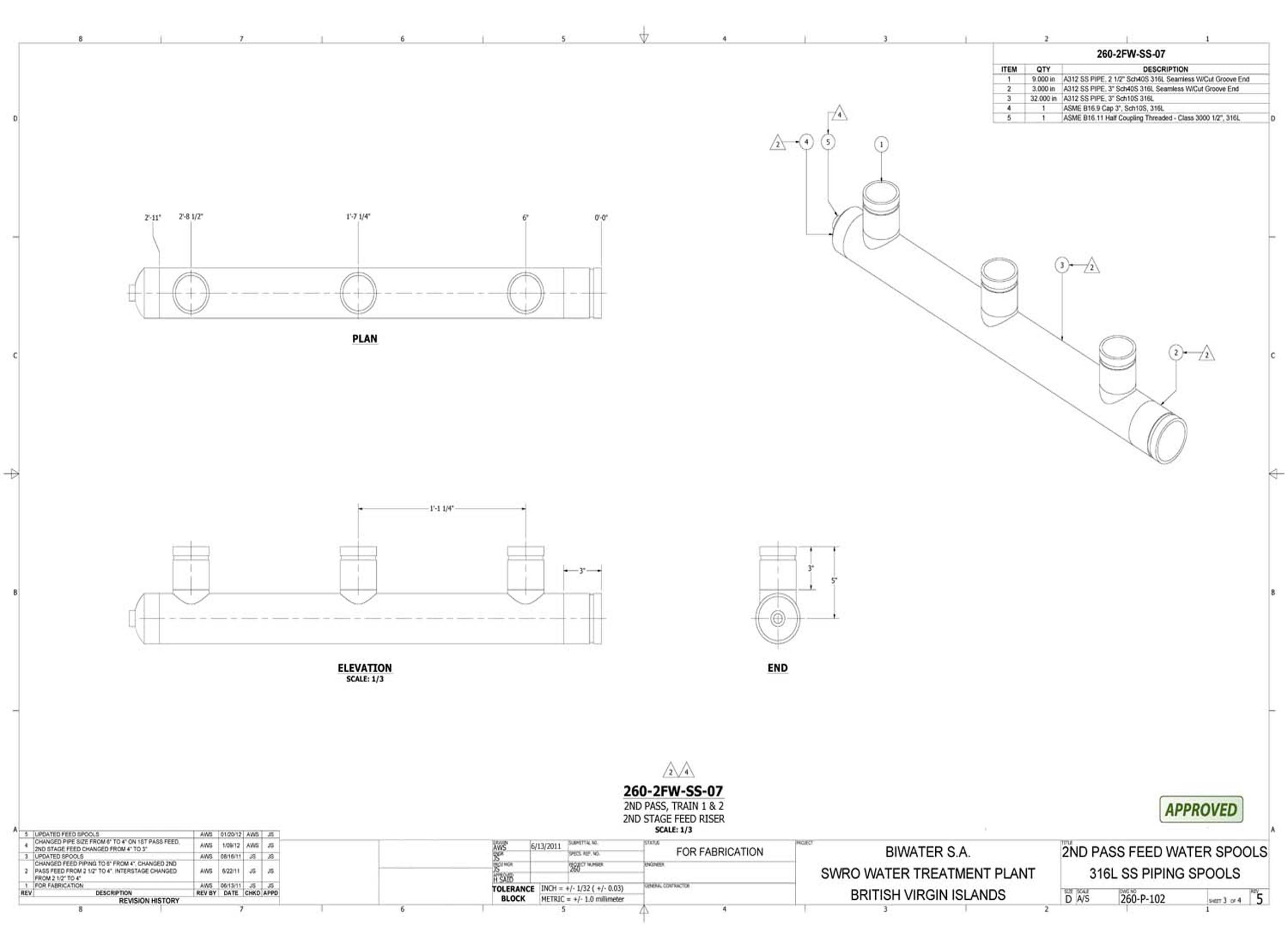
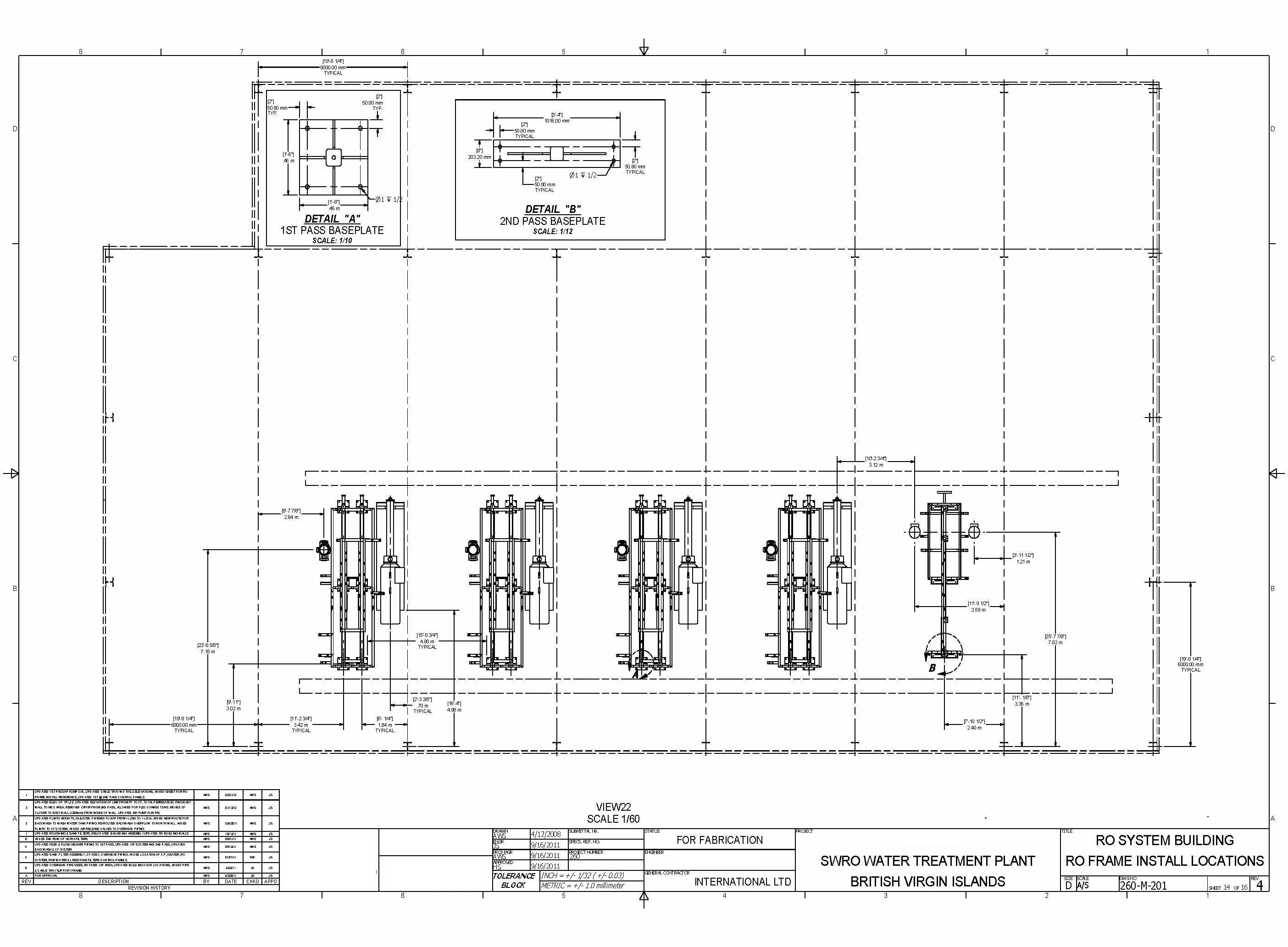
The 1st Pass Reverse Osmosis System is the primary desalination stage where seawater passes through six RO trains to remove salt and purify the water for drinking. After this stage the treated water moves on to the 2nd Pass system for further treatment and polishing.
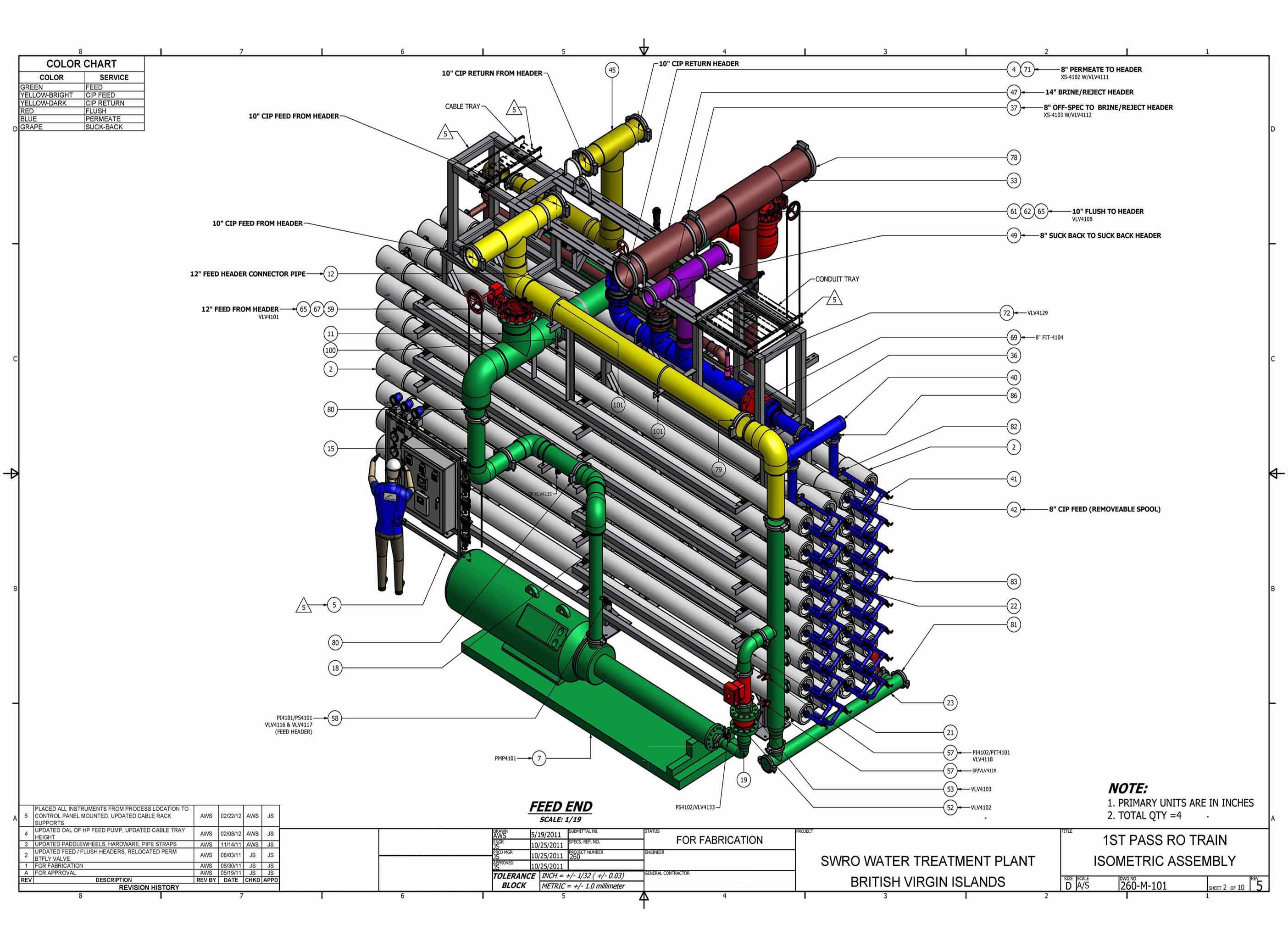
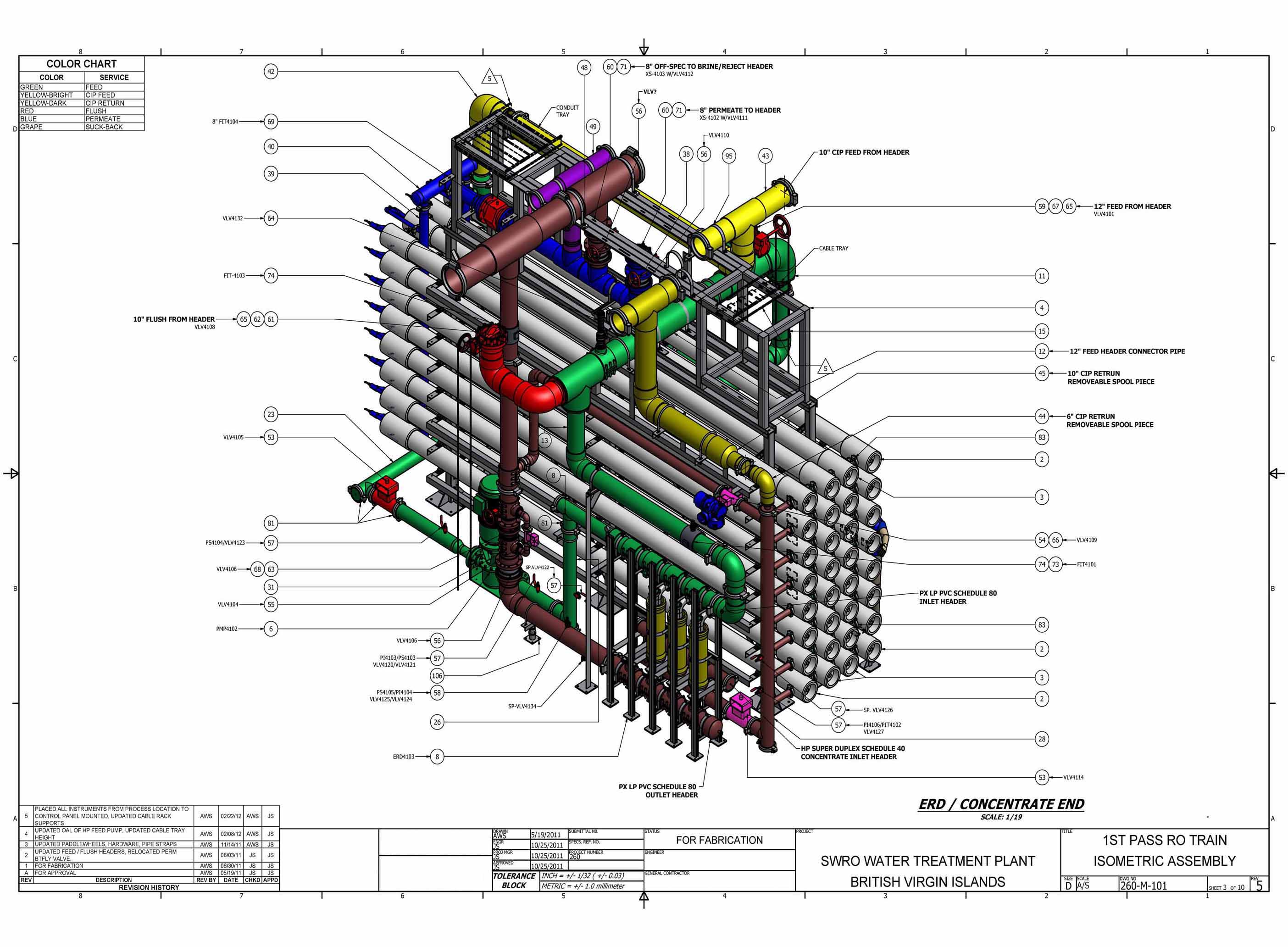
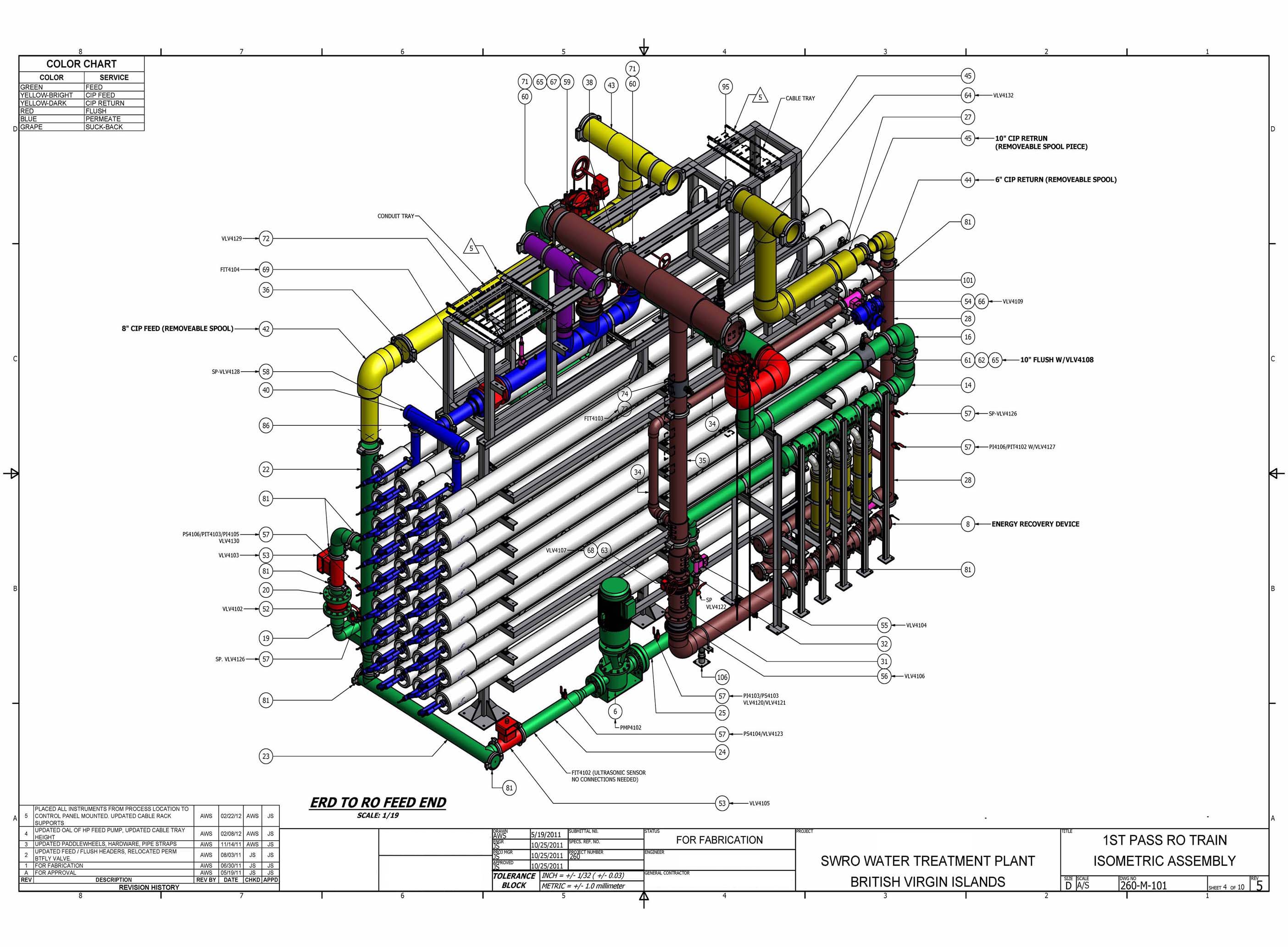
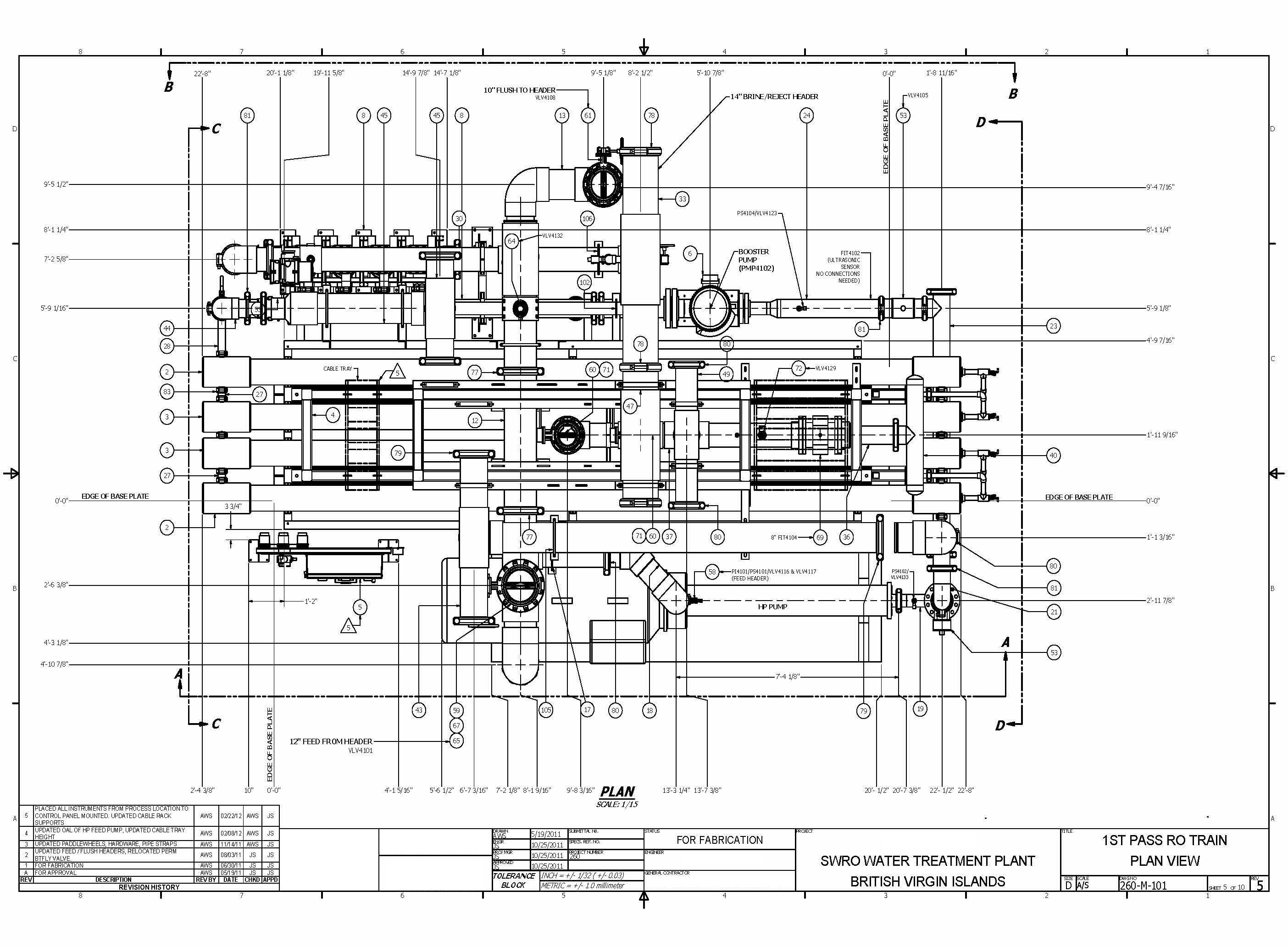
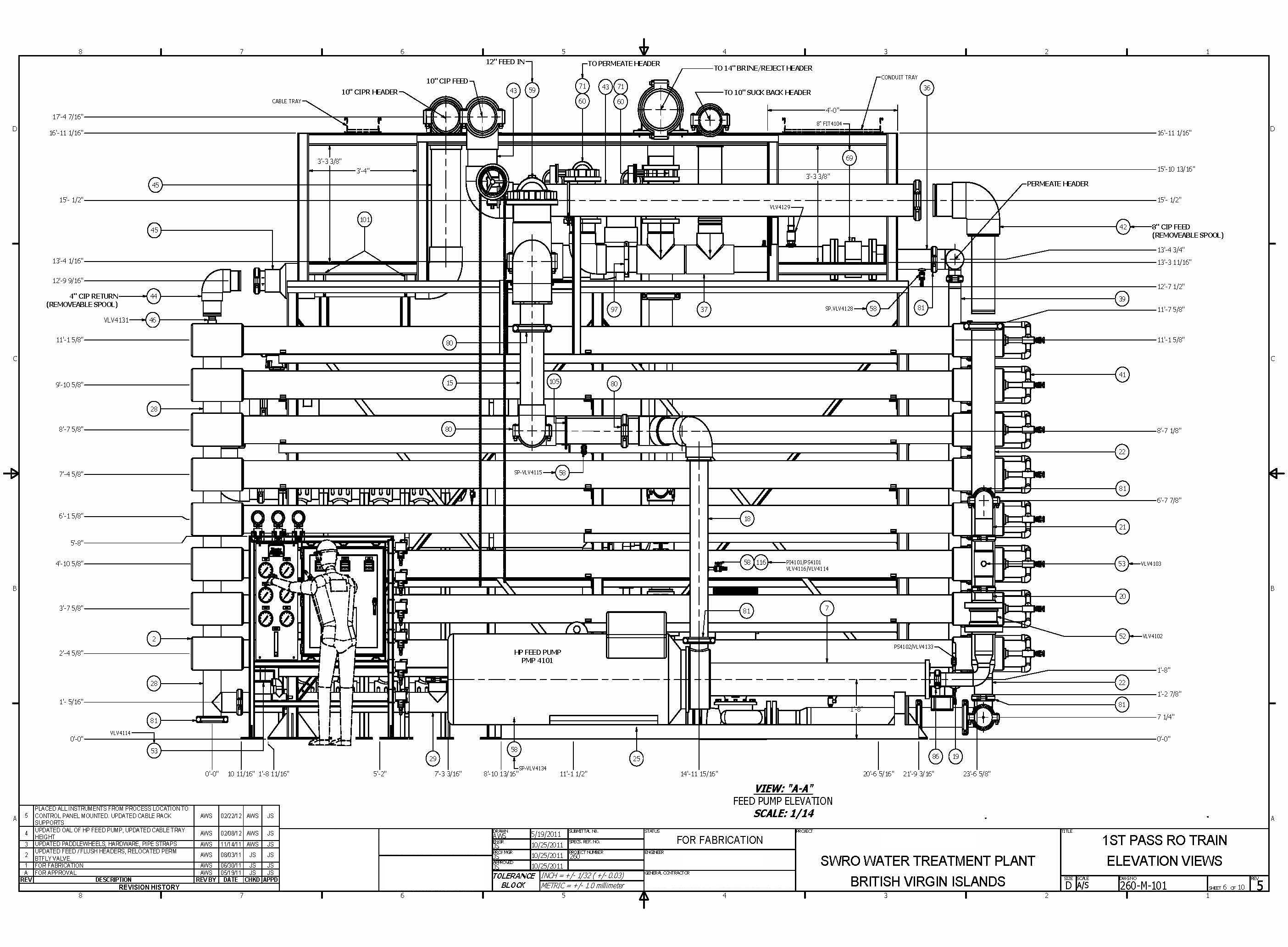
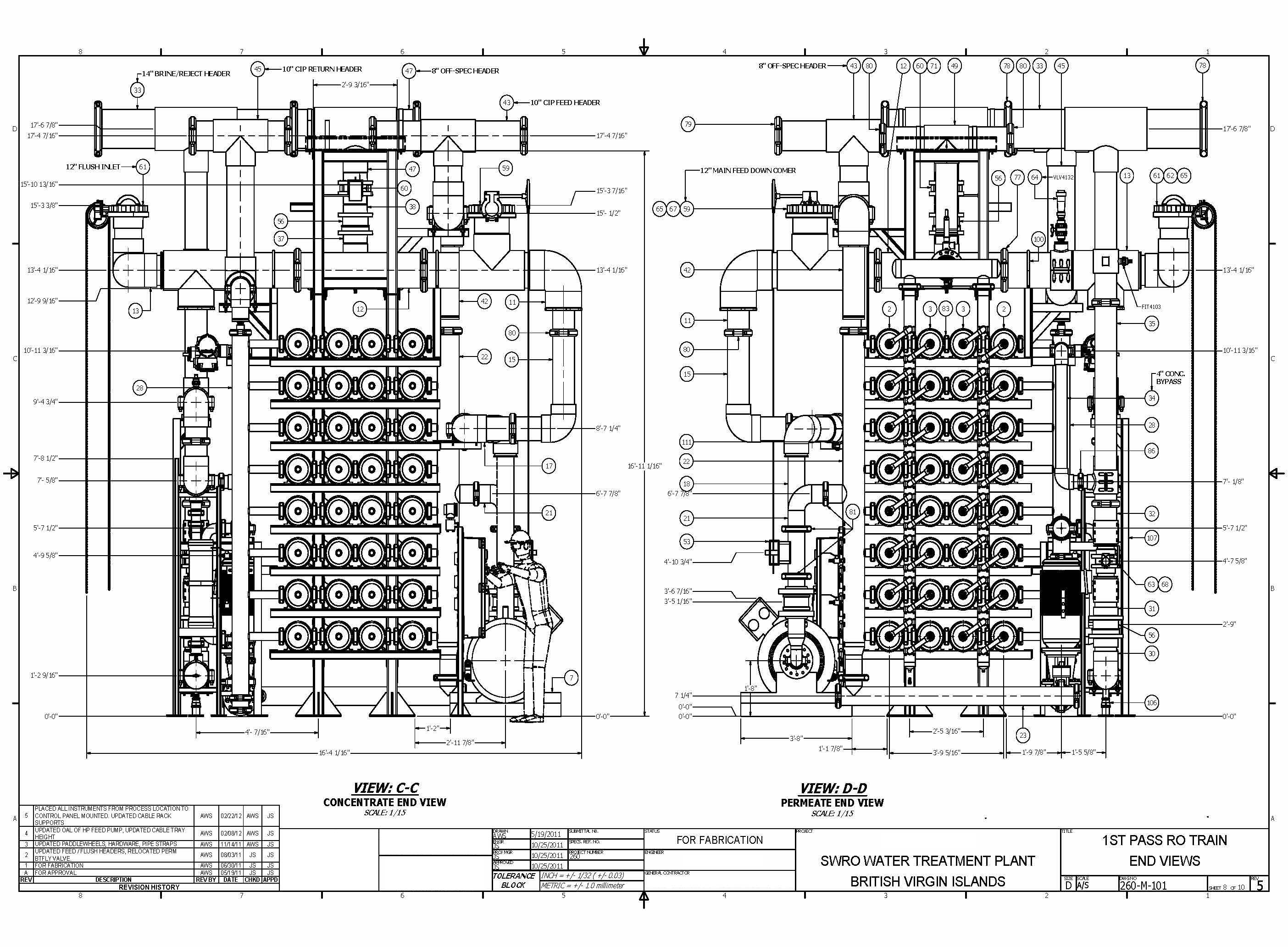
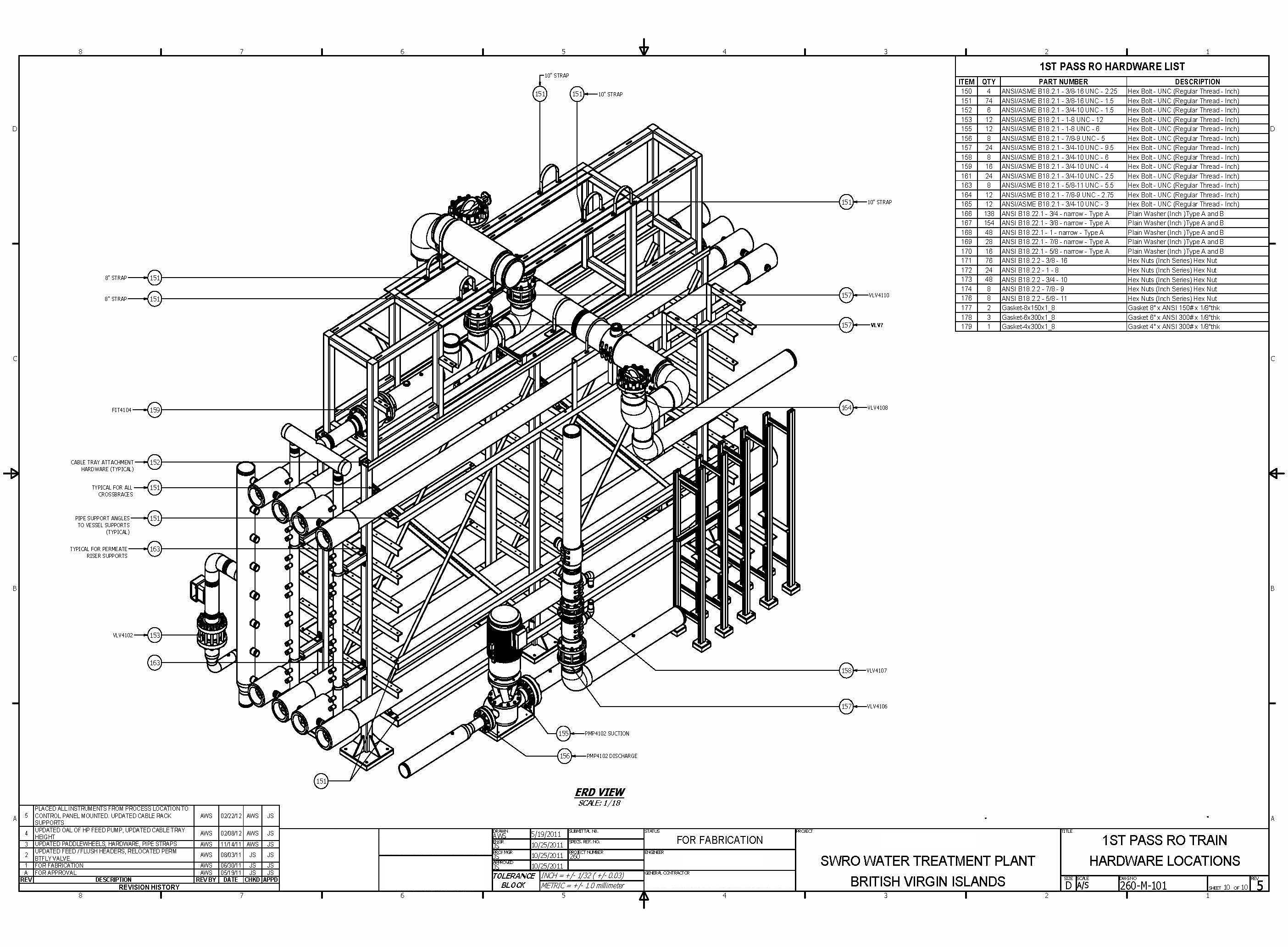
The pipe spools for the 1st Pass RO system are fabricated from 316L stainless steel — the material of choice for reverse osmosis applications due to its superior corrosion resistance against seawater, chlorides, and the aggressive chemical environment present throughout the desalination process. 316L grade (low carbon) is specified over standard 316 to minimize carbide precipitation during welding, preserving corrosion resistance at the heat-affected zones.
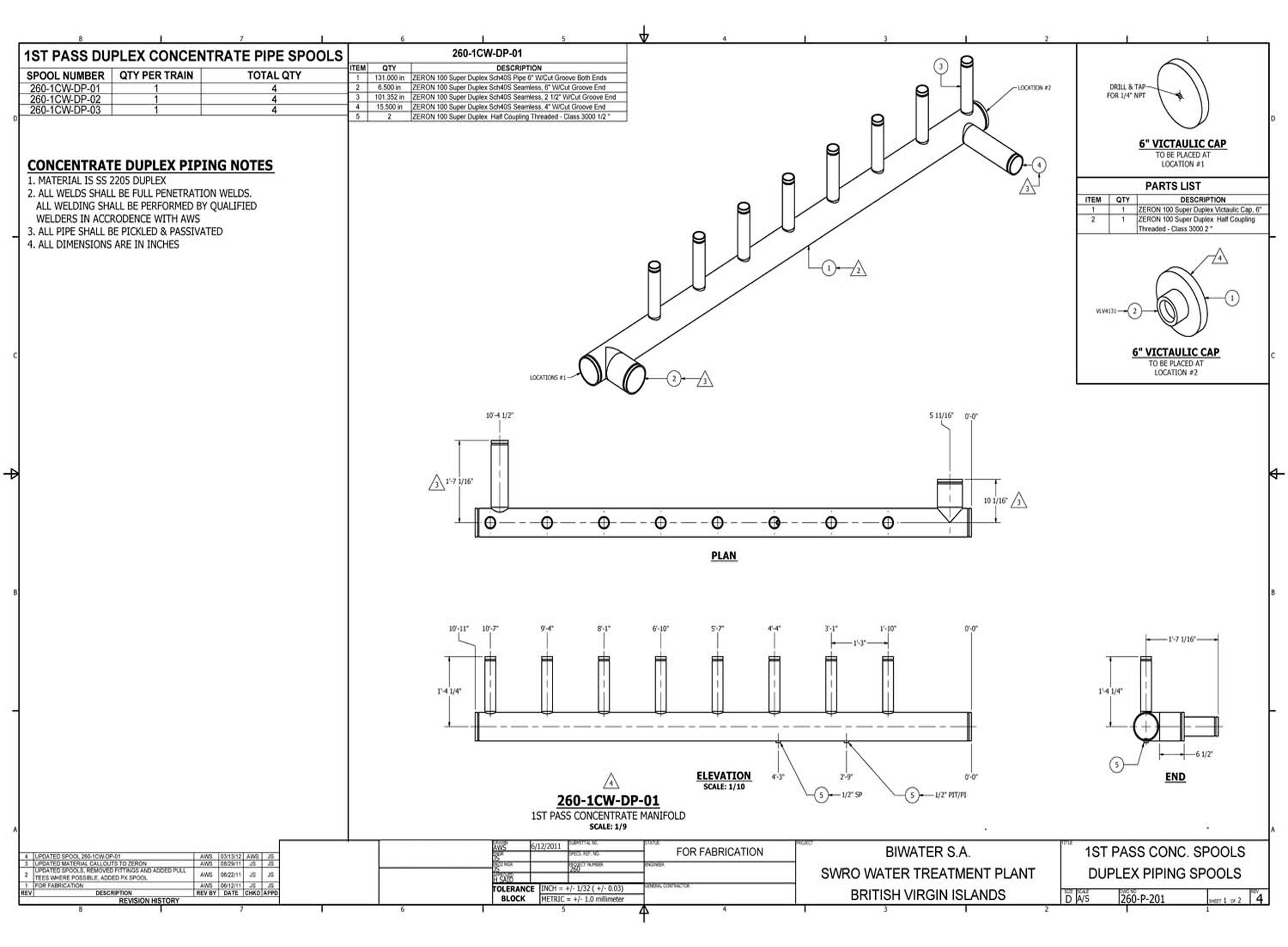
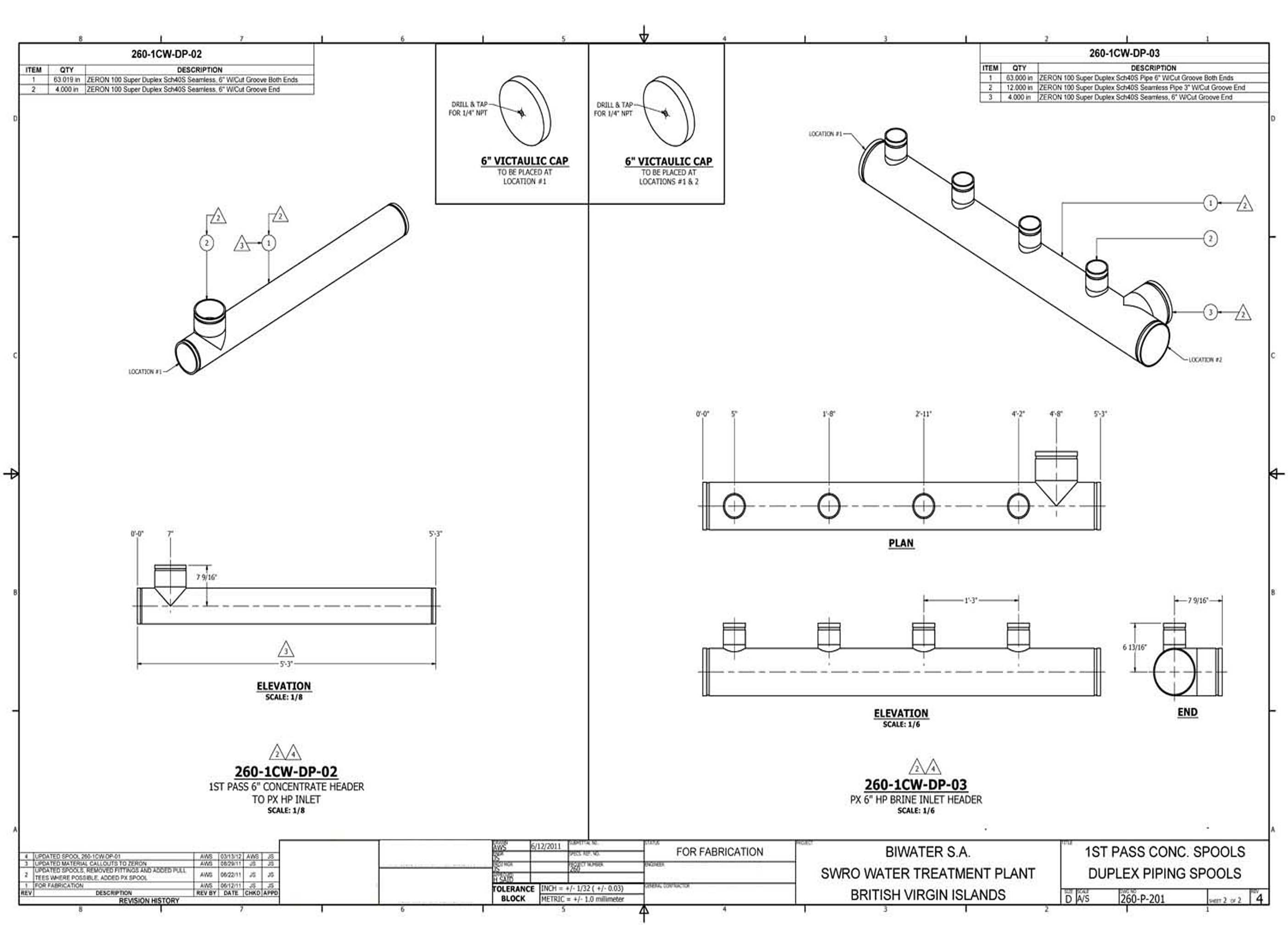
Each spool is designed using the pull tee fabrication method — a proven technique widely adopted across the RO industry in which branch connections are formed by hydraulically pulling a tee outlet directly from the parent pipe wall rather than cutting in a separate fitting. This eliminates a weld joint at each branch, reducing potential leak points, maintaining full wall thickness through the transition zone, and producing a smoother internal bore that lowers turbulence and pressure drop across high-flow manifold sections.
Critical Welding Tolerances: All butt welds are executed to ASME B31.3 Process Piping standards. Weld joint alignment (high-low misalignment) is held to a maximum of 1/16" (1.6 mm) on pipe wall thickness up to 3/4". Root gap is maintained at 1/16" ± 1/32" to ensure full penetration without burn-through. Angular misalignment between mating spools is limited to ±0.5°. All welds receive a full internal argon purge during TIG root passes to prevent oxidation on the process-side weld surface — critical for maintaining sanitary flow conditions and corrosion resistance.
Assembly Fit Tolerances: Flange face perpendicularity is controlled to within 1/64" (0.4 mm) per foot of pipe diameter to ensure leak-free bolted connections. Overall spool length tolerances are held to ±1/16" to guarantee drop-in fit during factory skid assembly without field modification. Flange bolt-hole orientation is drilled to ±1° of the specified clock position. Each completed spool is hydrostatically tested at 1.5× design working pressure before shipment, with all weld seams inspected by dye penetrant testing (PT) to verify surface integrity prior to assembly.
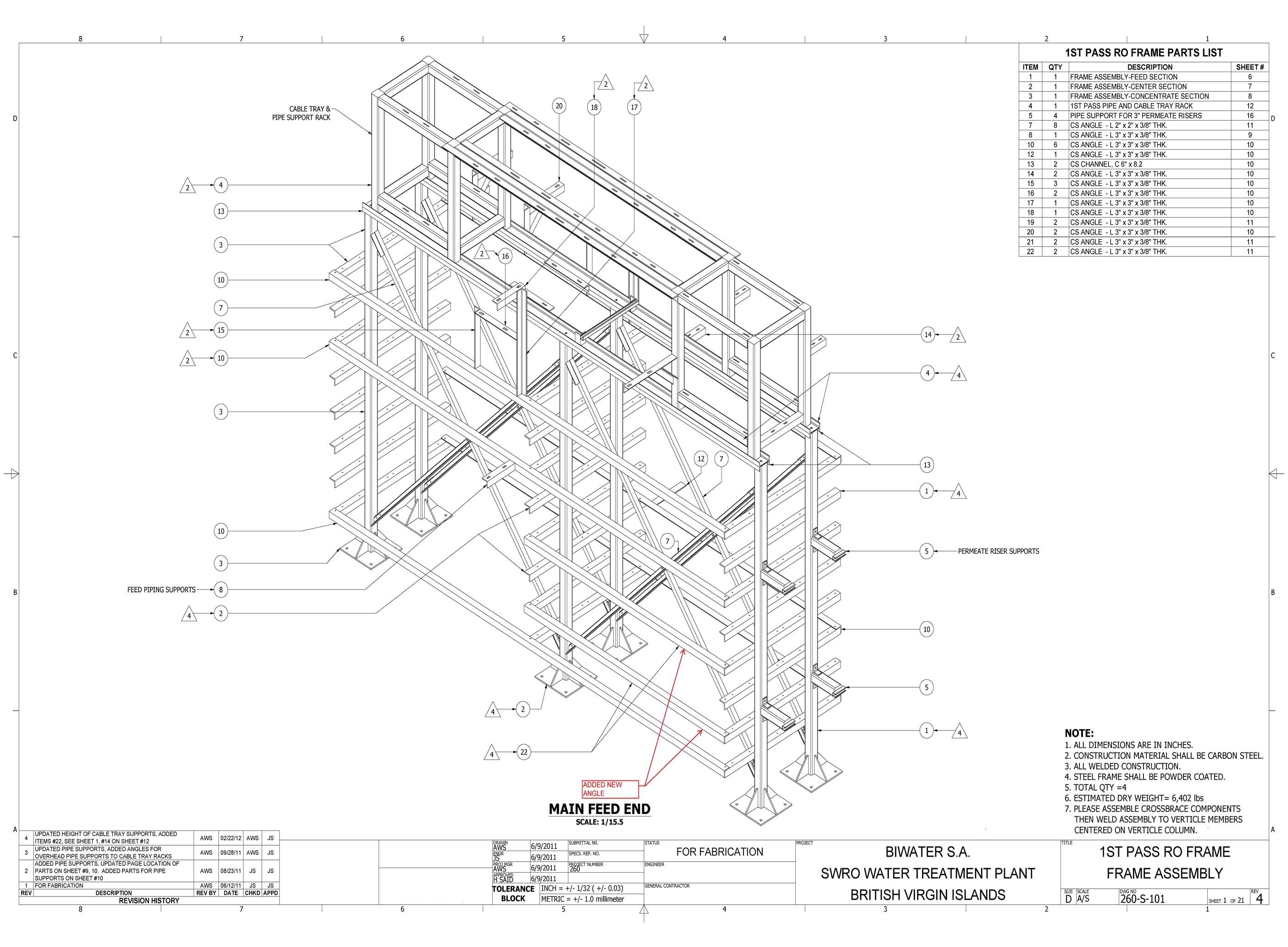
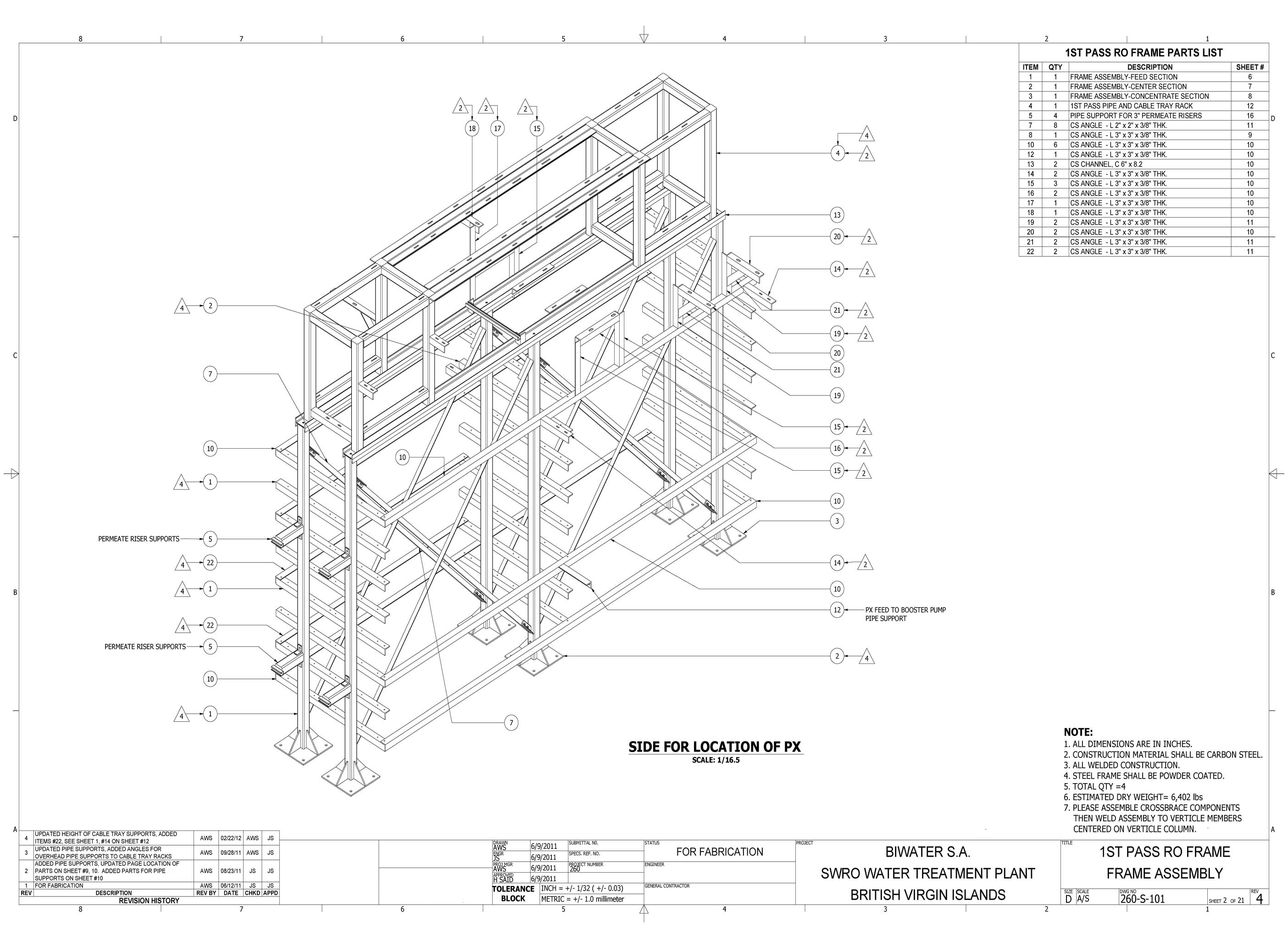
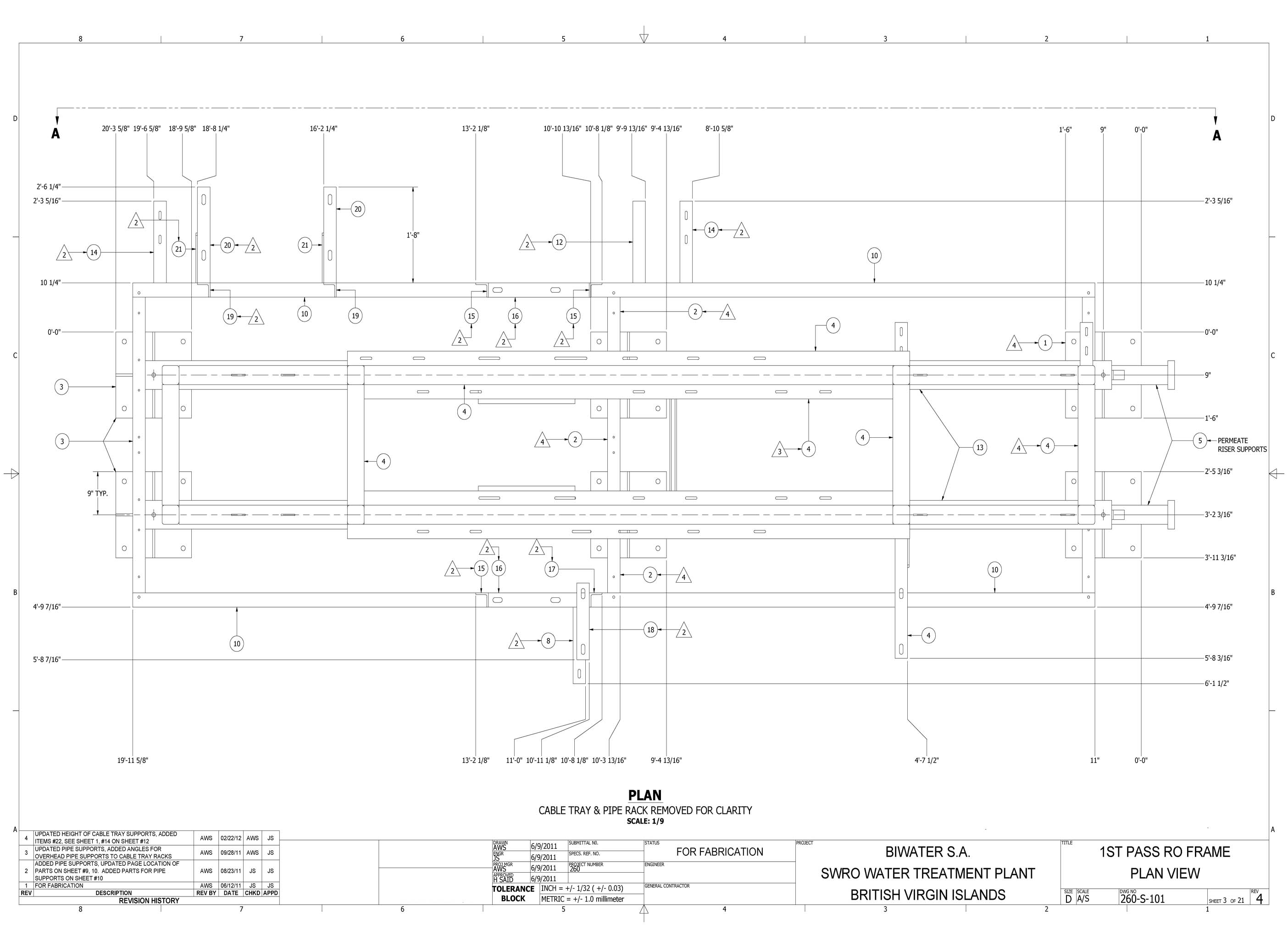
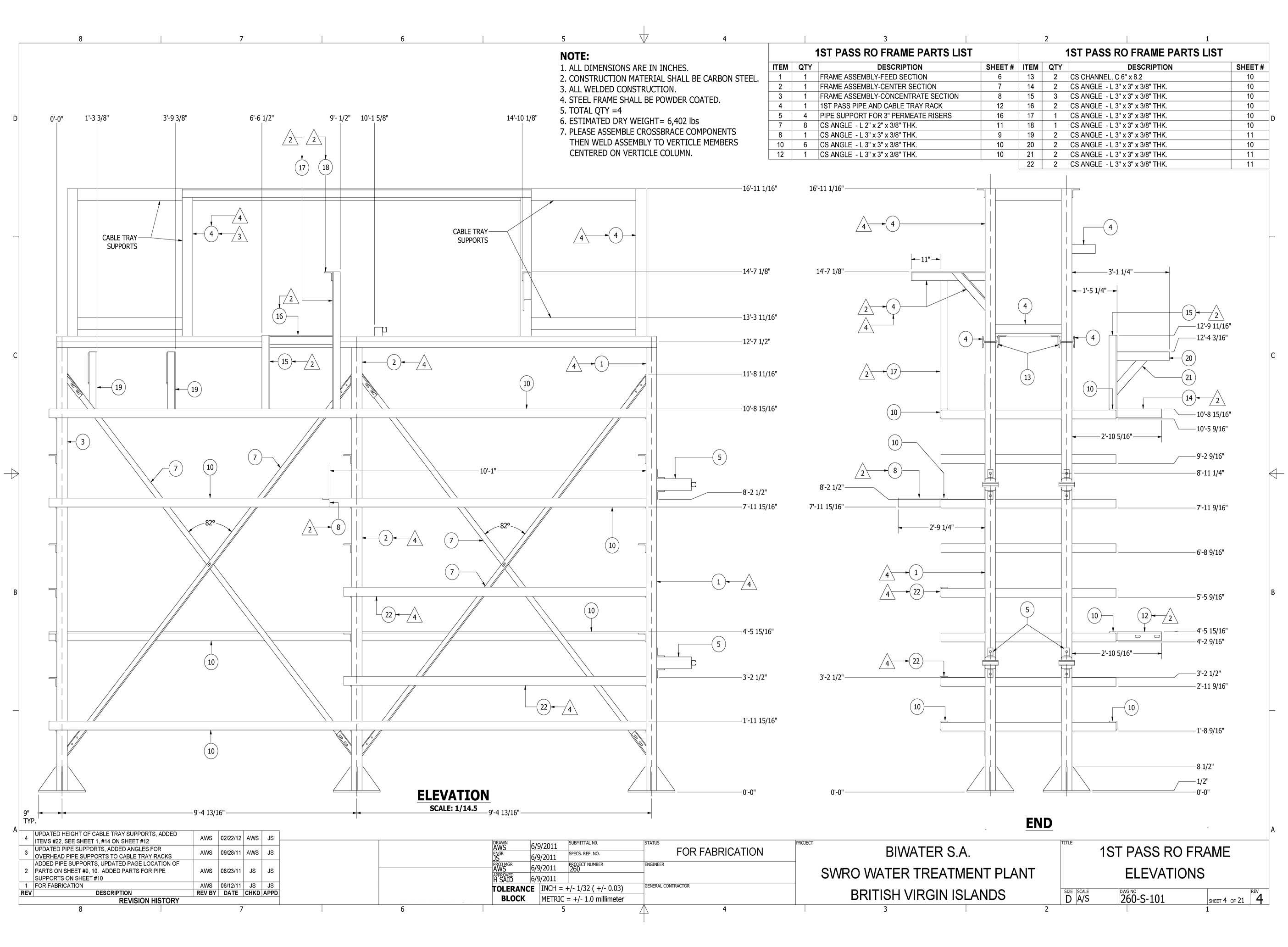
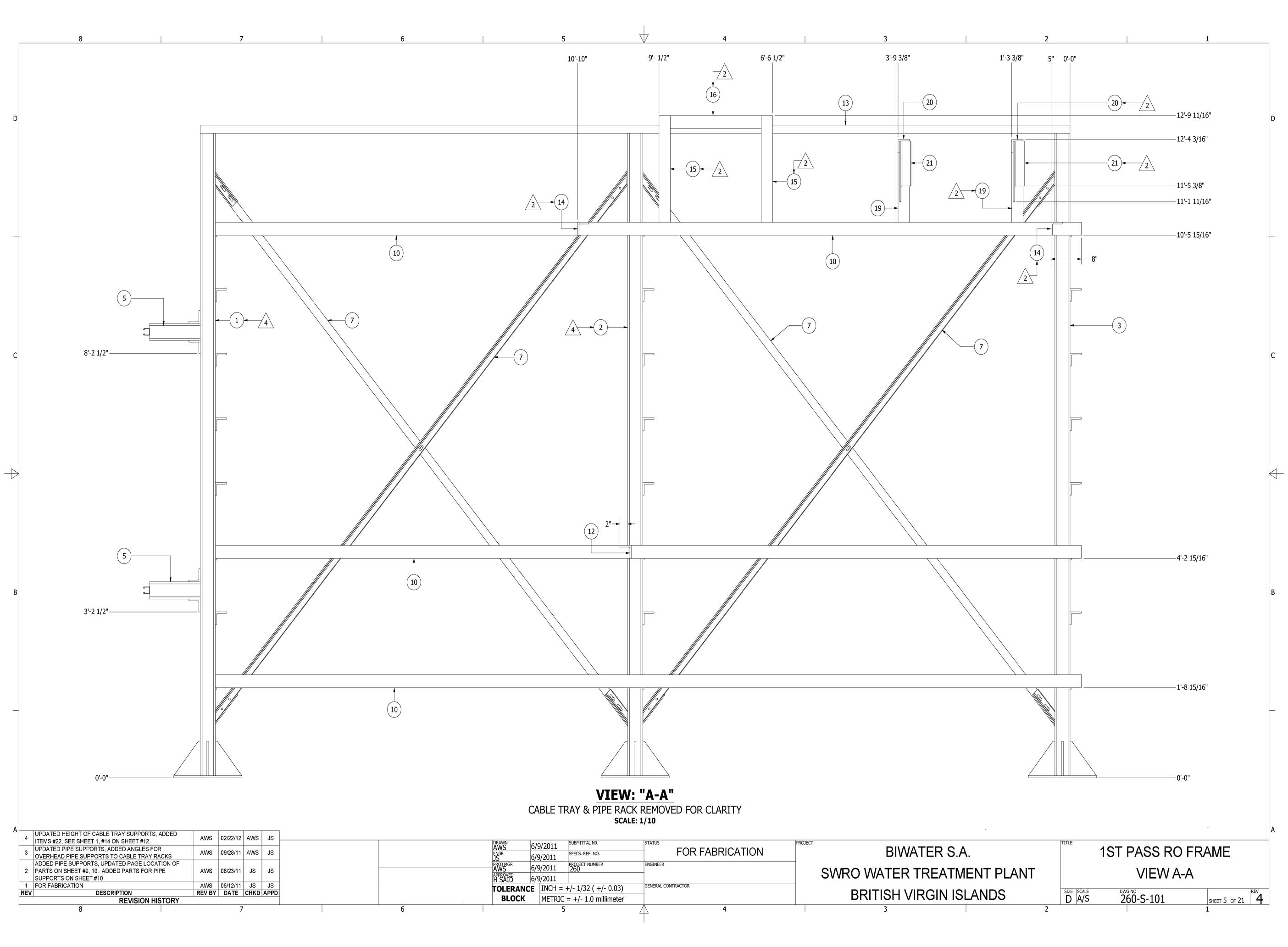
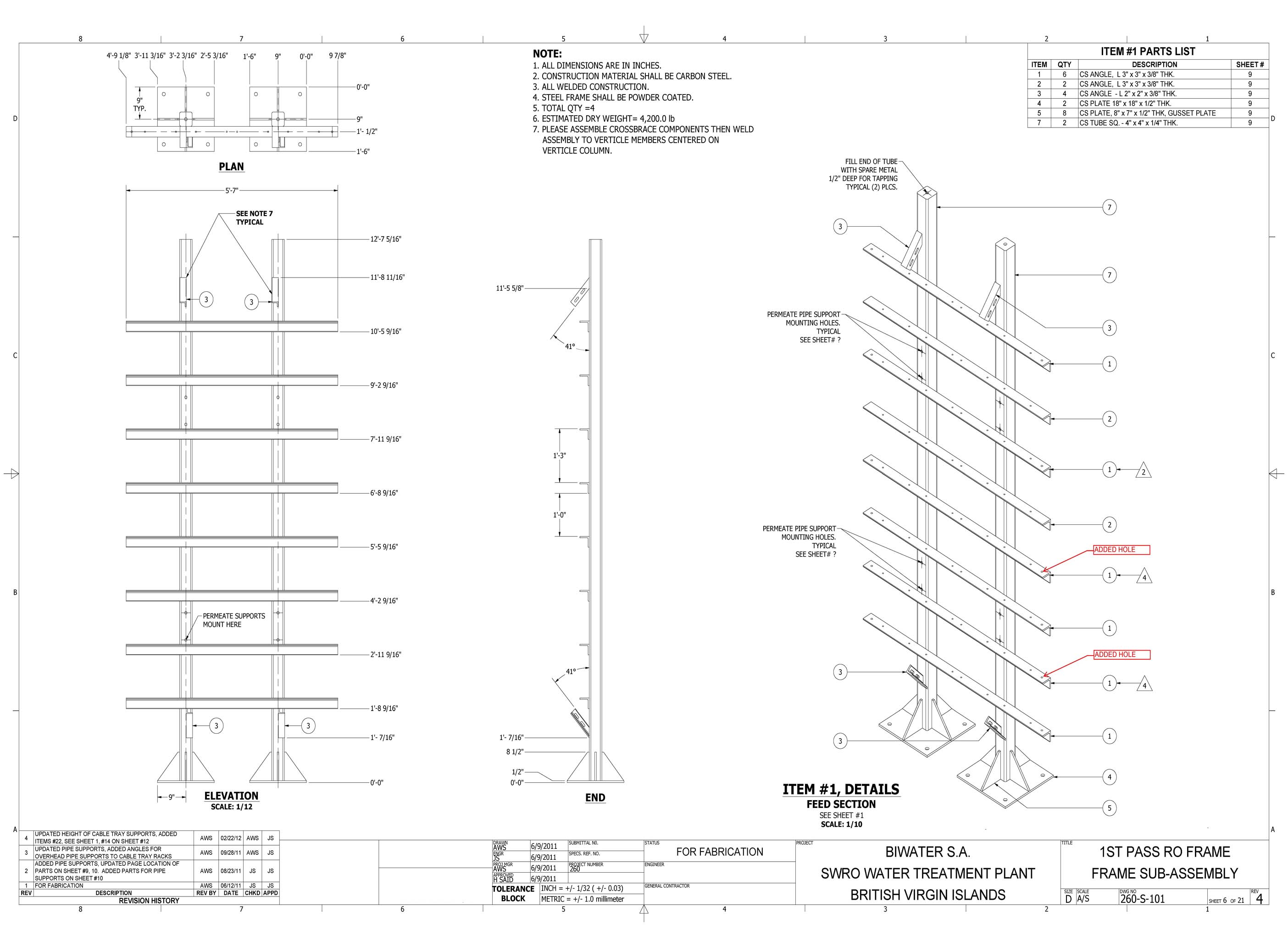
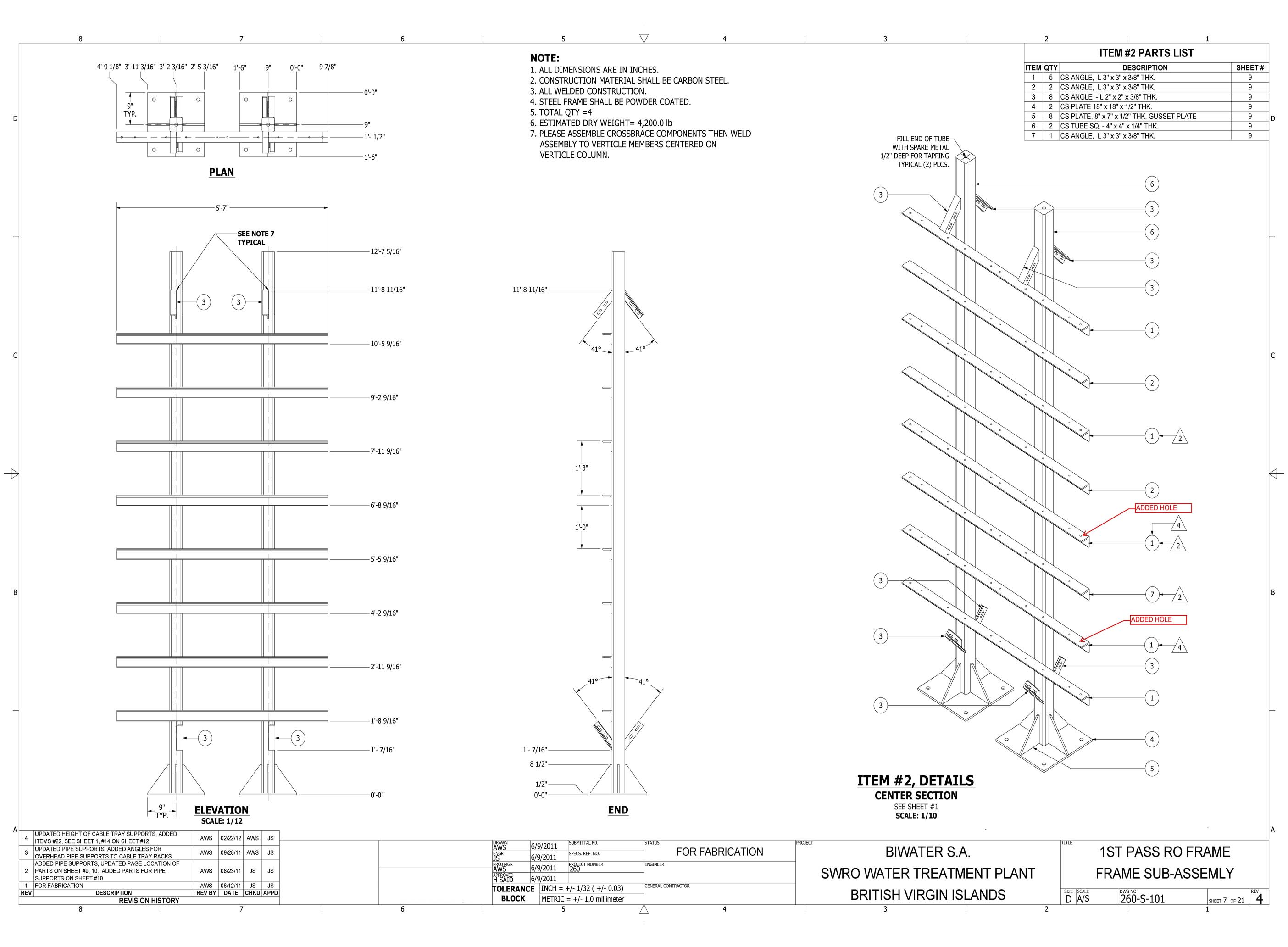
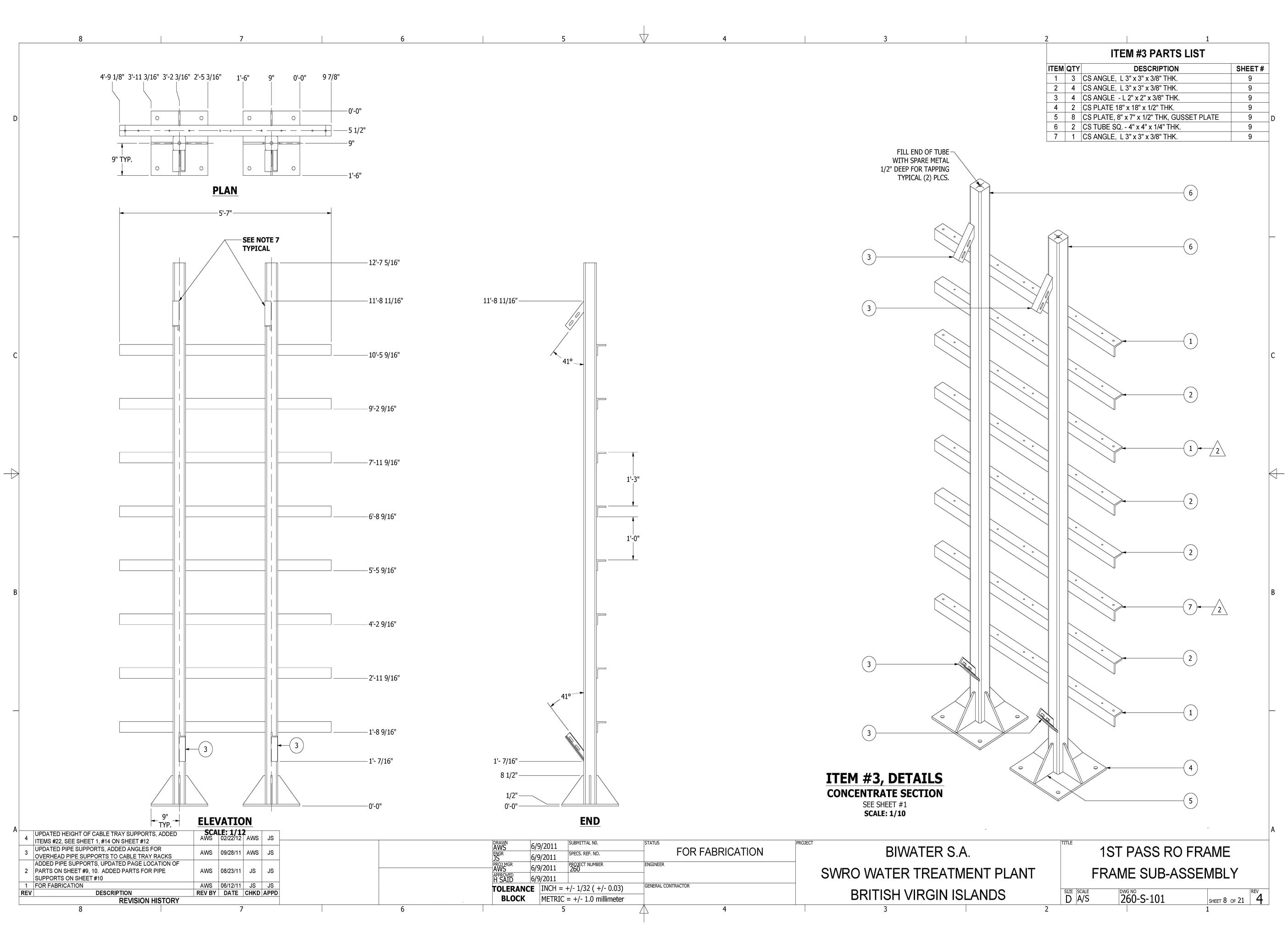
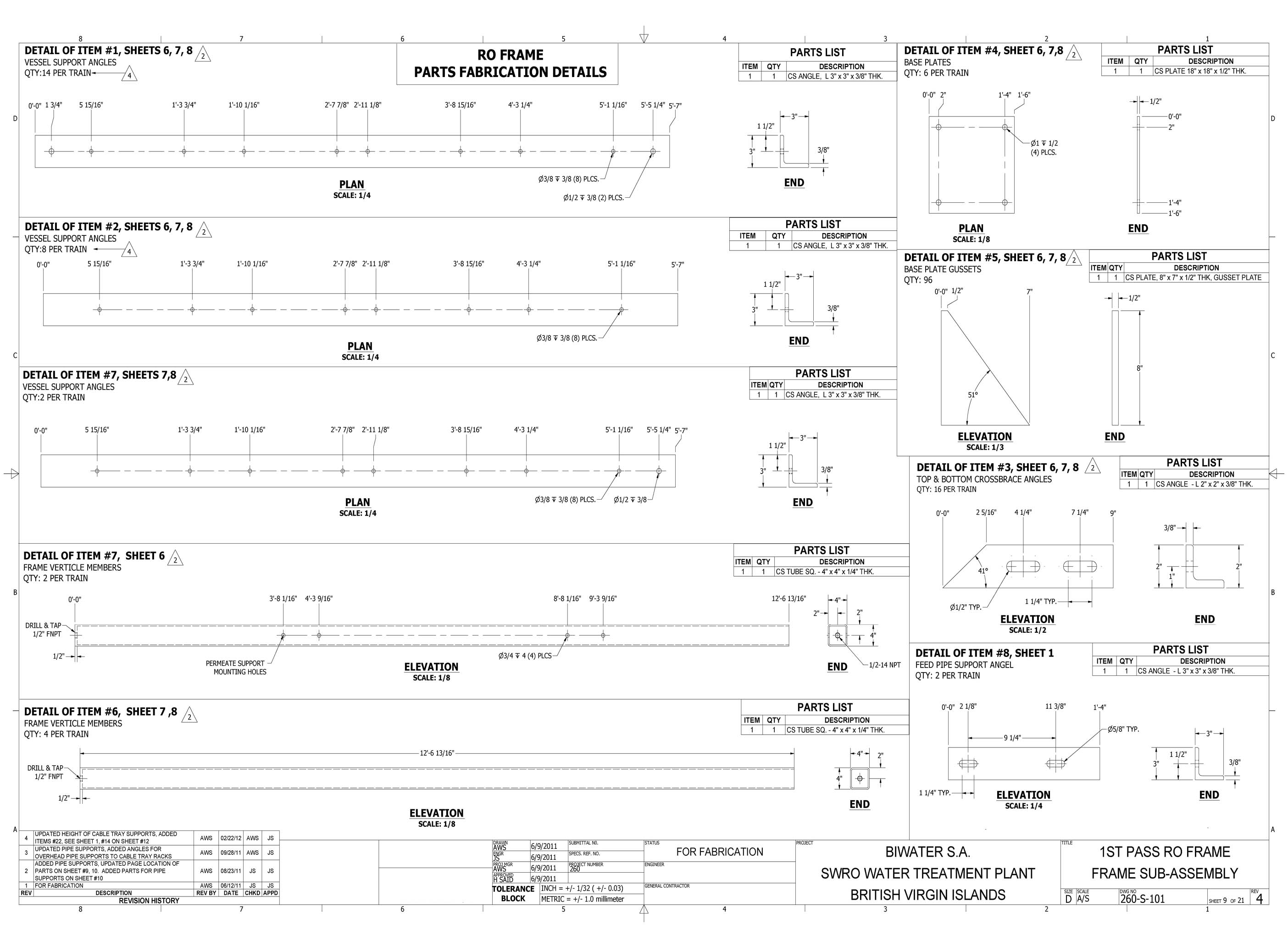
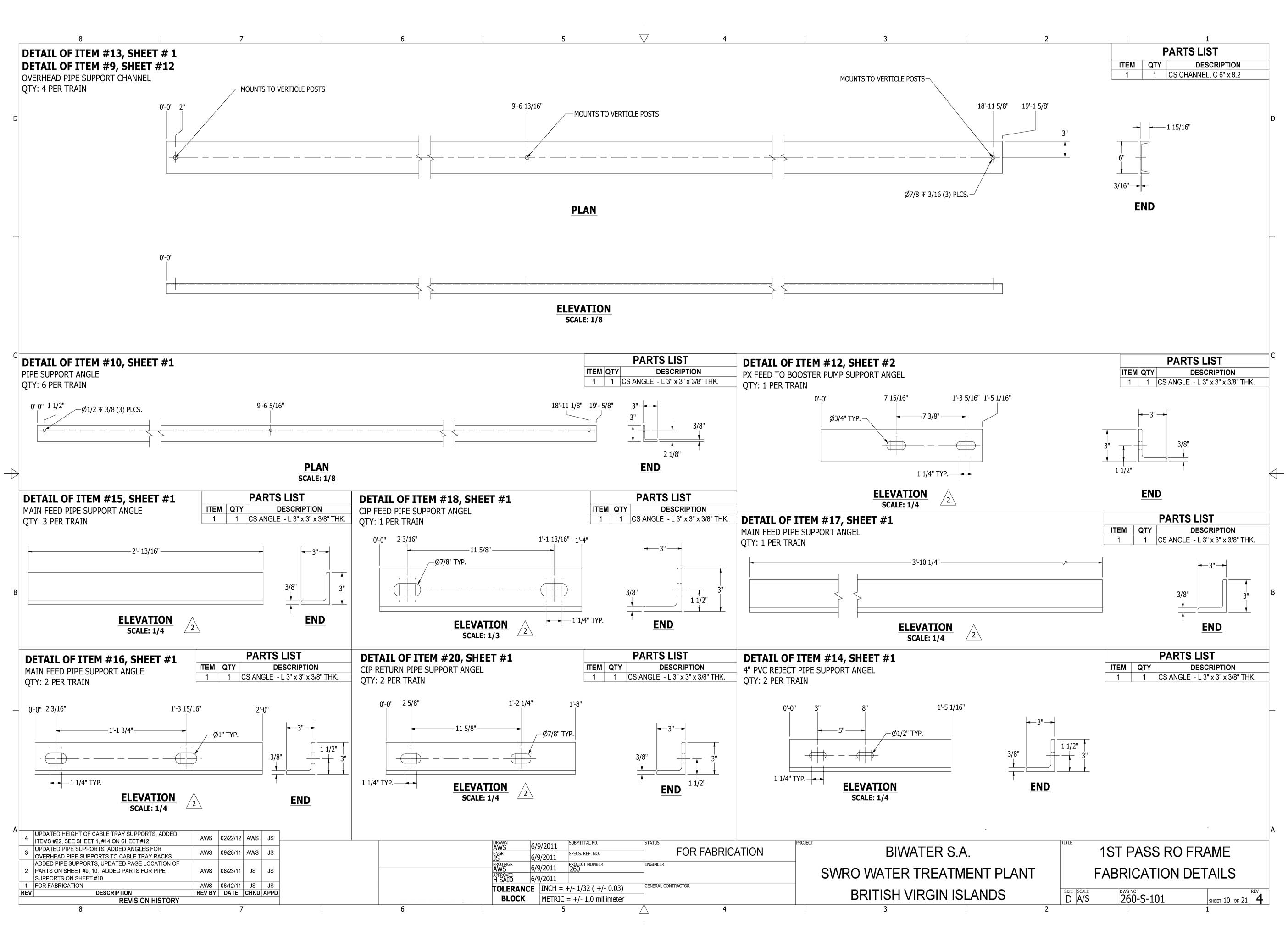
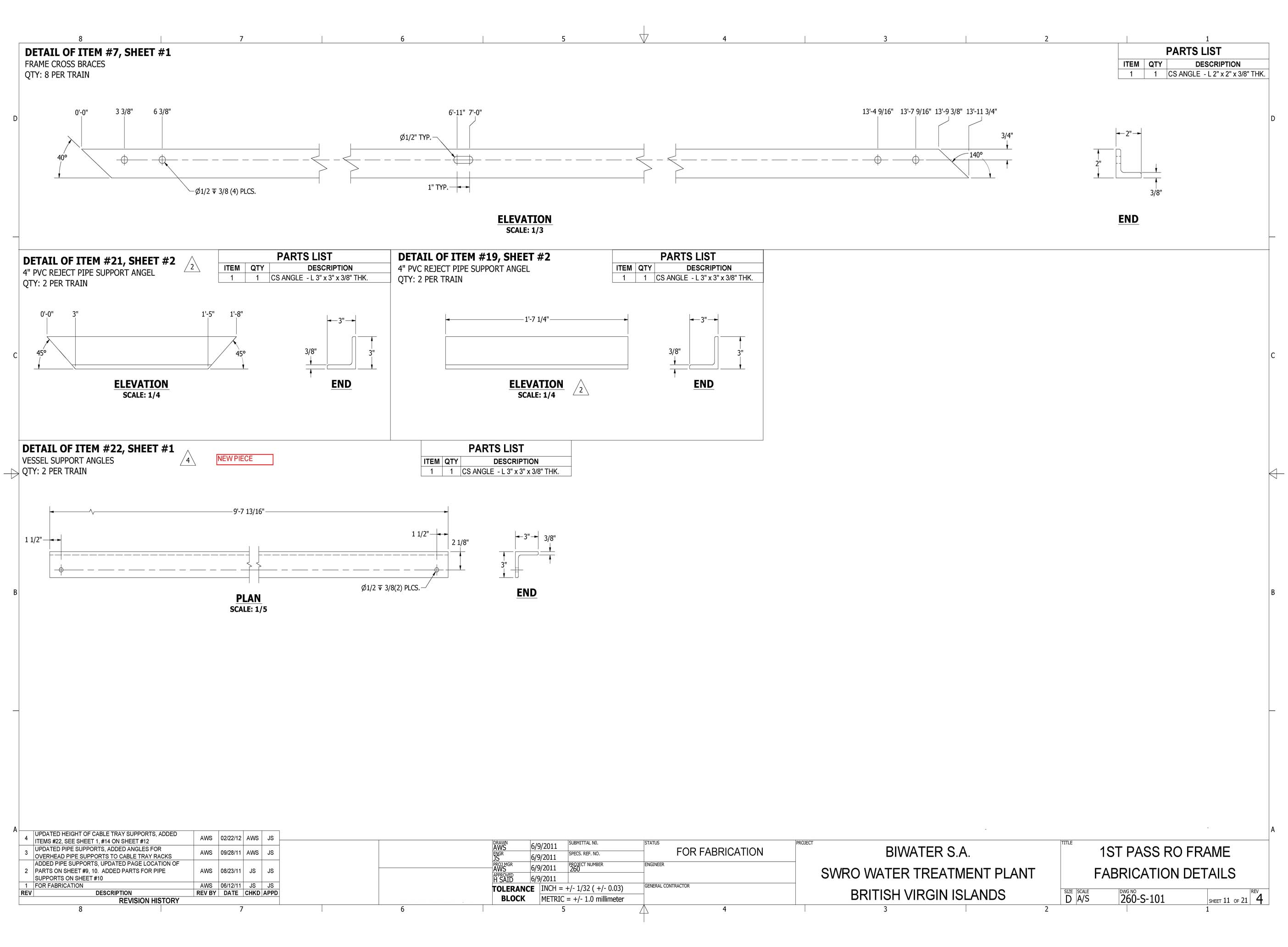
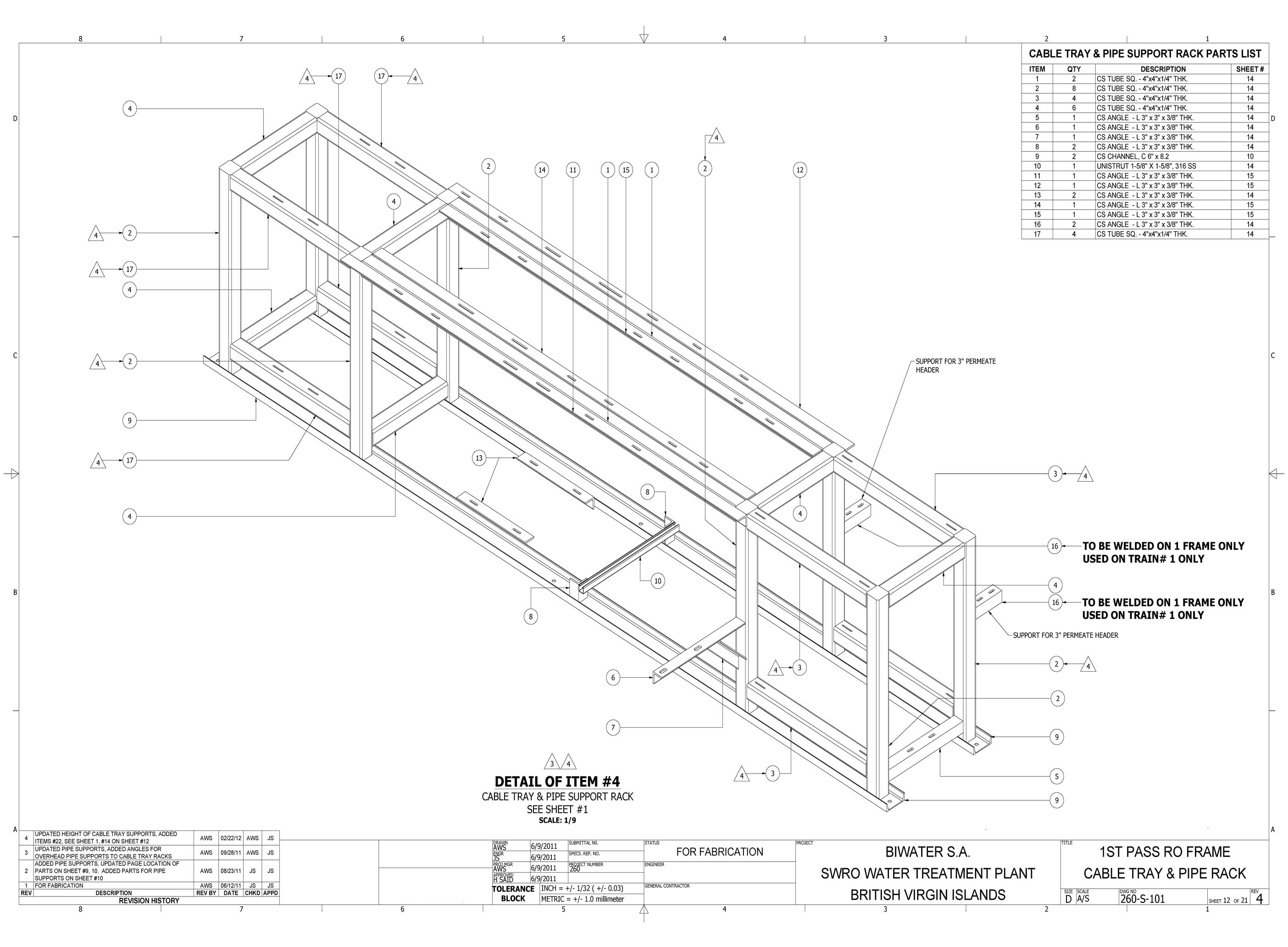
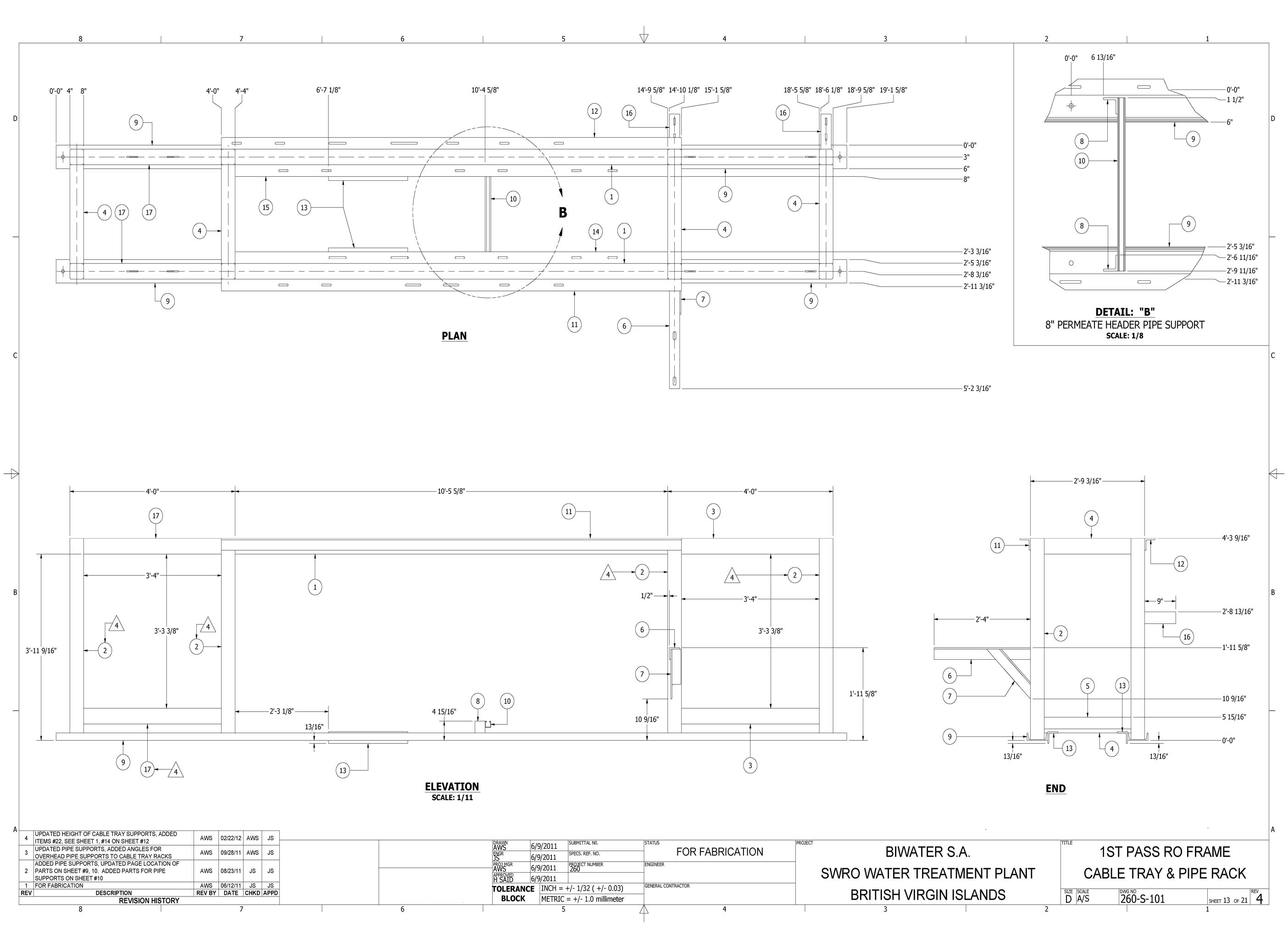
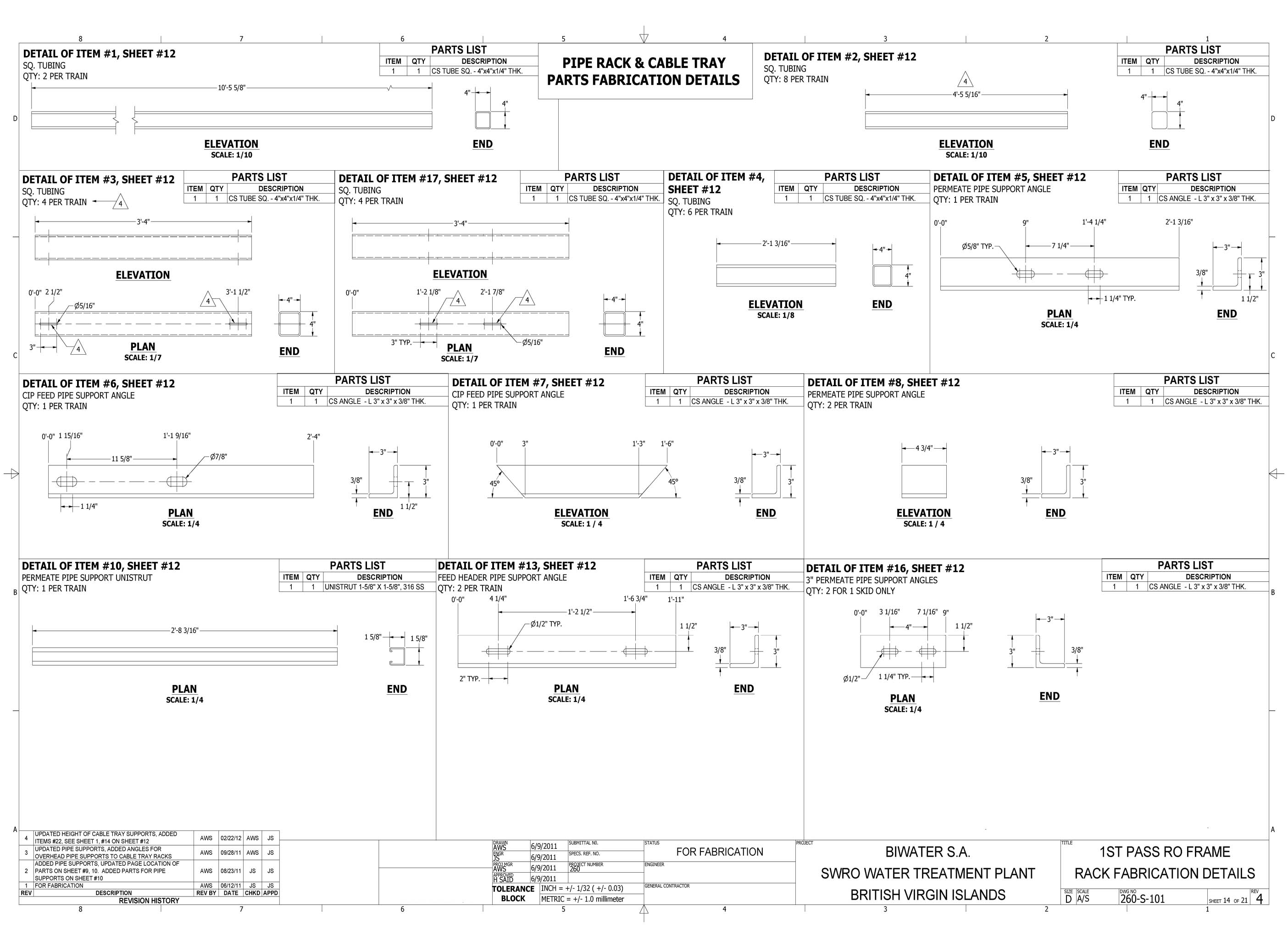
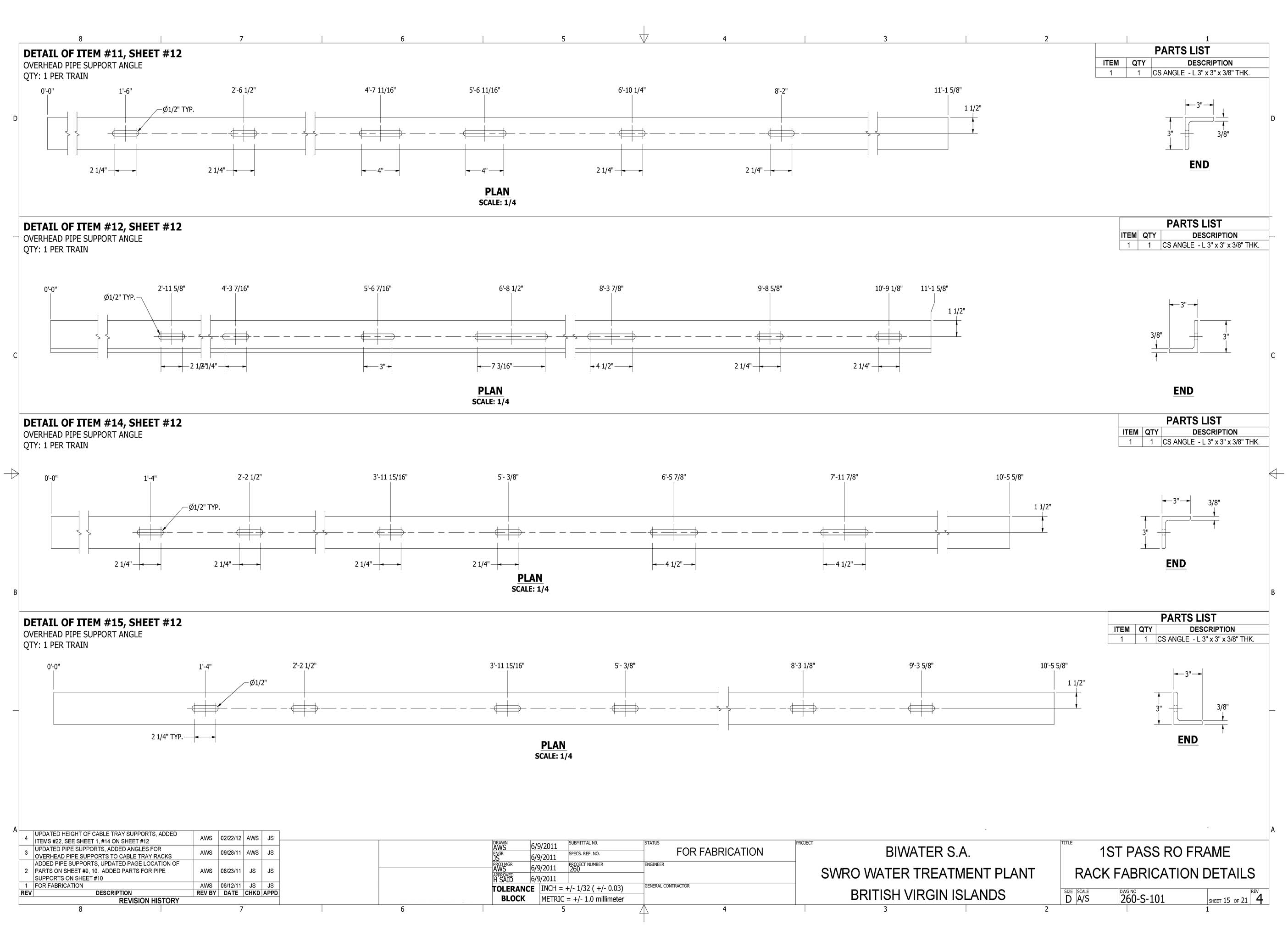
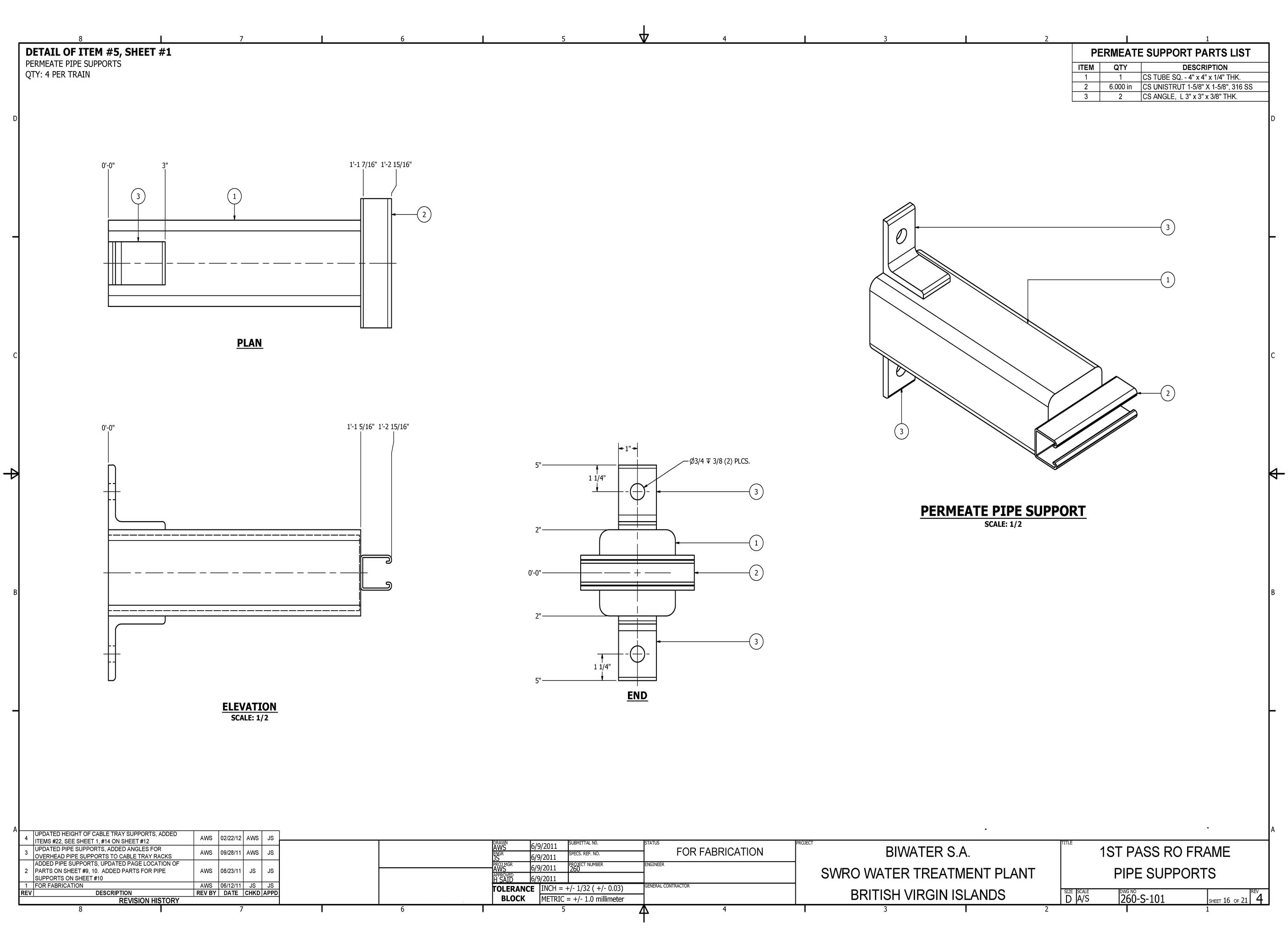
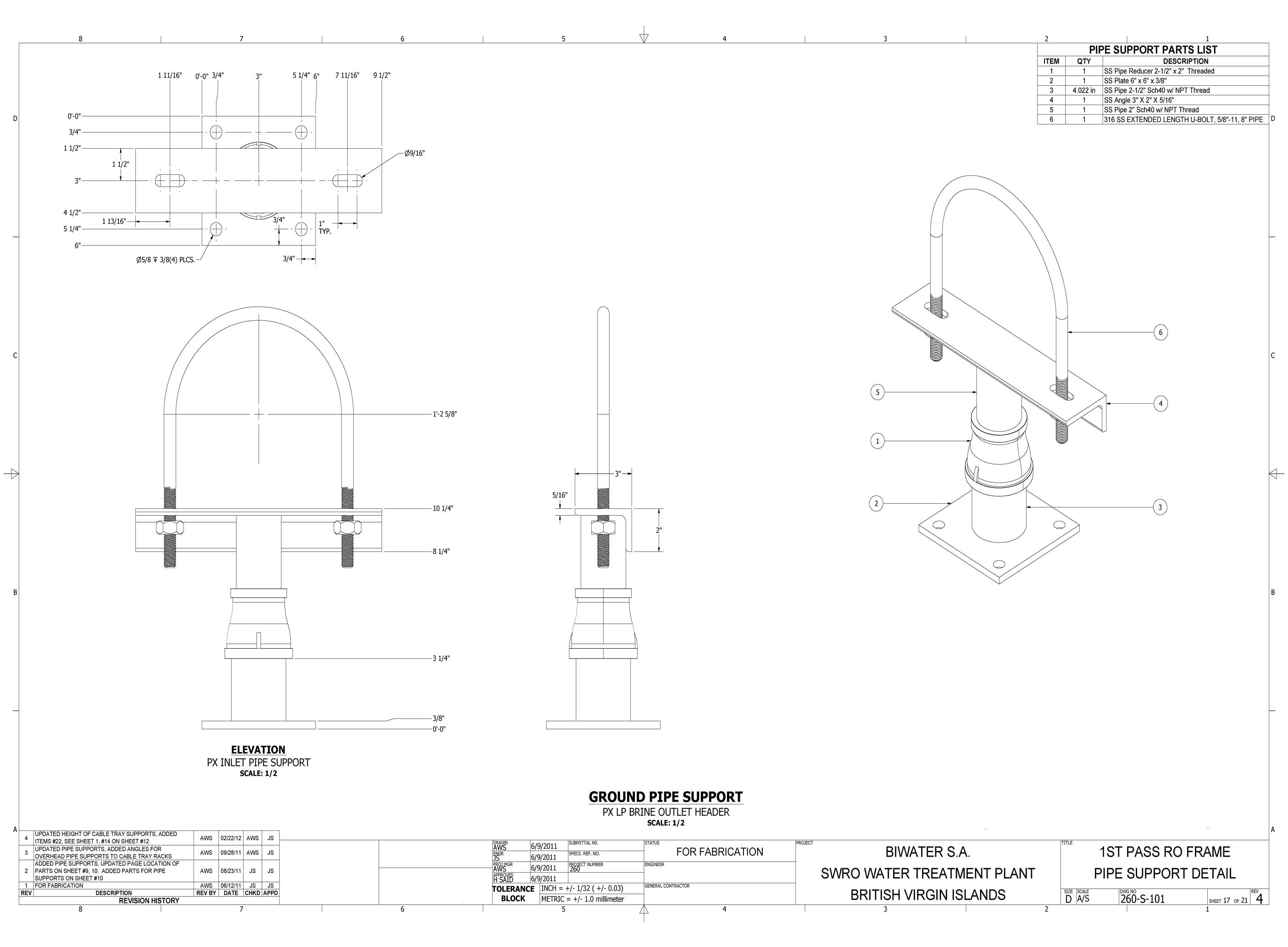
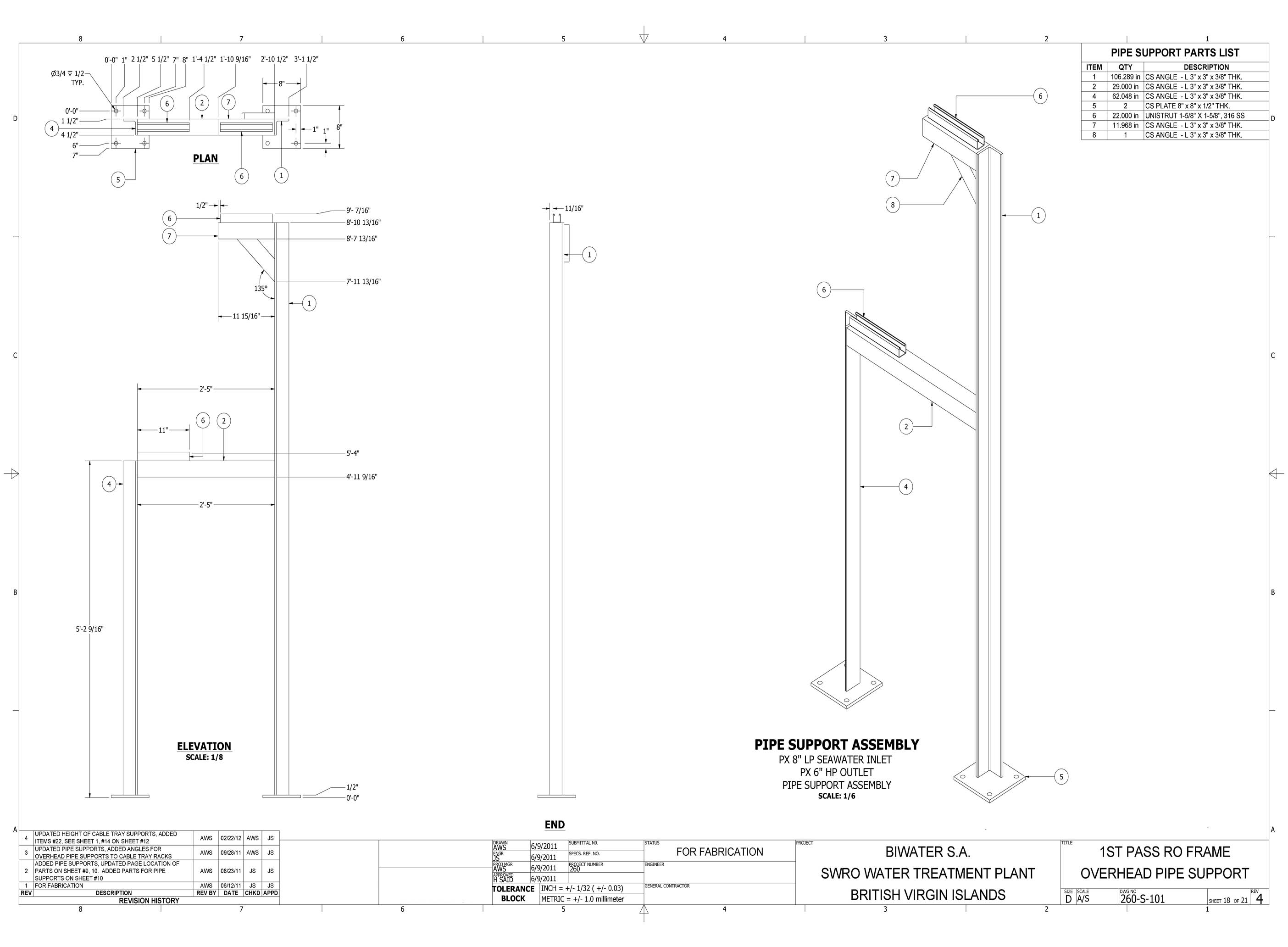
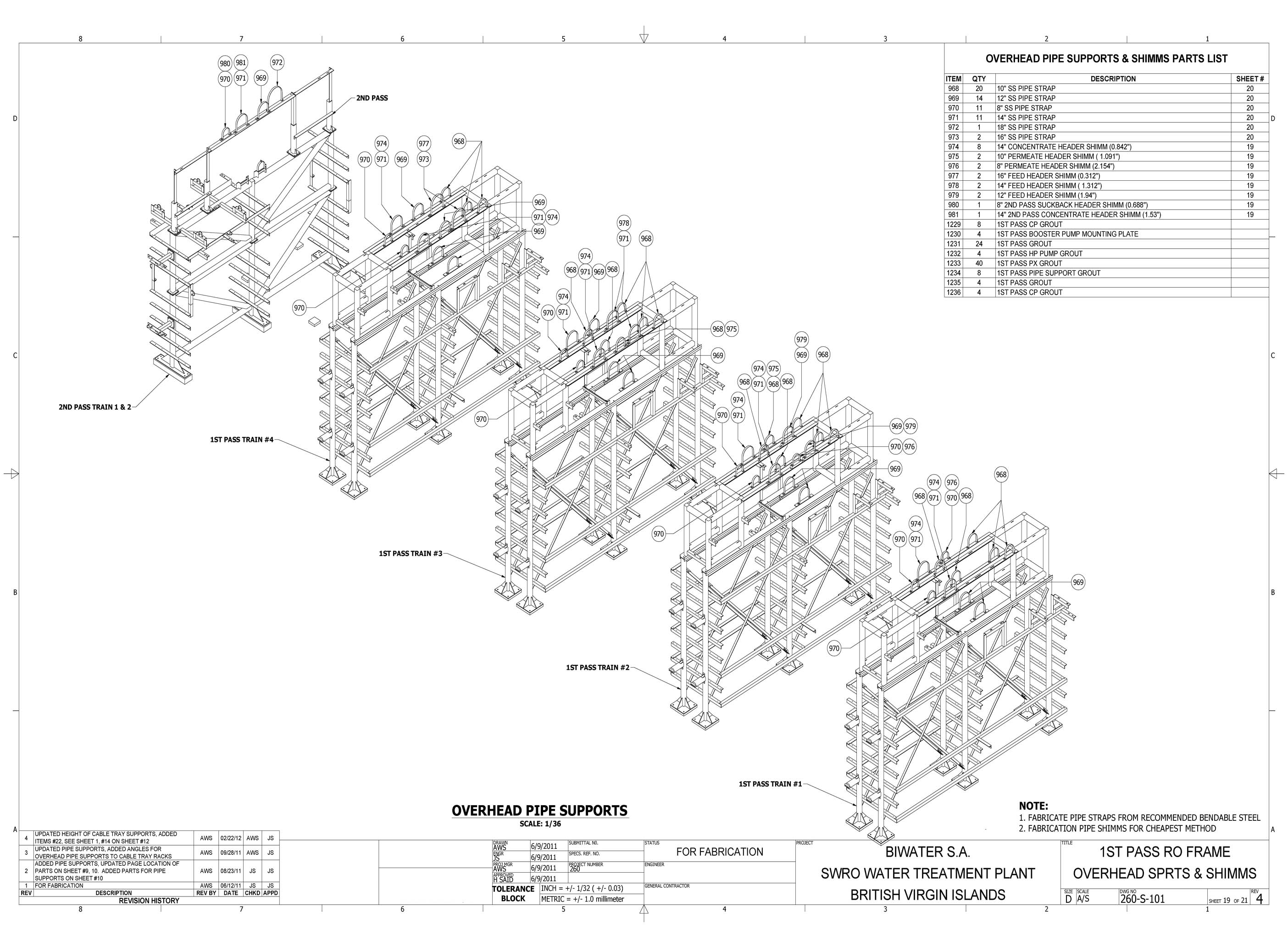
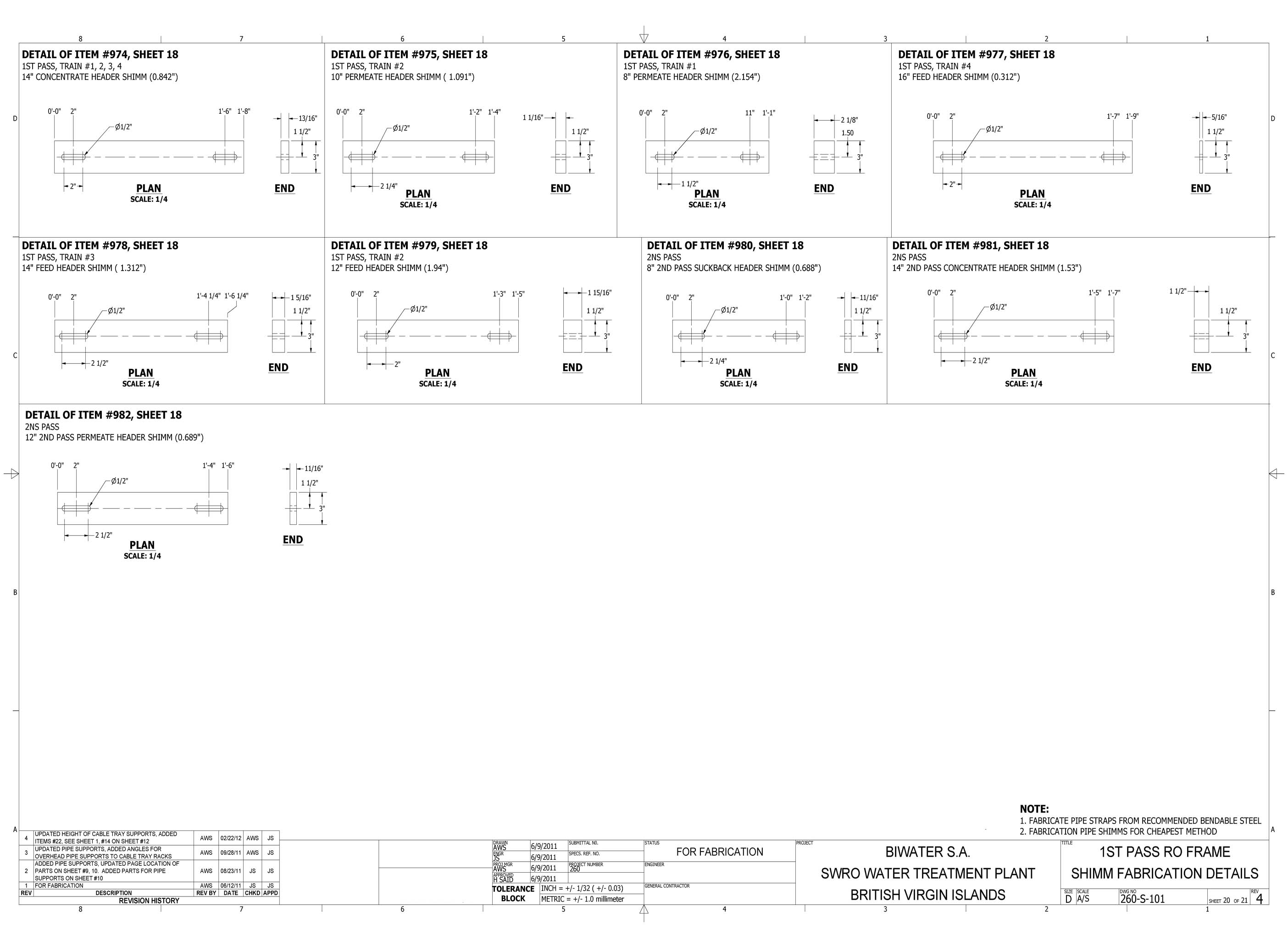
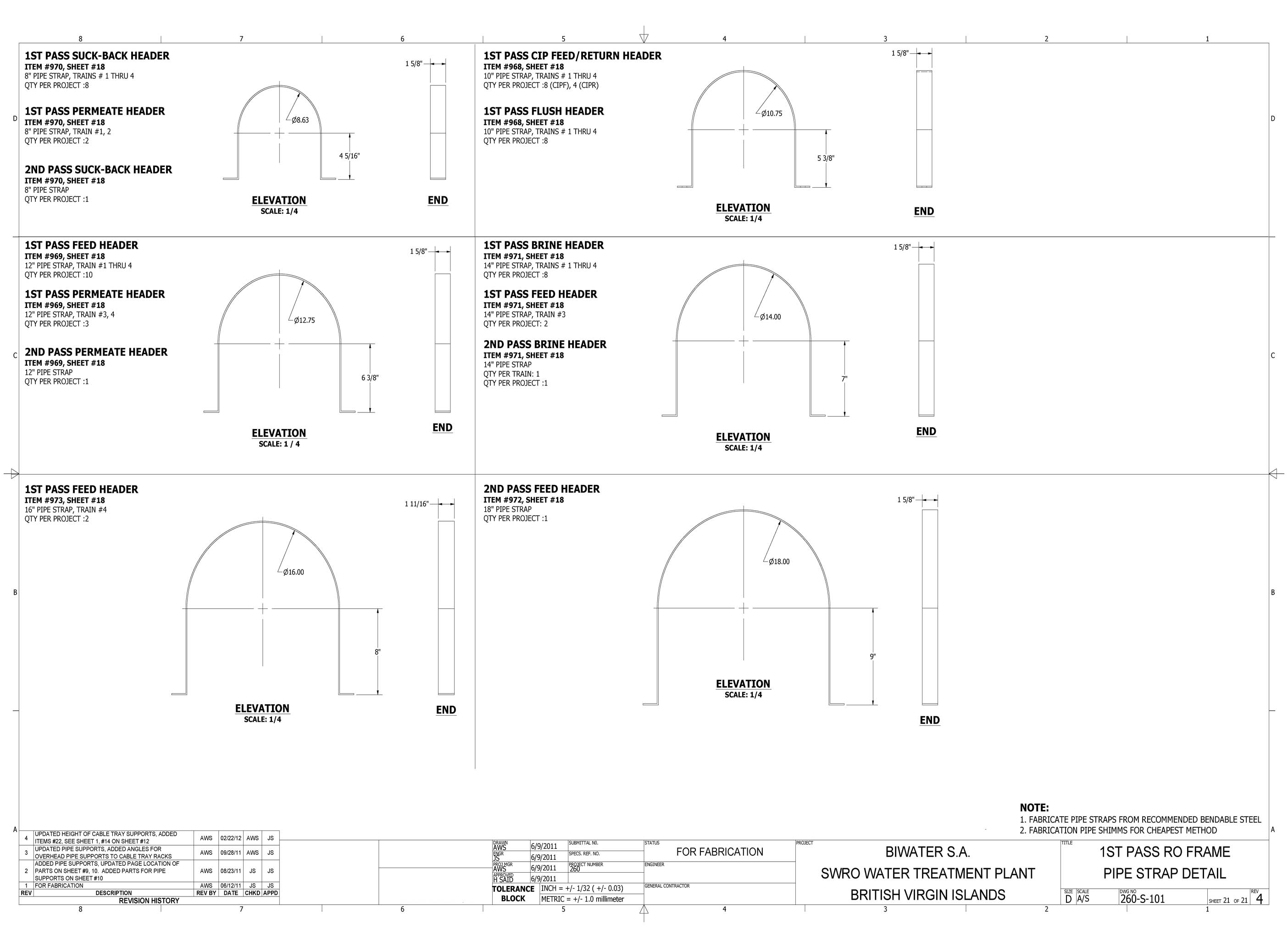
The RO skid frame structures are fabricated from high-quality 316 stainless steel tubing — selected for its exceptional corrosion resistance in the aggressive seawater and chemical environment of a reverse osmosis desalination facility. 316 SS tube provides superior protection against chloride-induced pitting and crevice corrosion compared to standard 304 grade, making it the correct specification for coastal and marine water treatment installations.
These frame details are precision-engineered to accommodate piping support brackets, instrument brackets, and other structural support attachments that mount directly to the skid frame. Because multiple trades depend on exact bracket locations and attachment points, dimensional accuracy is critical — all frame fabrication is held to a maximum tolerance of 1/32". This tight tolerance ensures that piping, valve operators, and support hardware drop in without field modification, maintaining alignment across the full length of each RO train skid.
Frame members are cut, mitered, and welded to dimension using TIG welding with full argon back-purge on all seam welds. After fabrication, all weld surfaces are passivated per ASTM A967 to restore the chromium oxide passive layer and ensure long-term corrosion resistance. Each frame assembly is dimensionally inspected against the drawing before skid assembly begins to verify compliance with the 1/32" tolerance requirement.
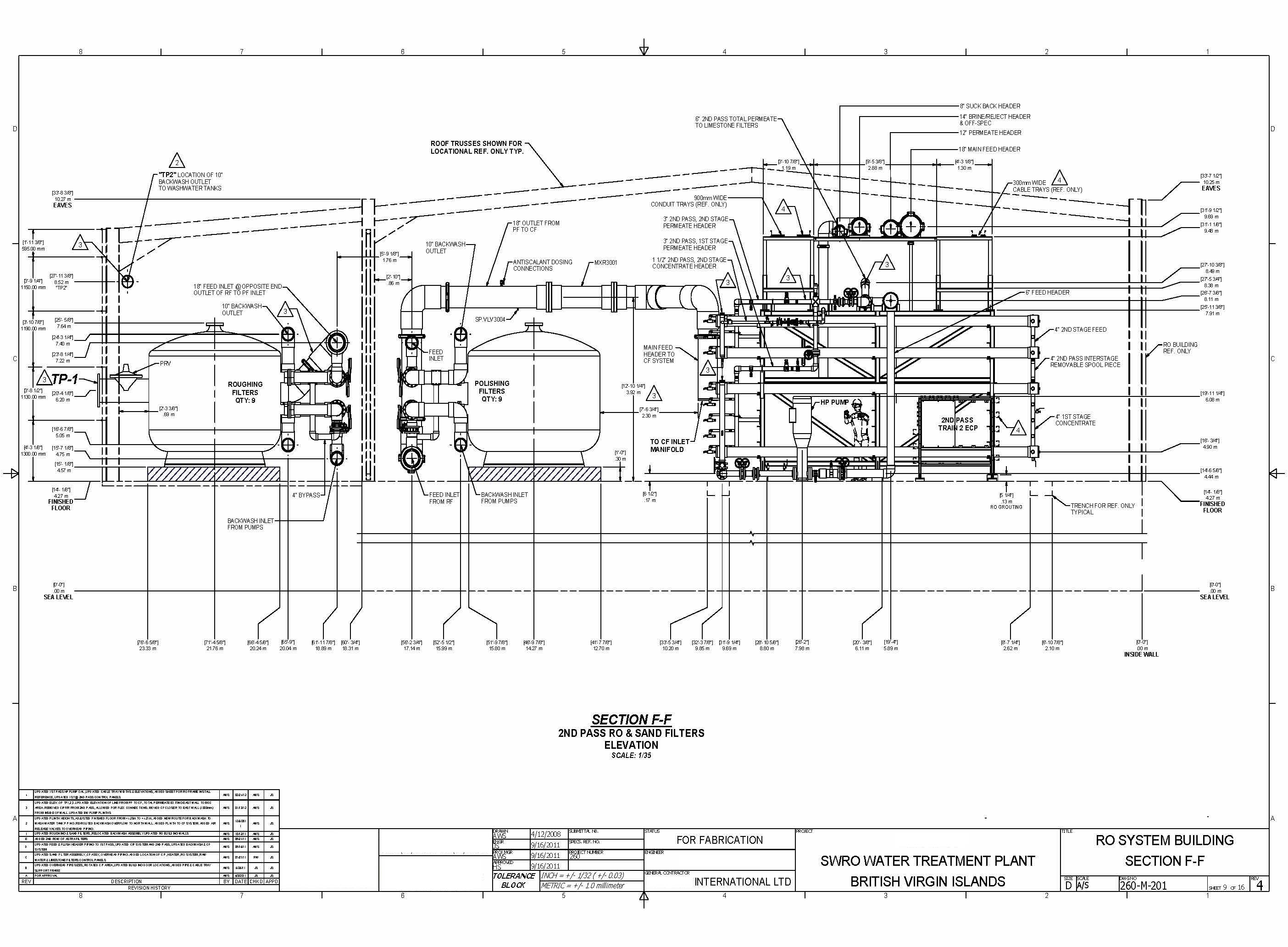
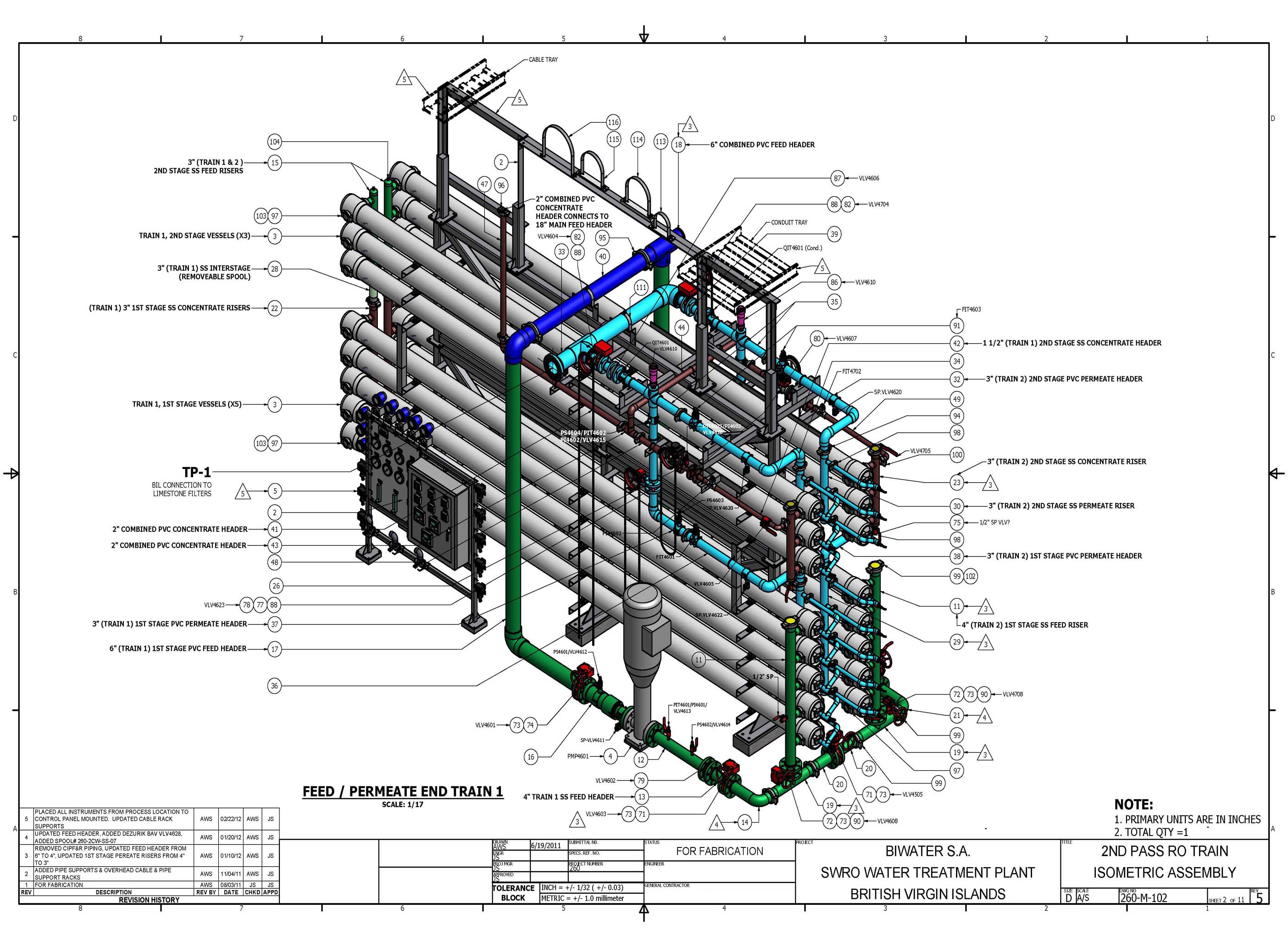
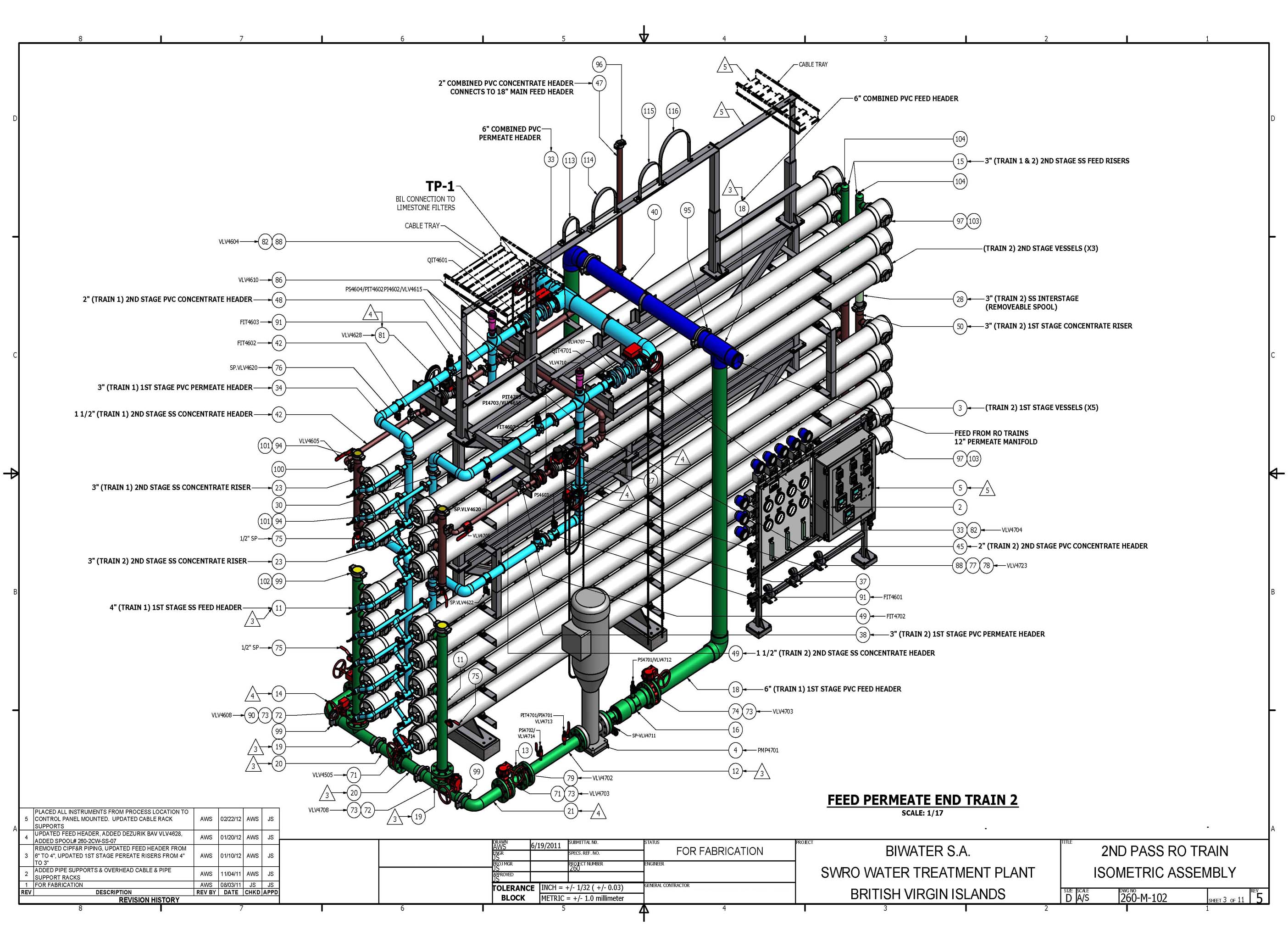
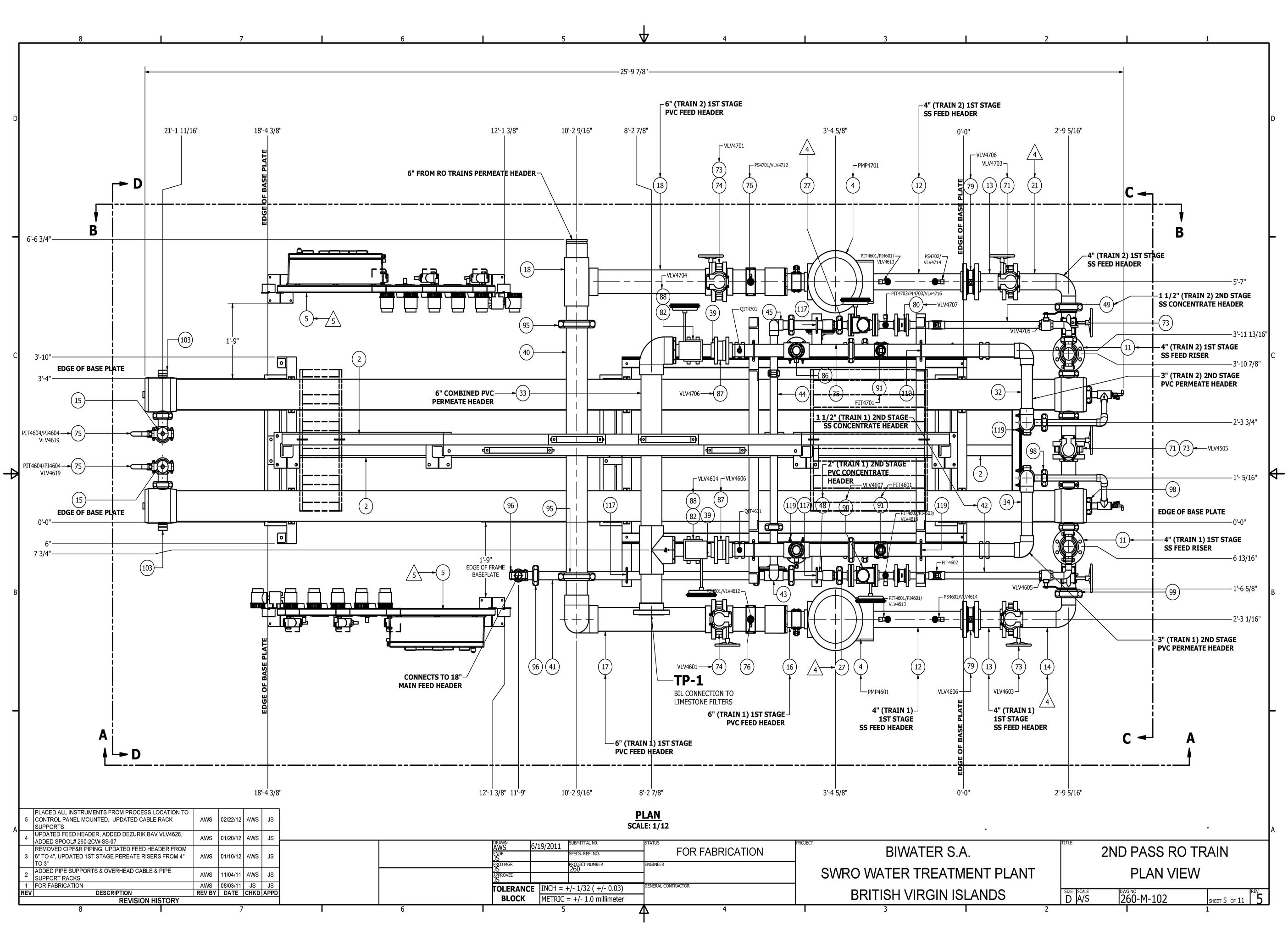
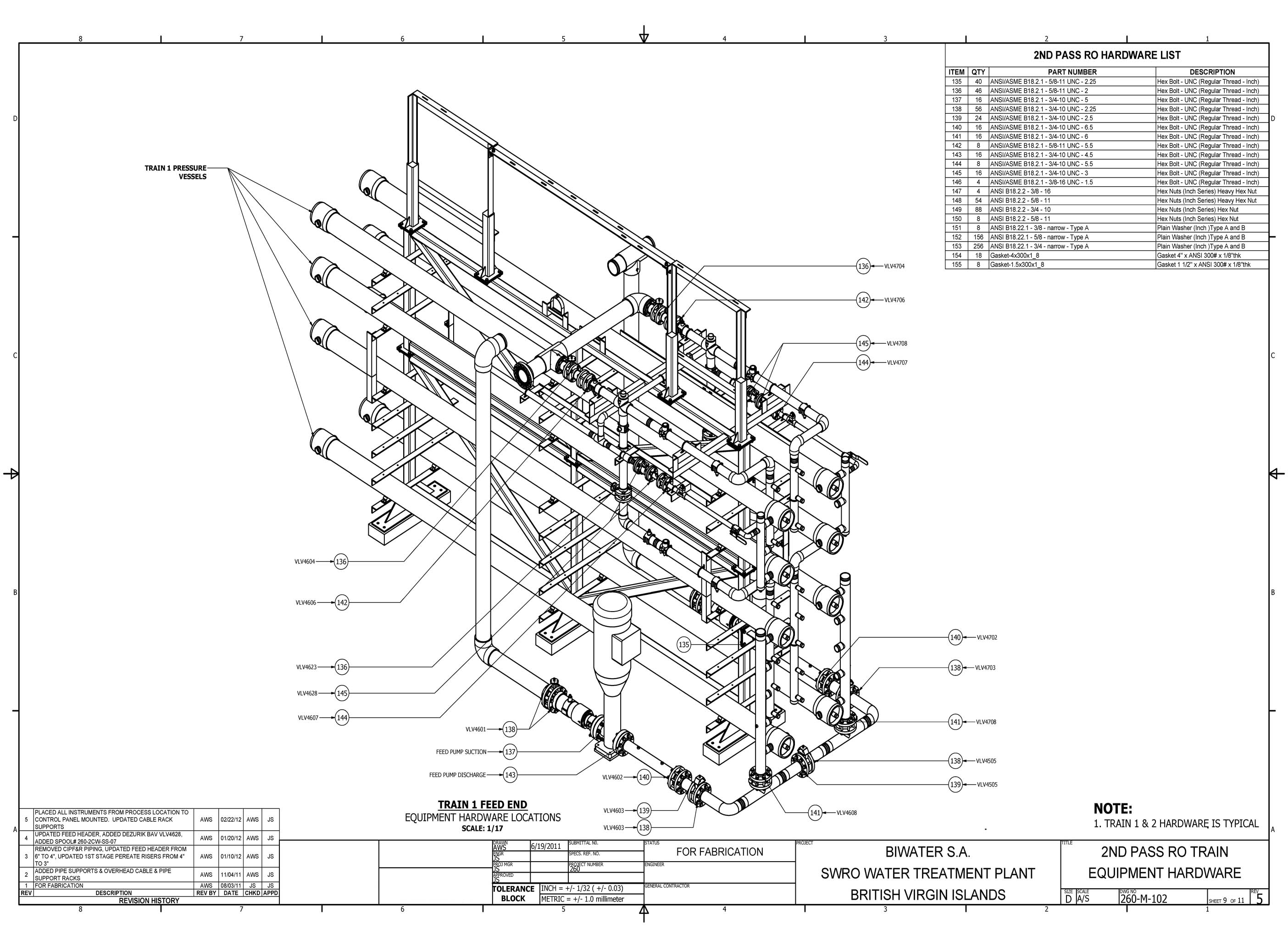
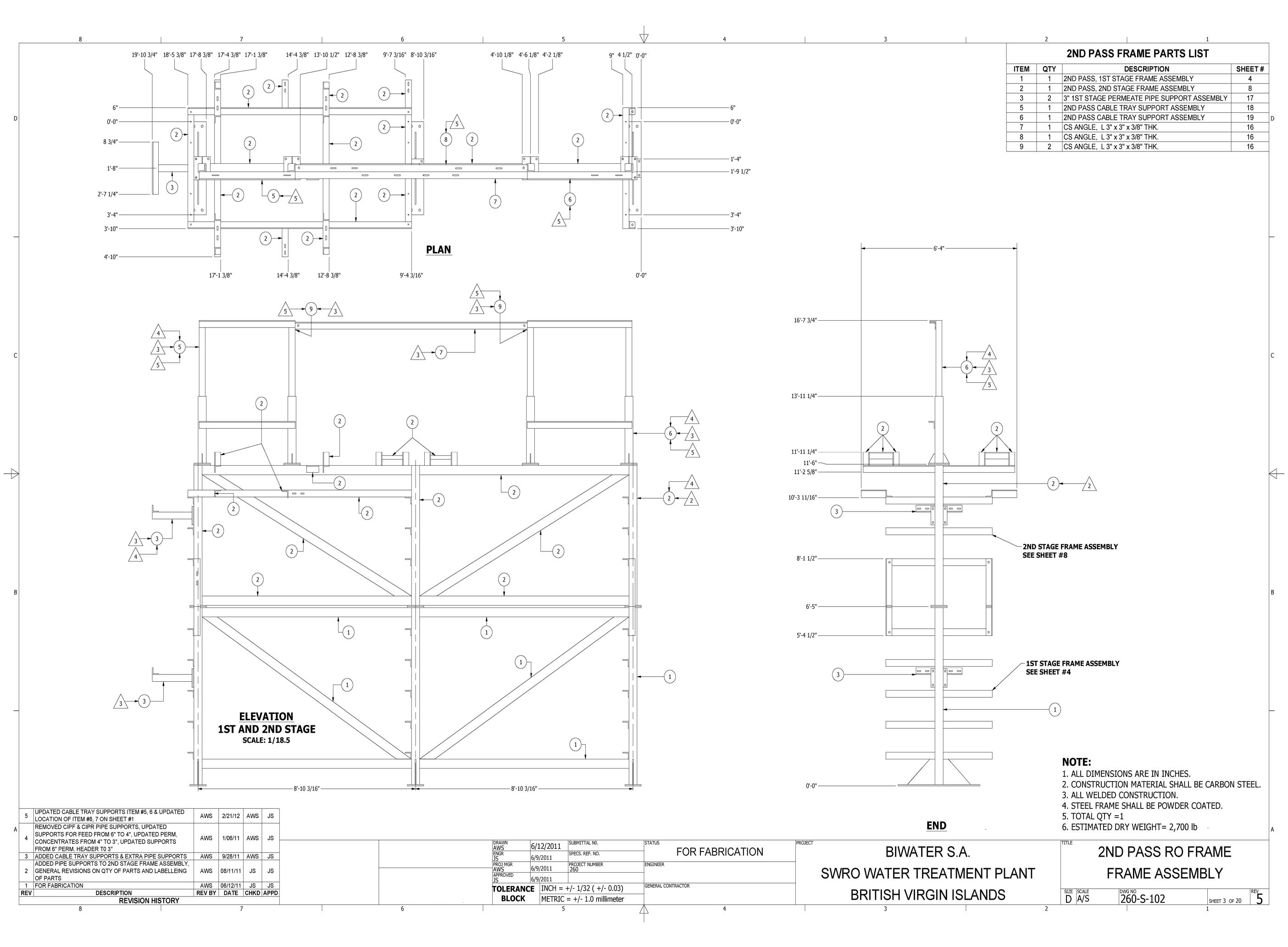
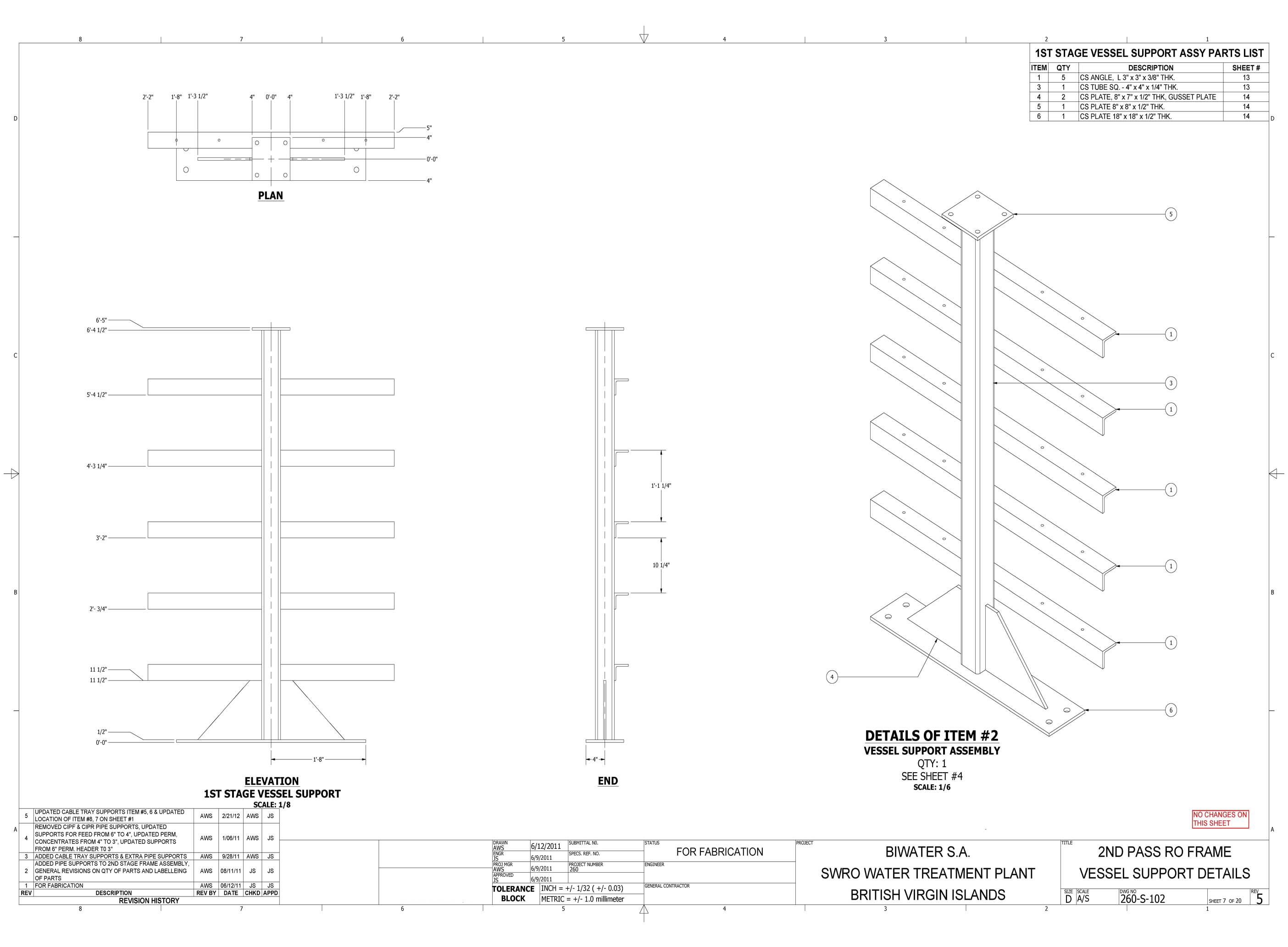
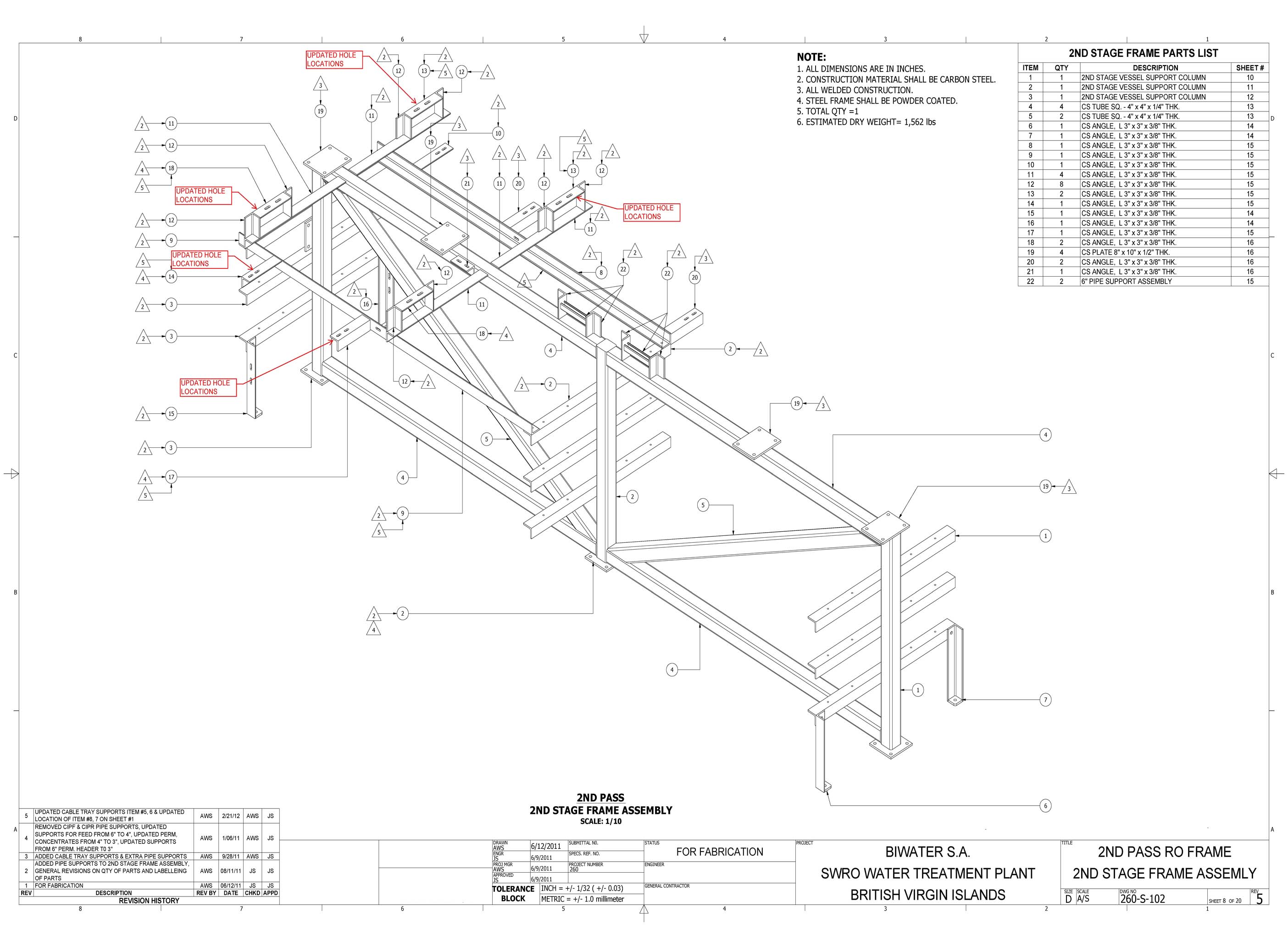
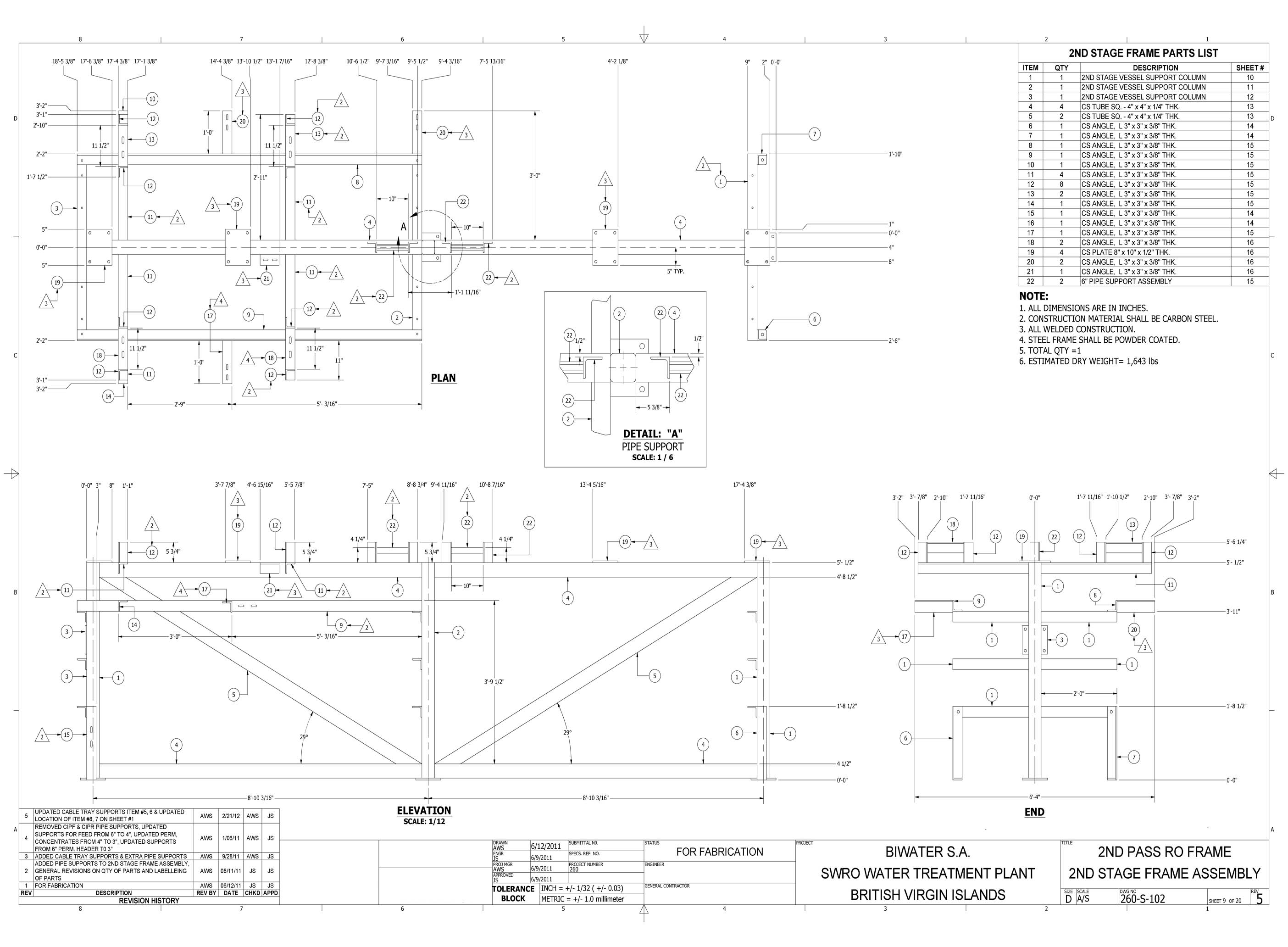
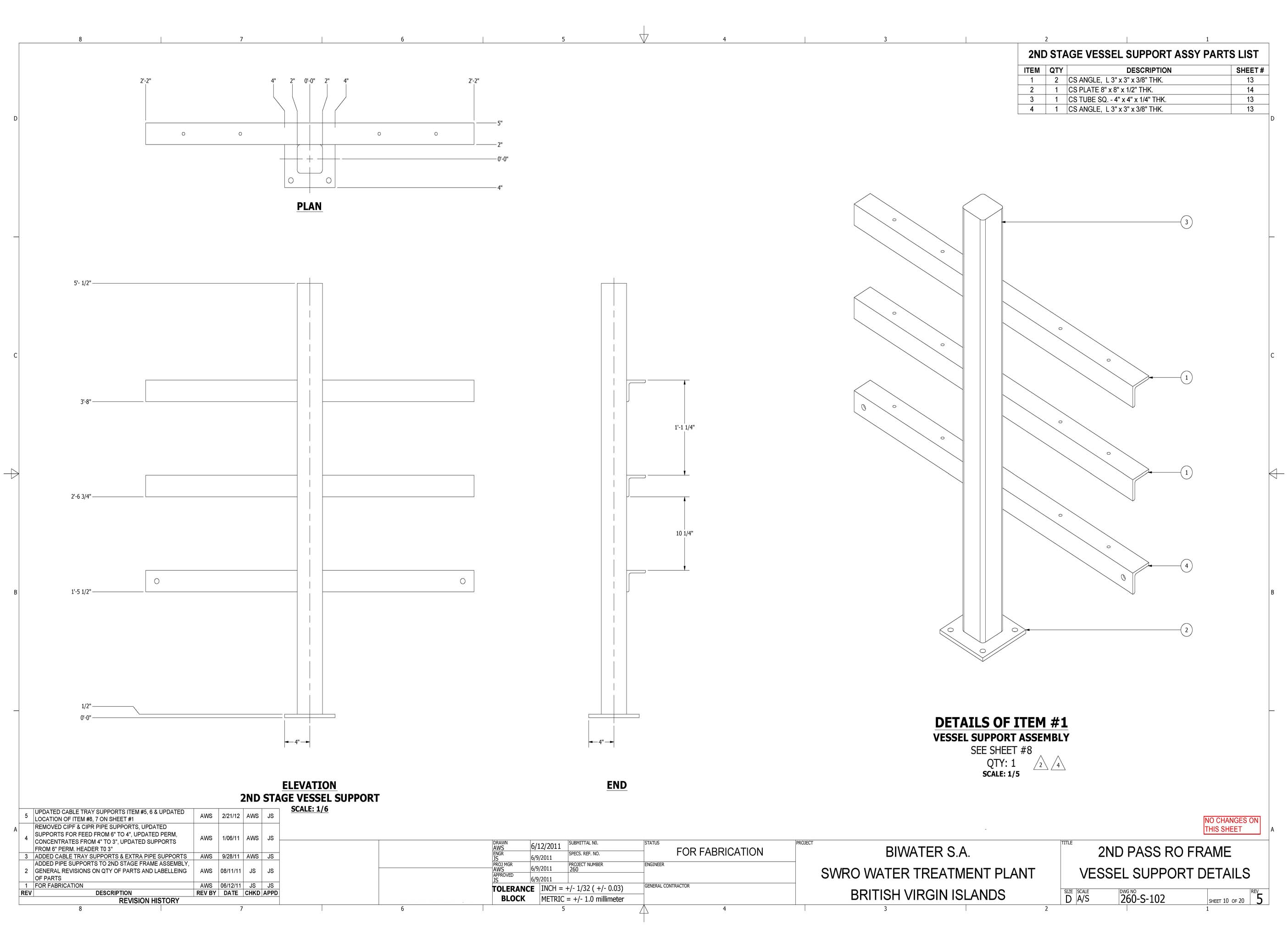
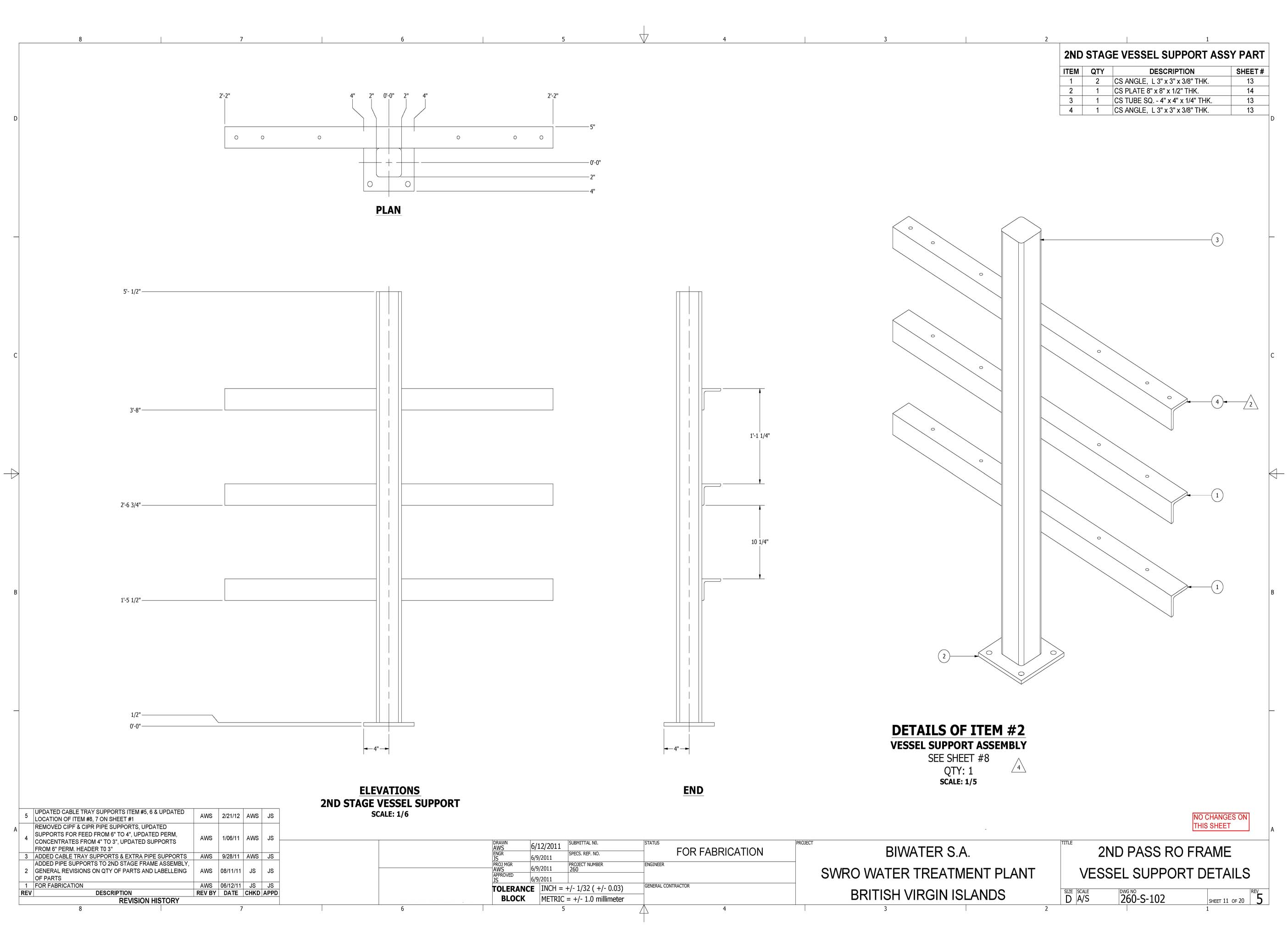
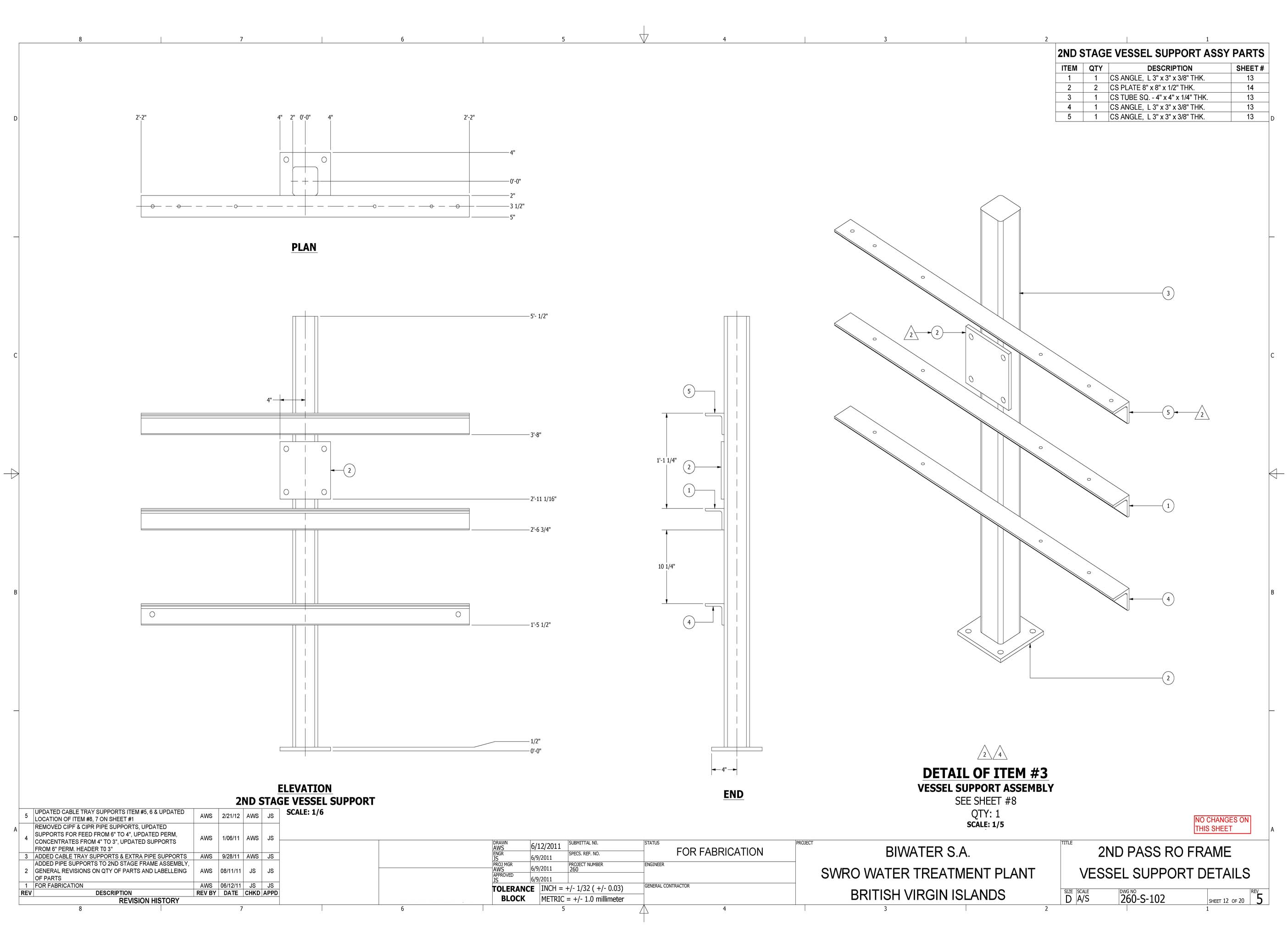
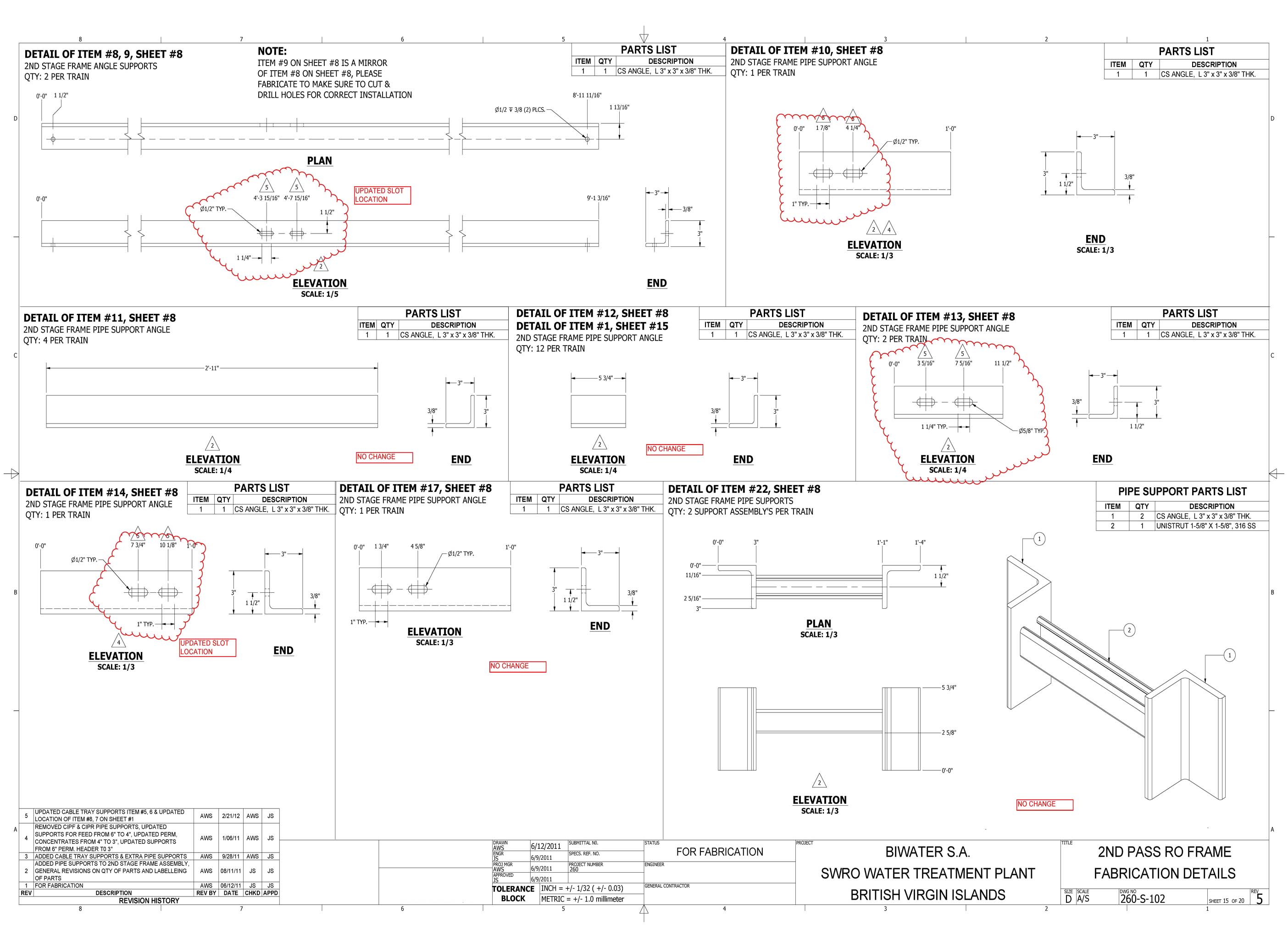
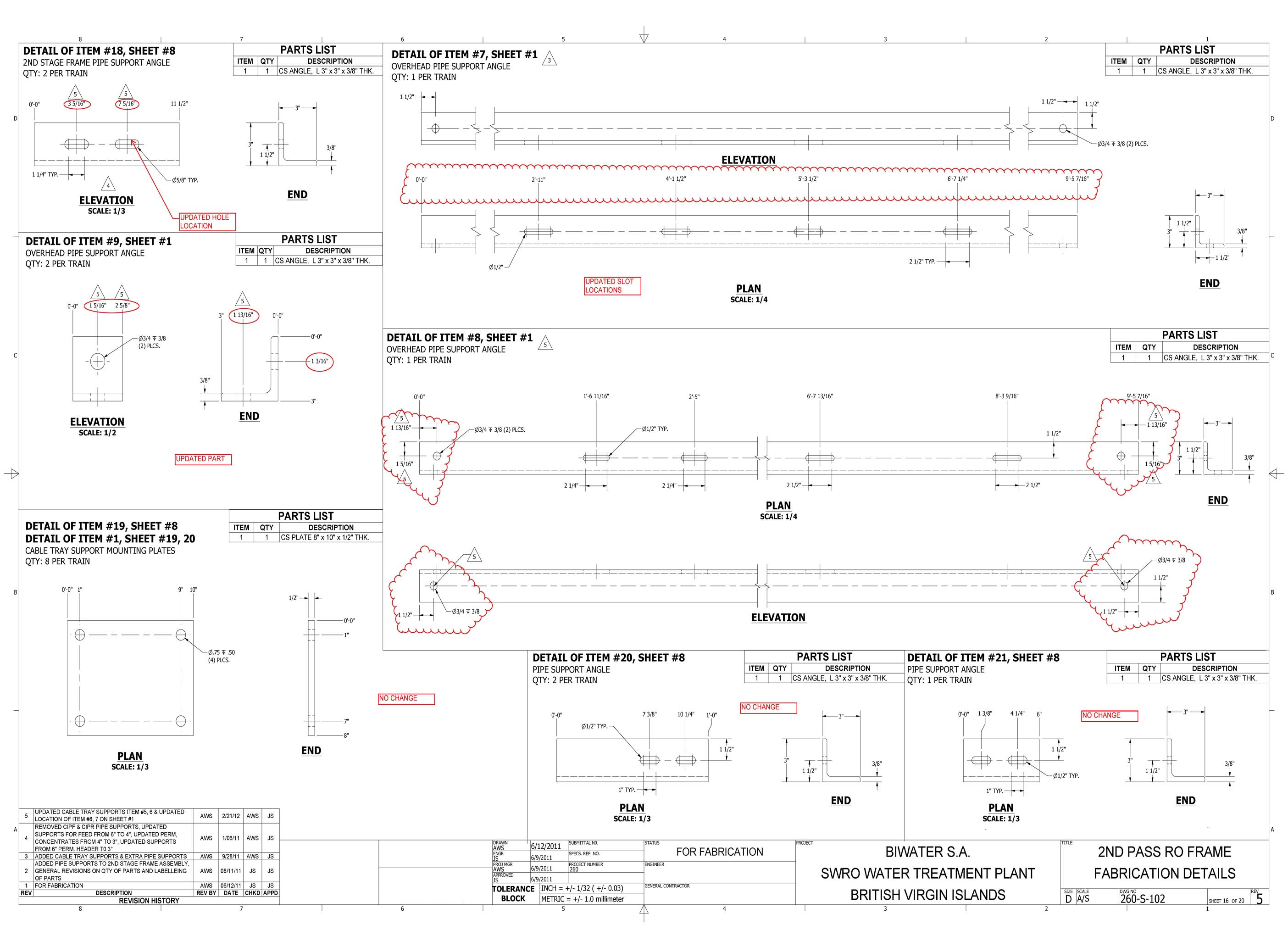
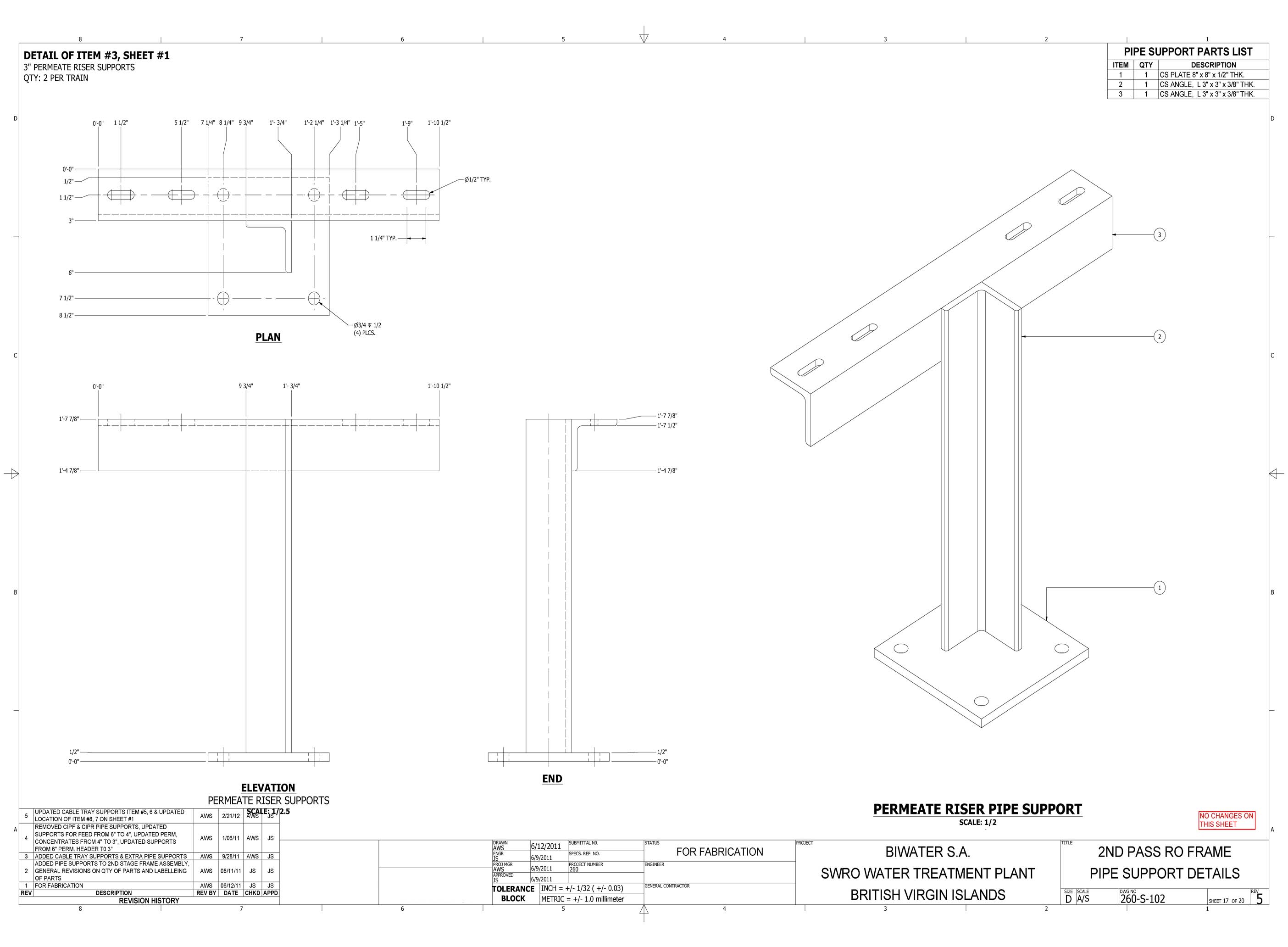
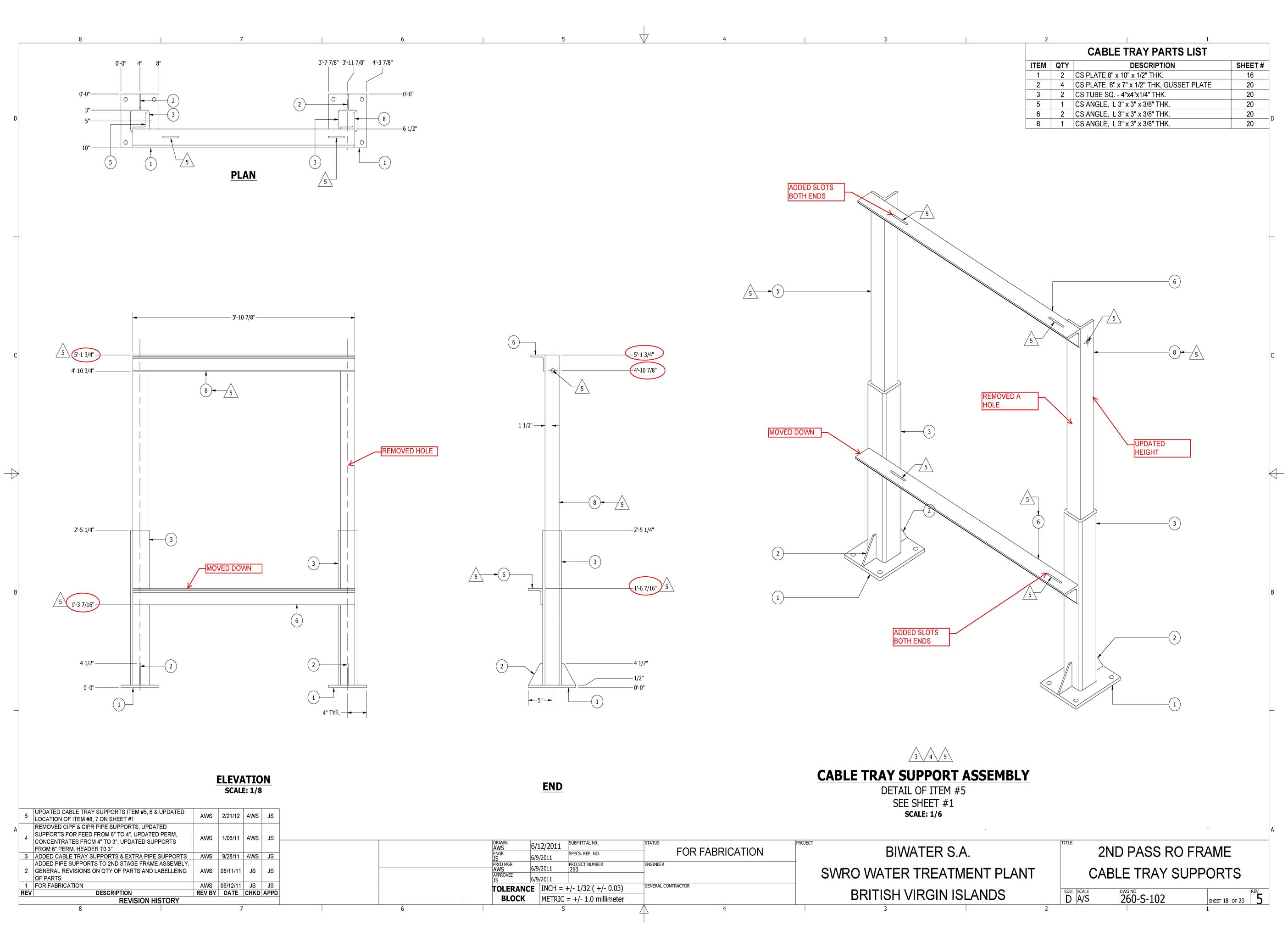
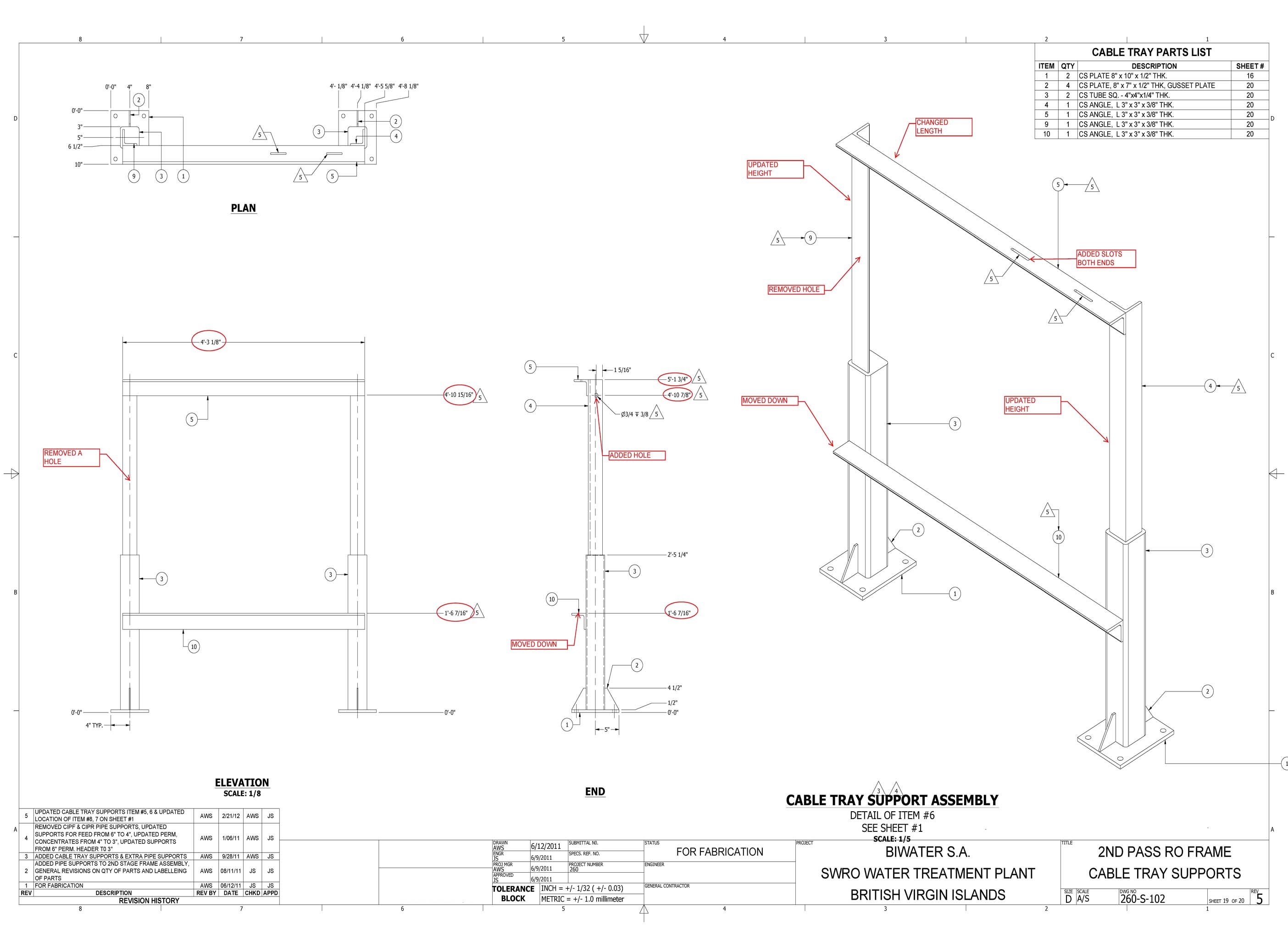
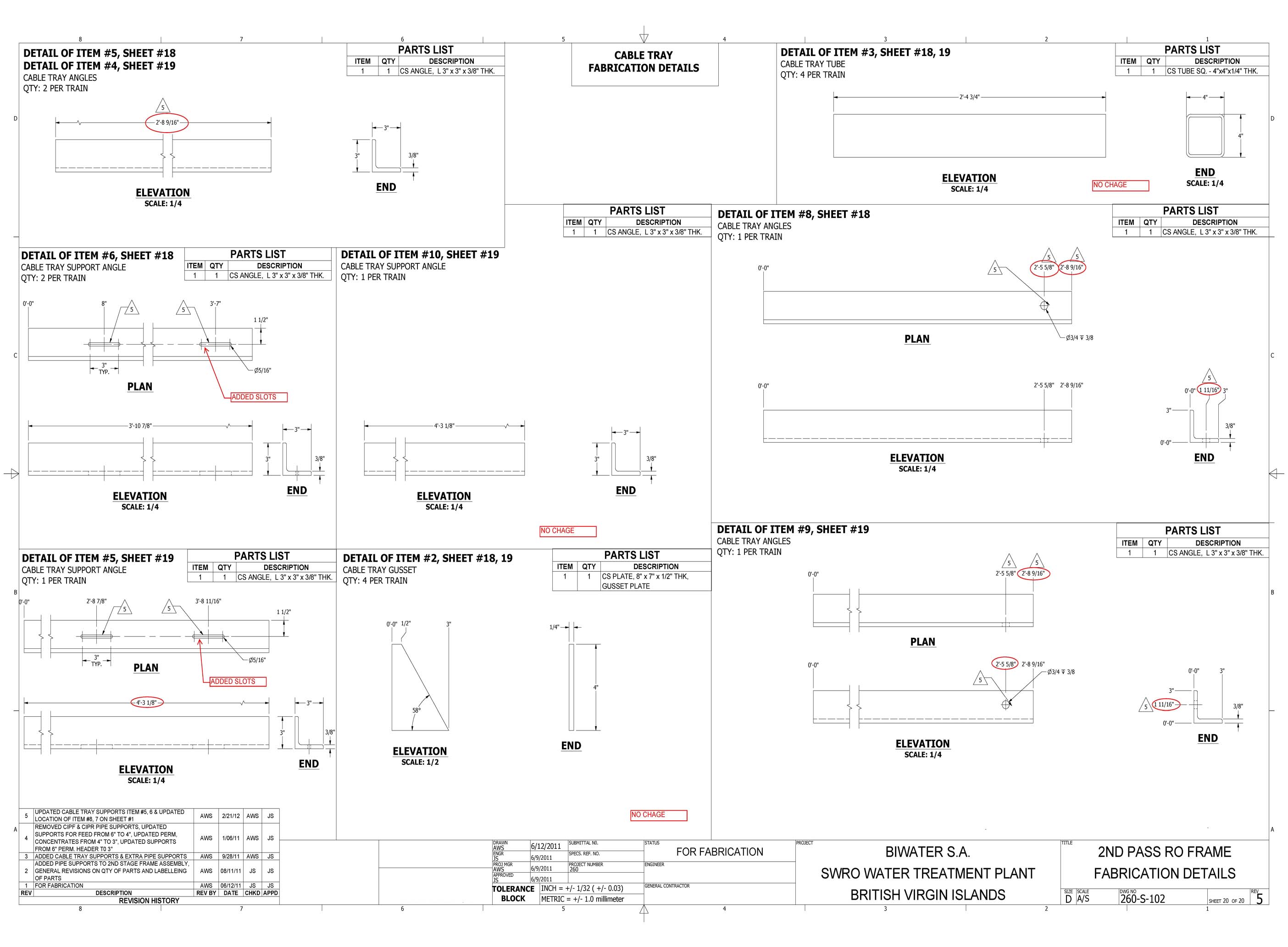
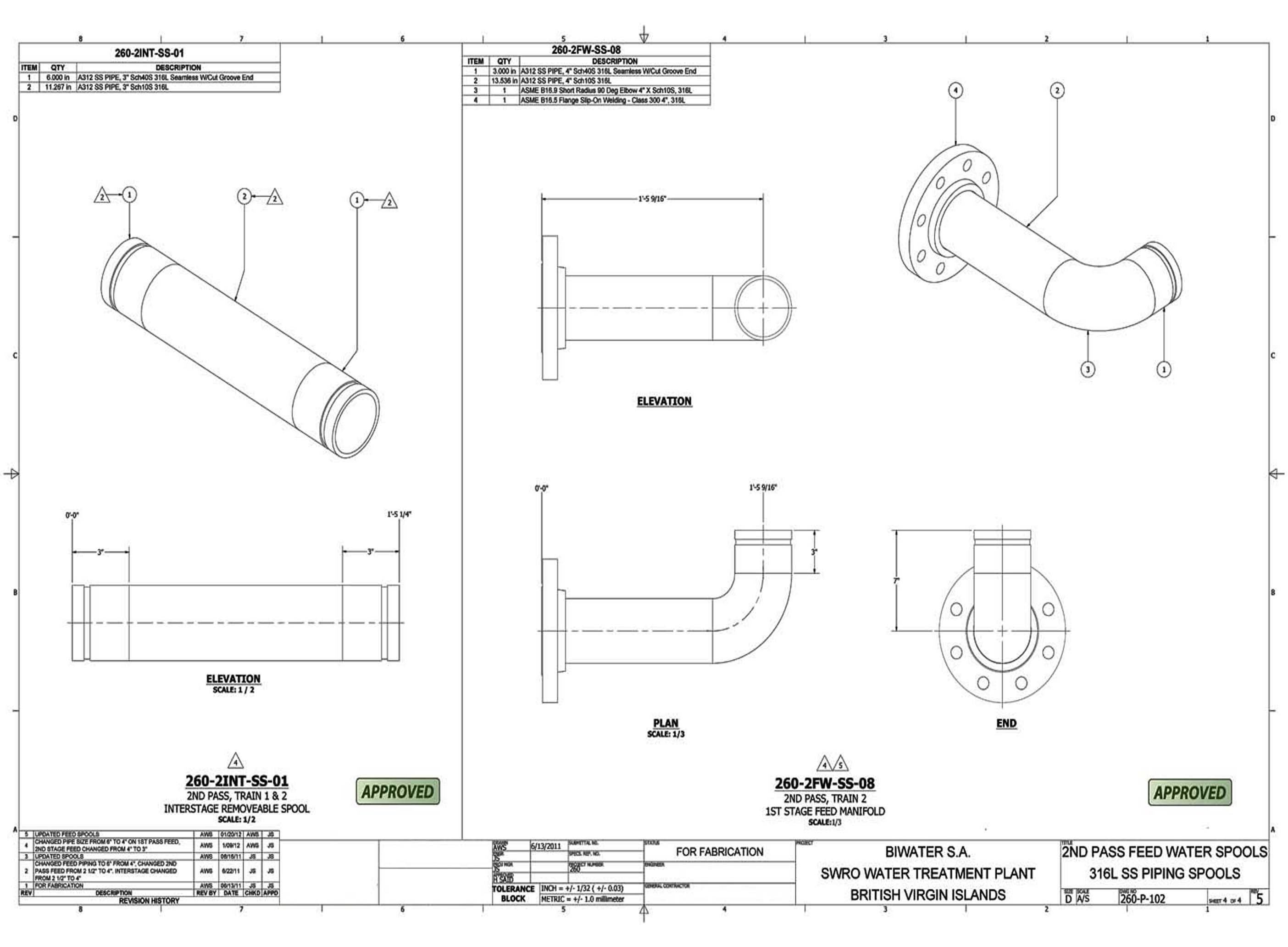
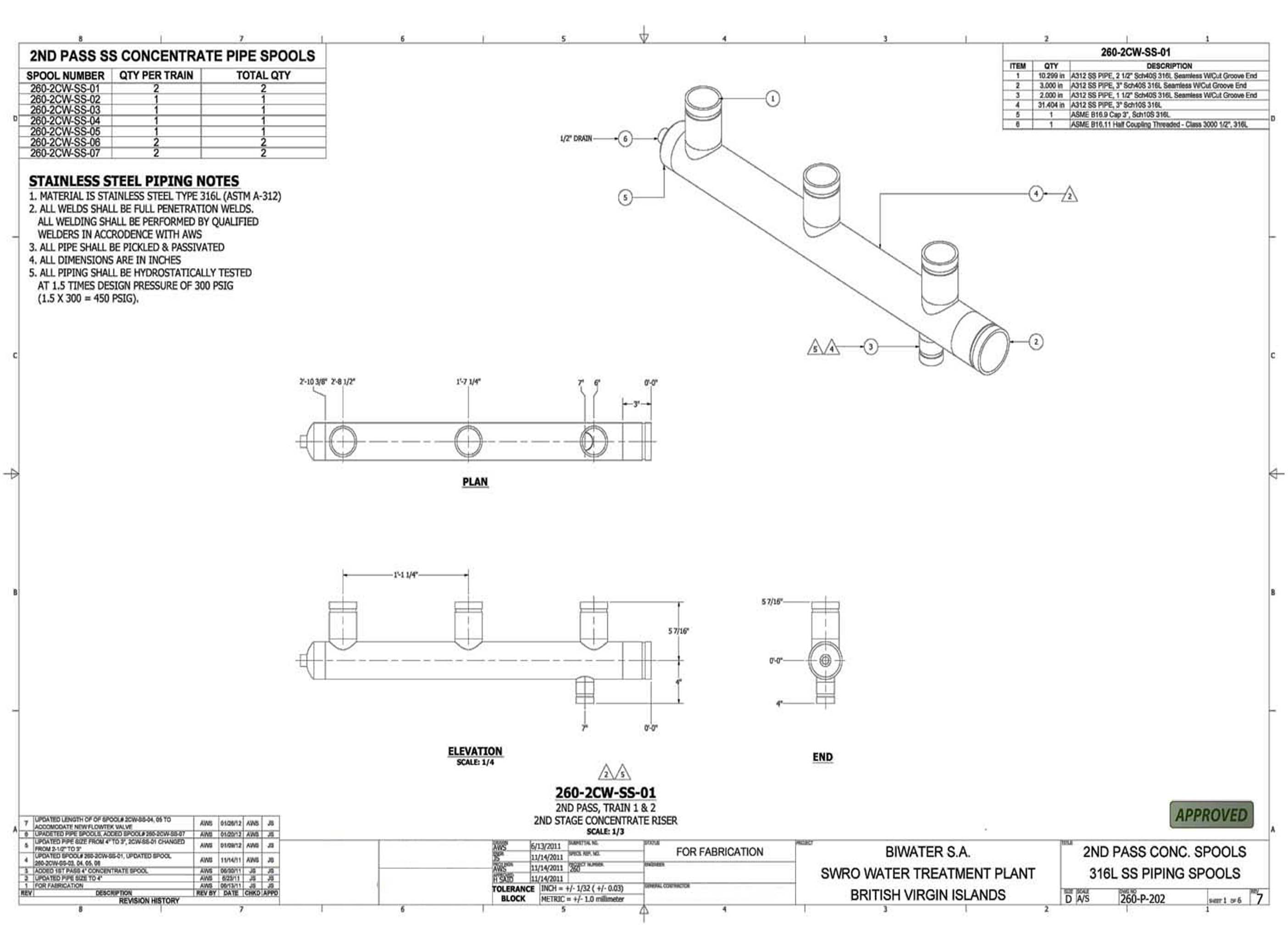
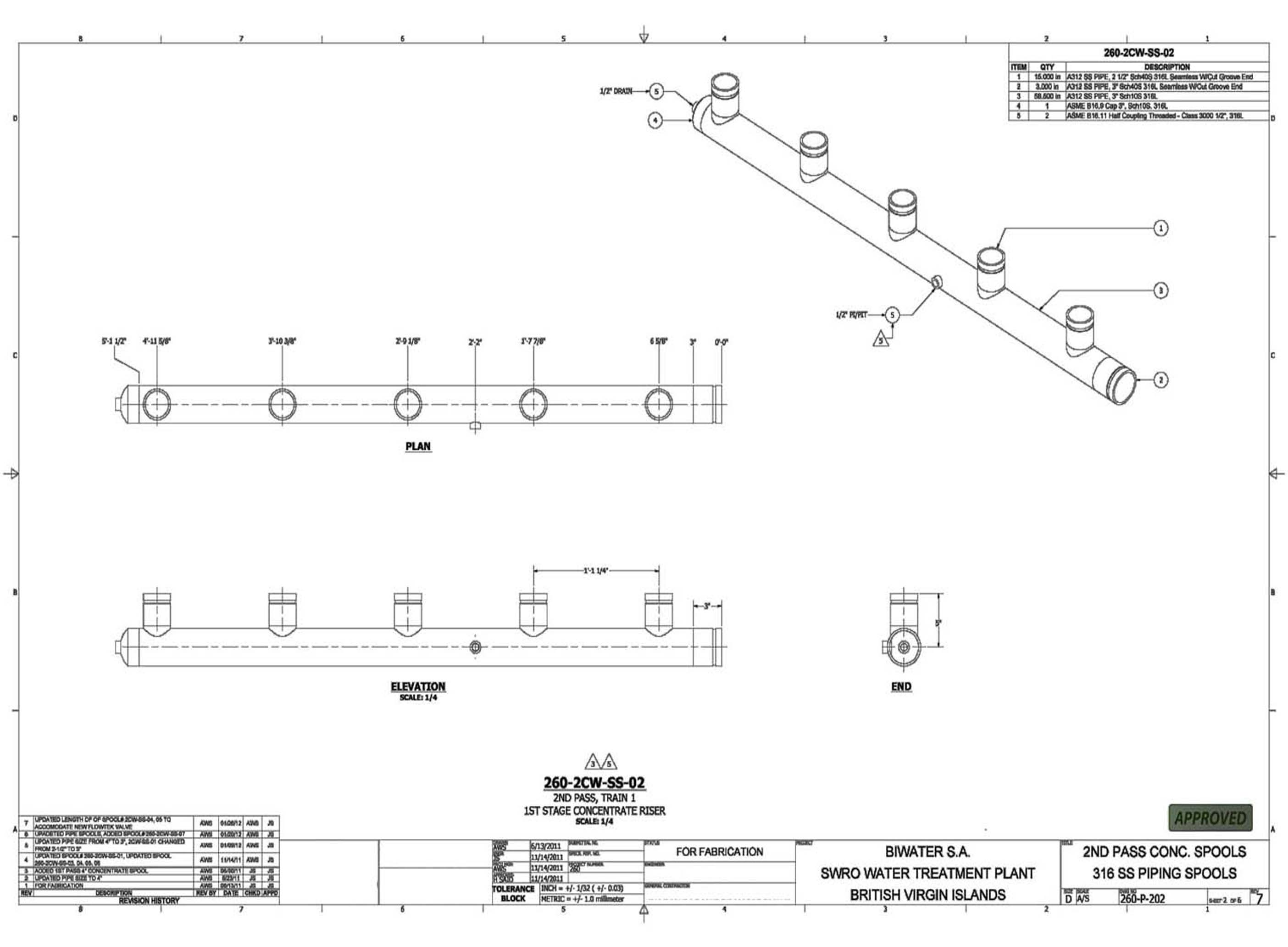
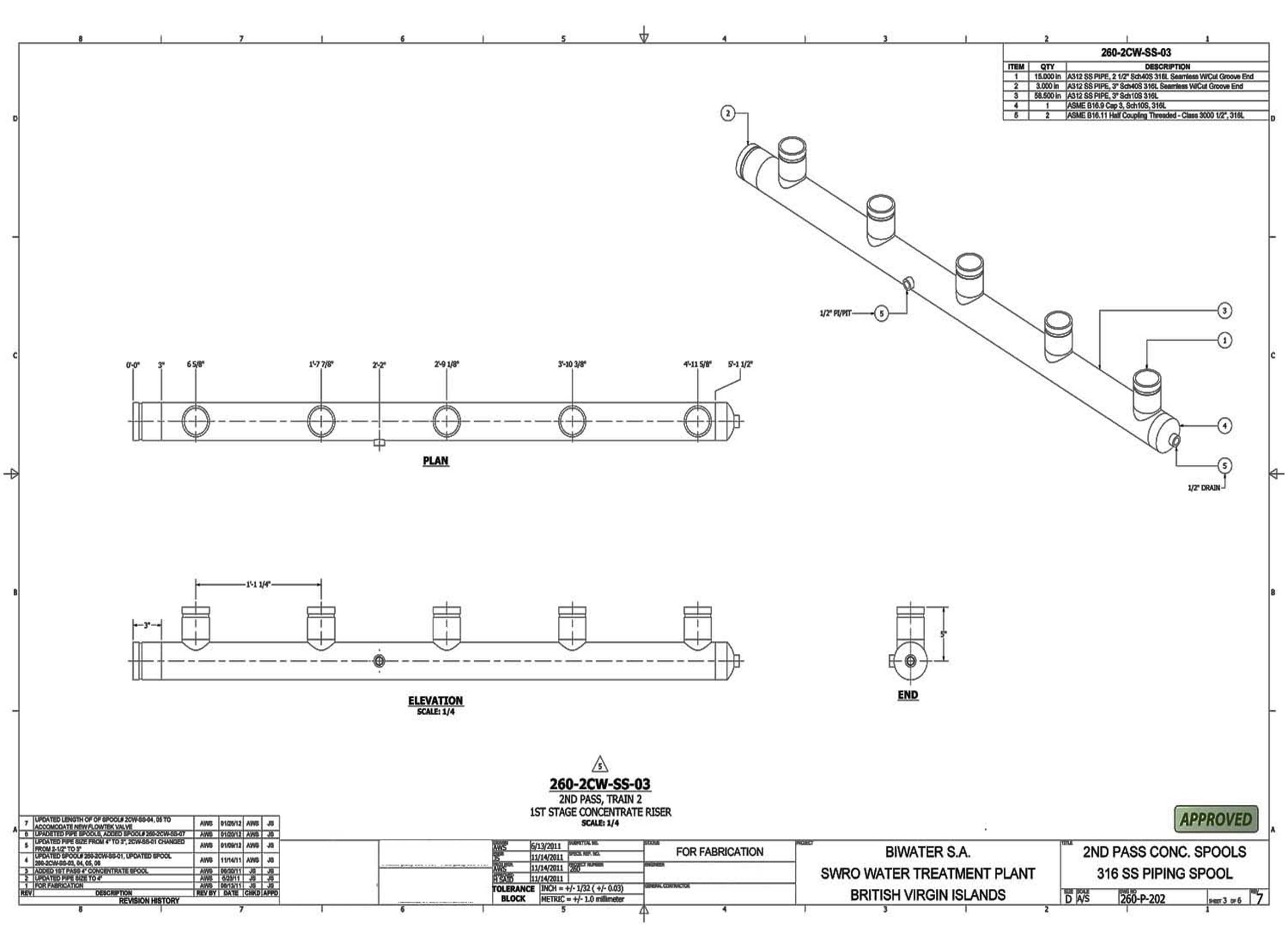
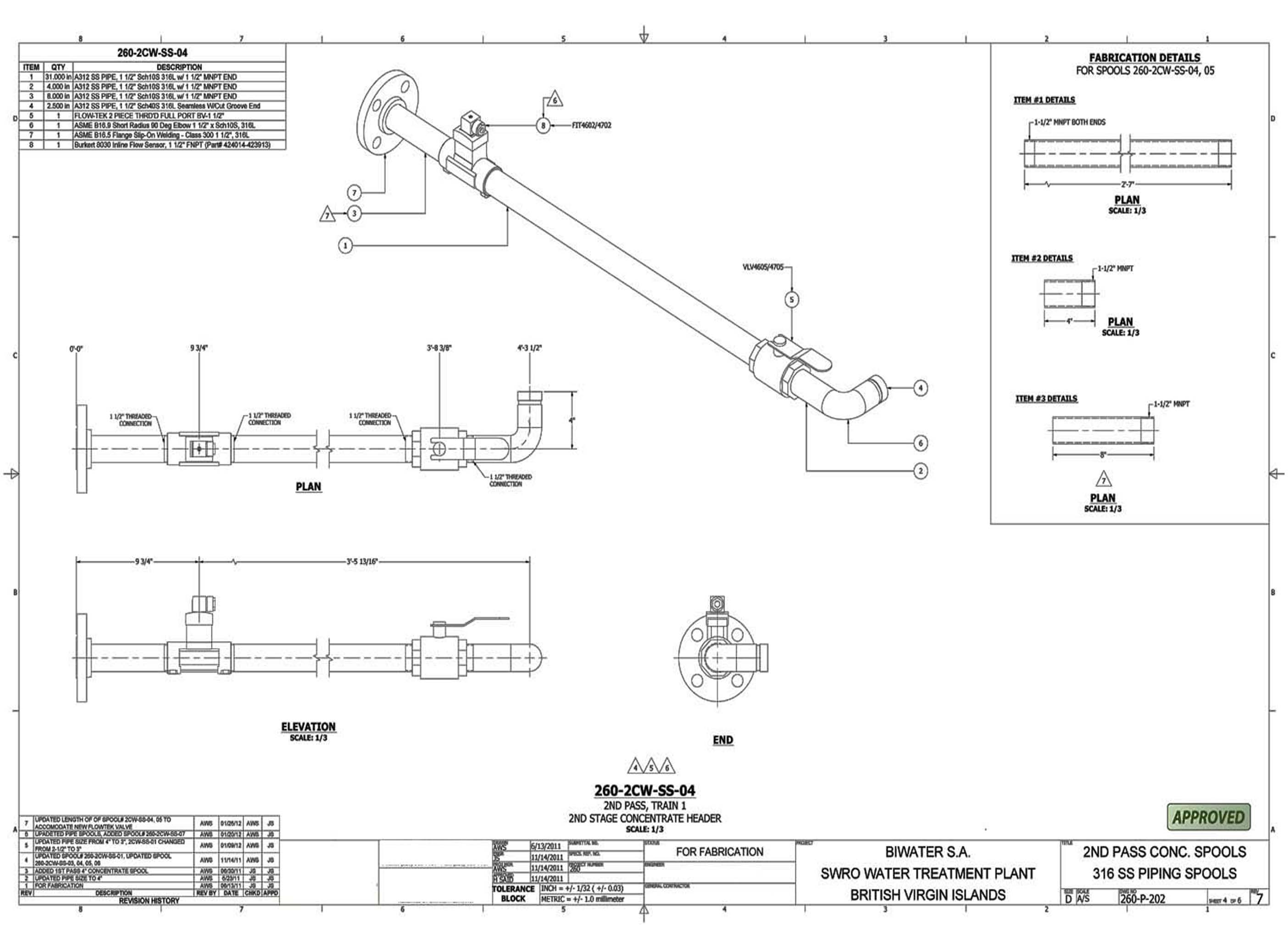
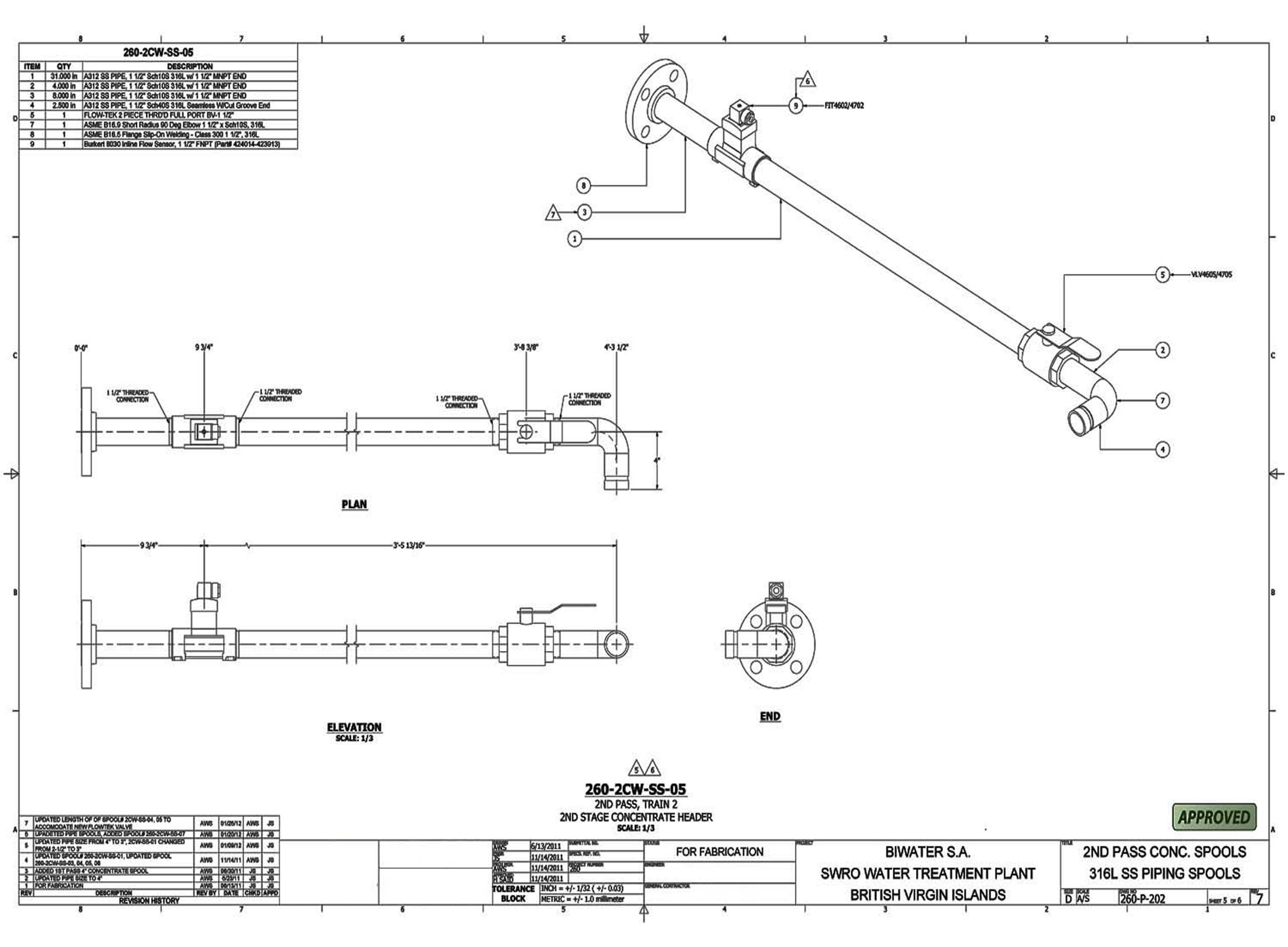
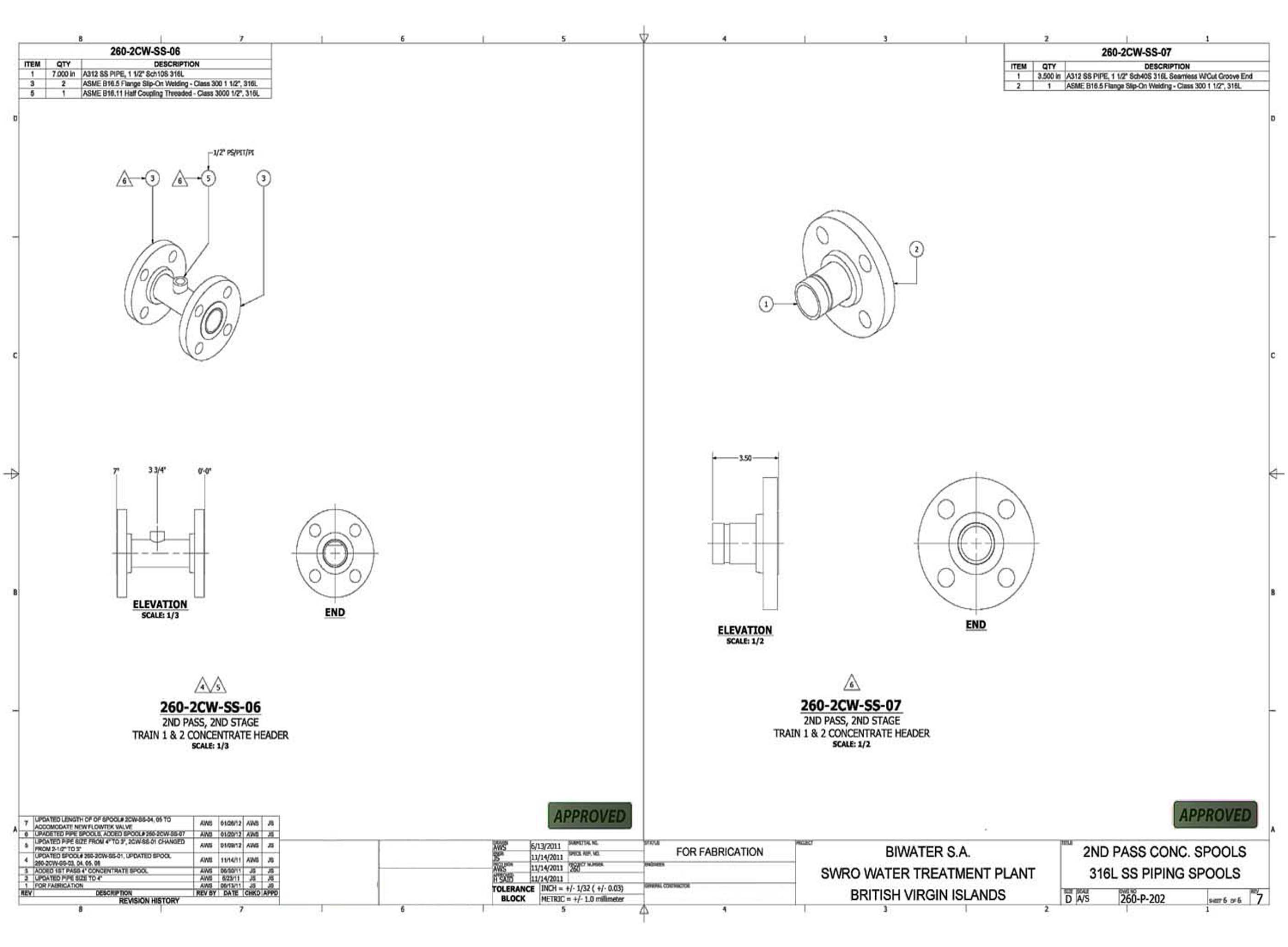
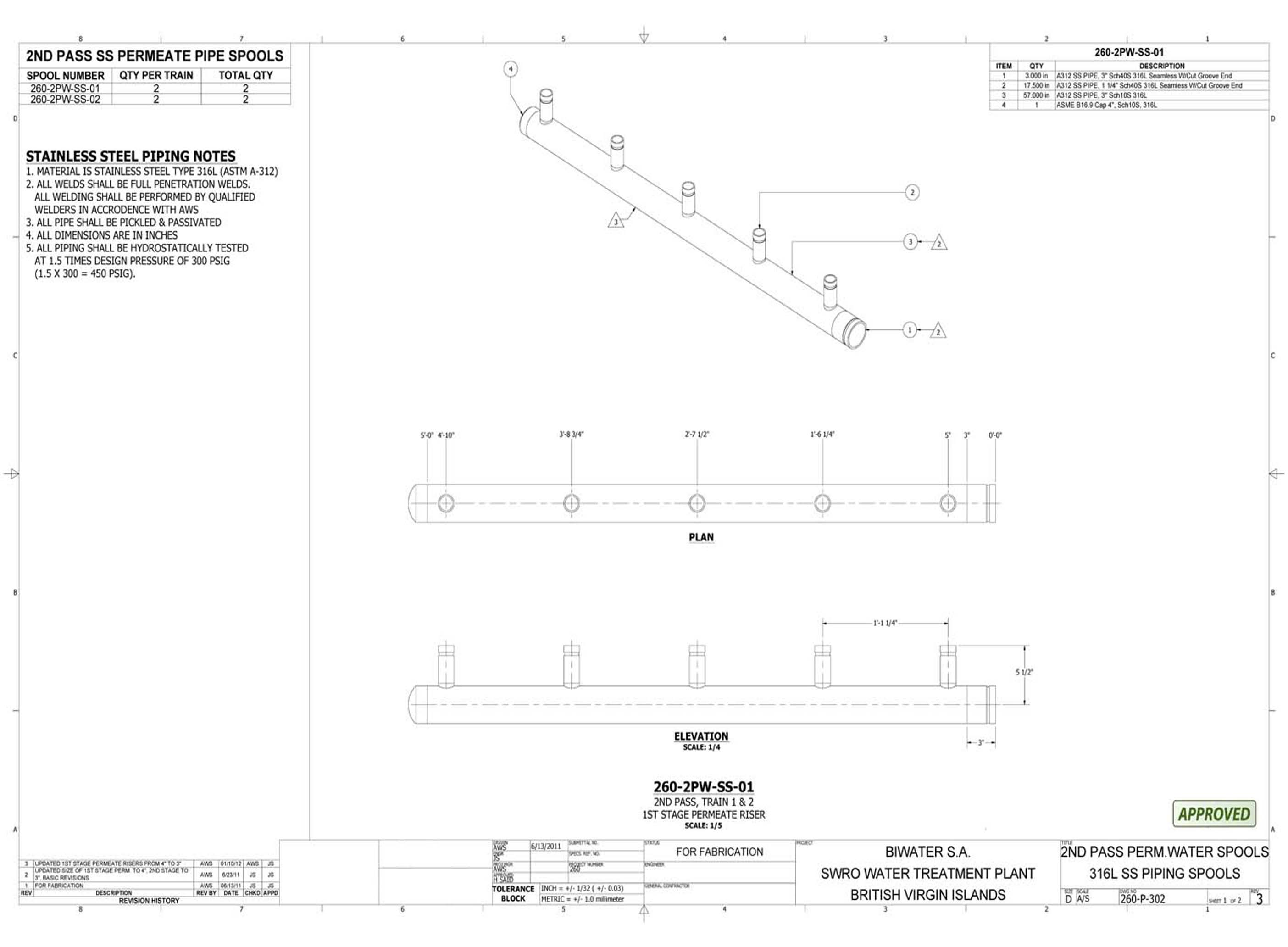
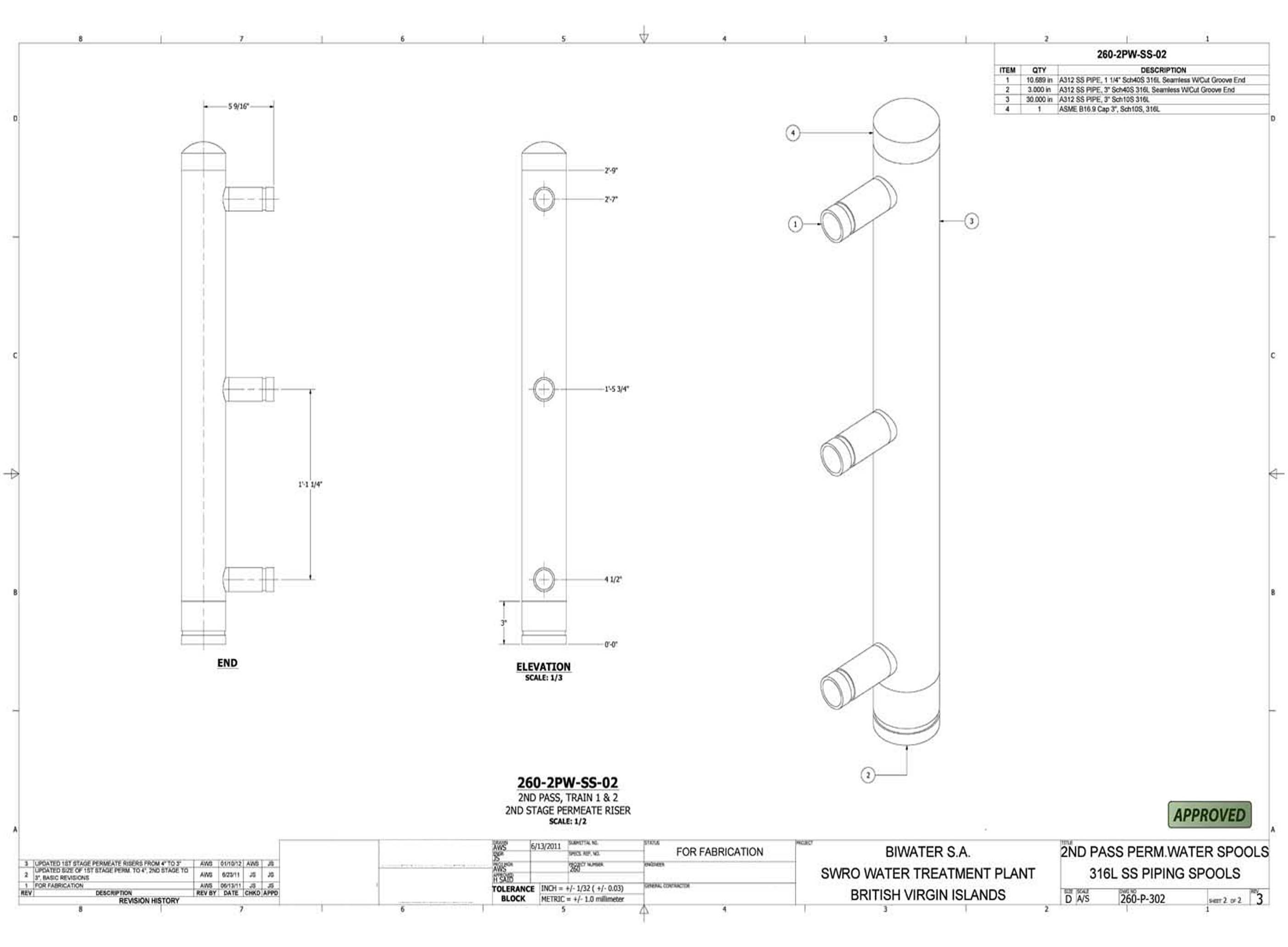
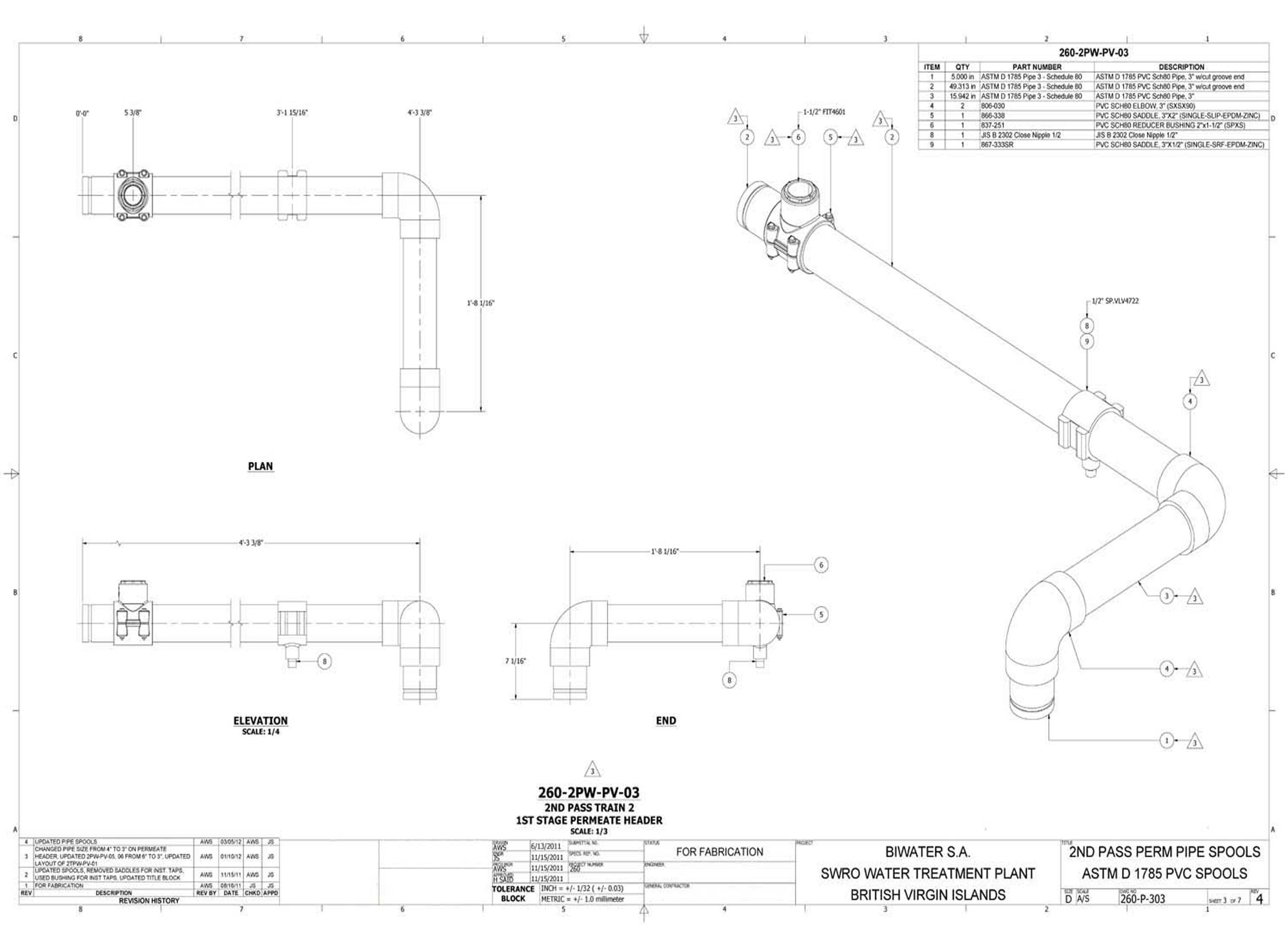
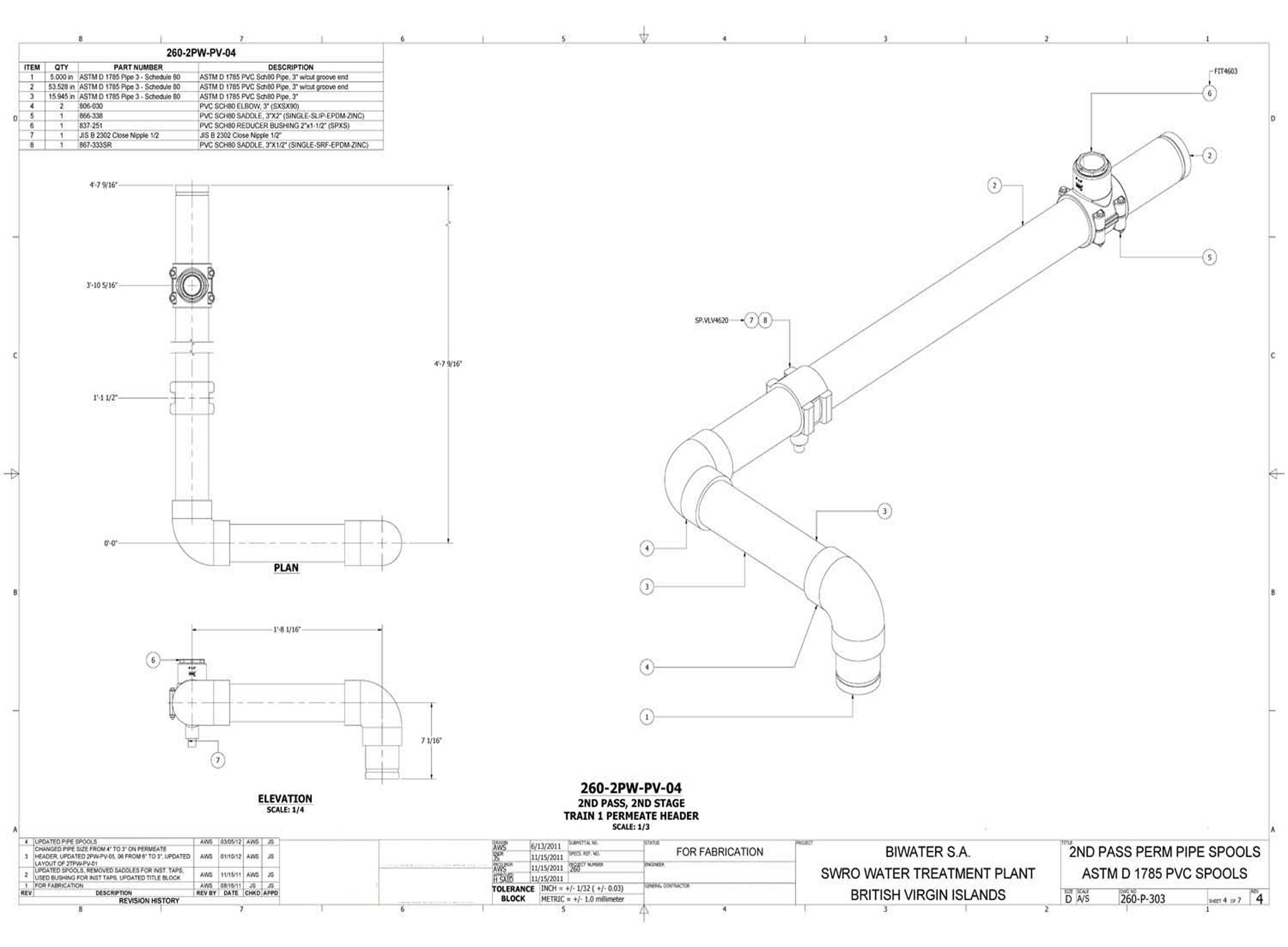
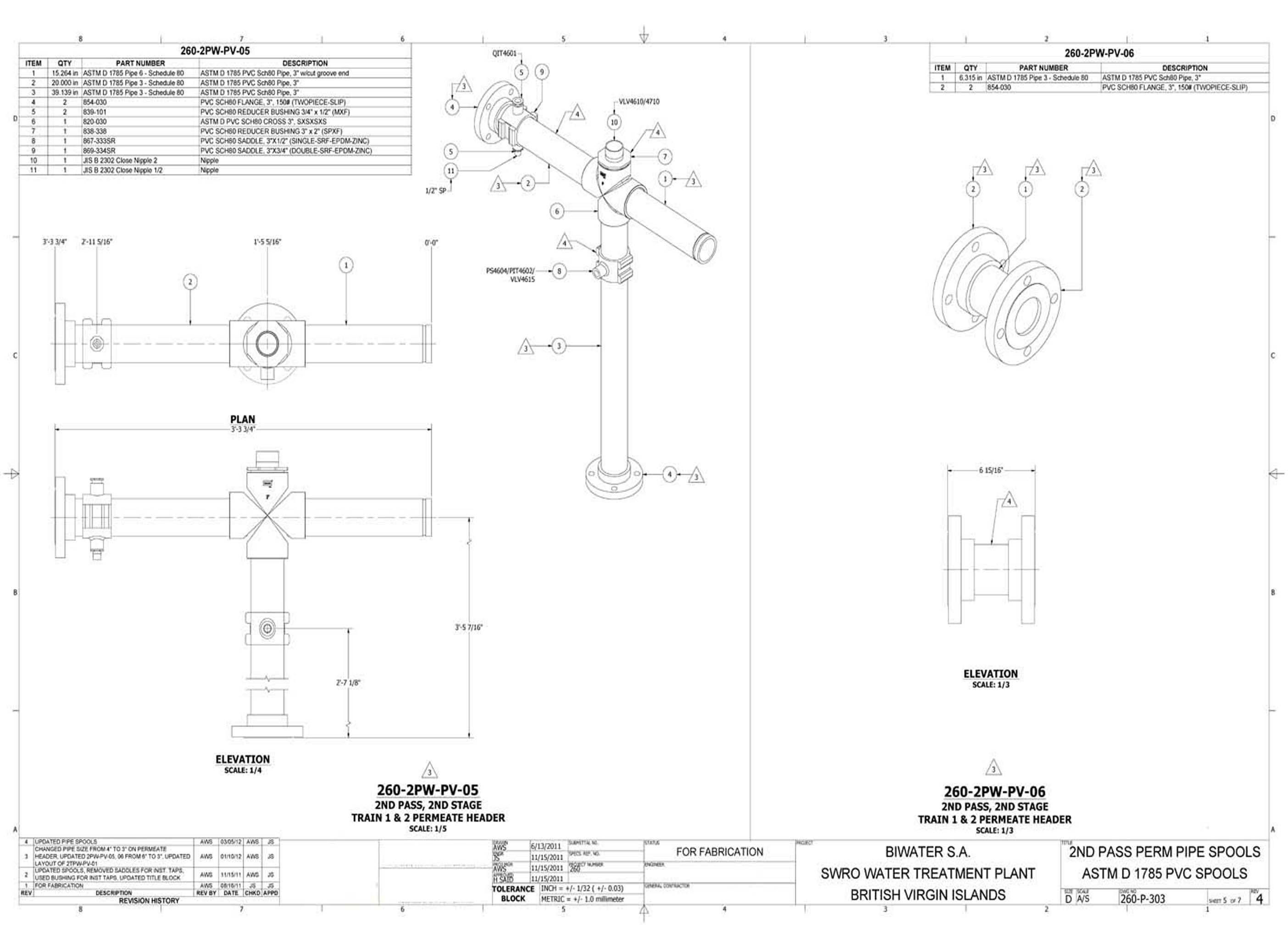
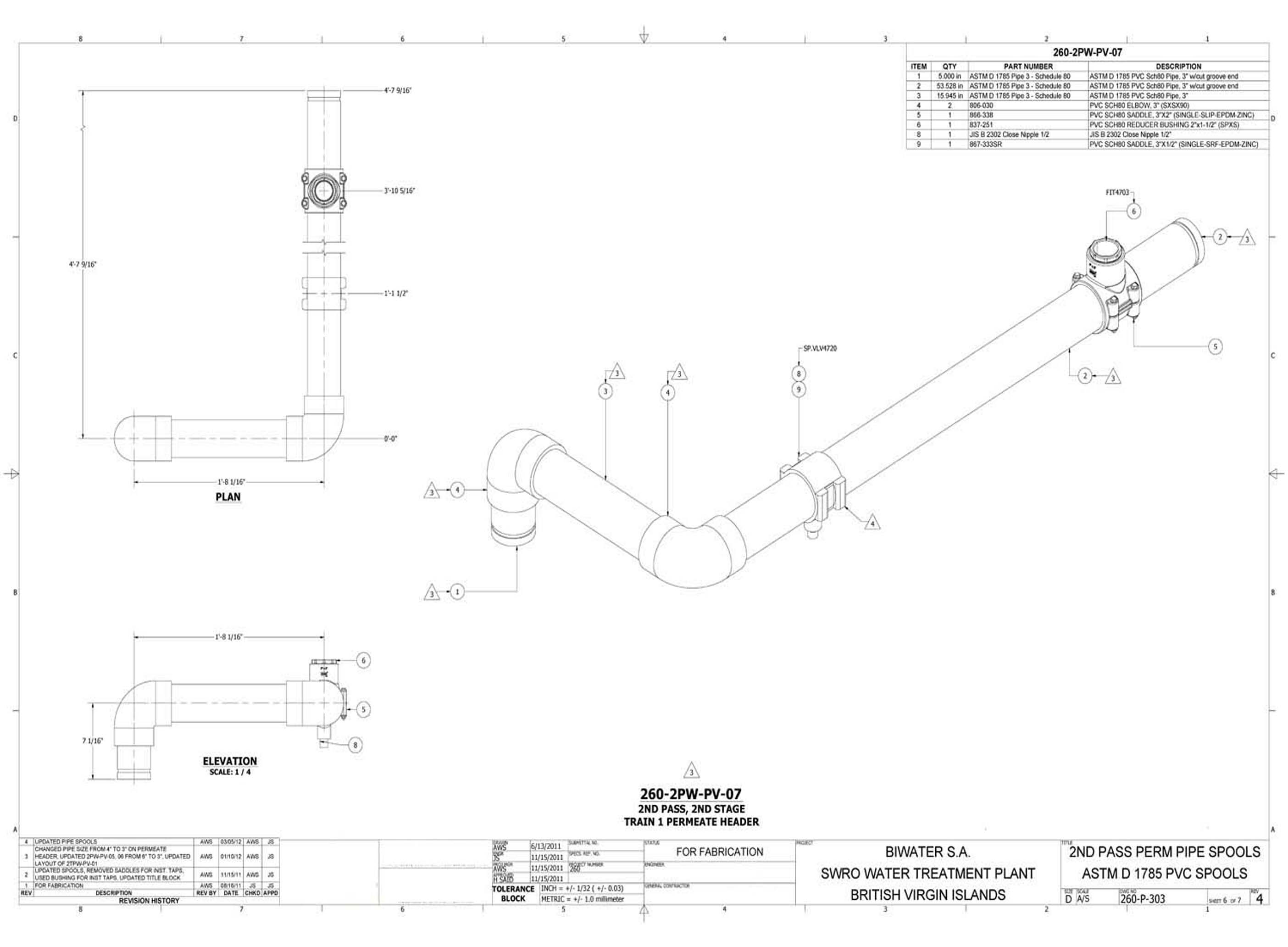
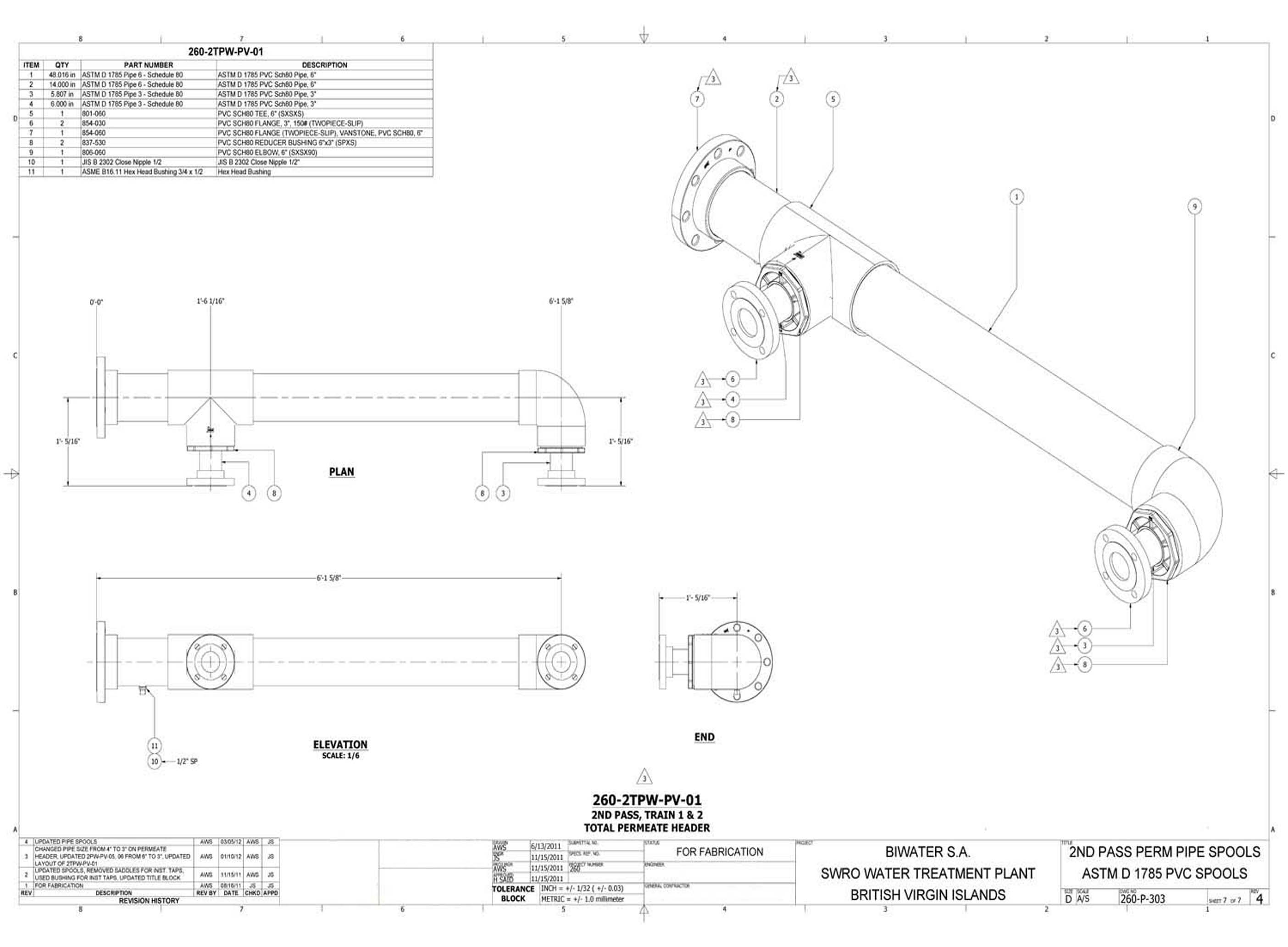
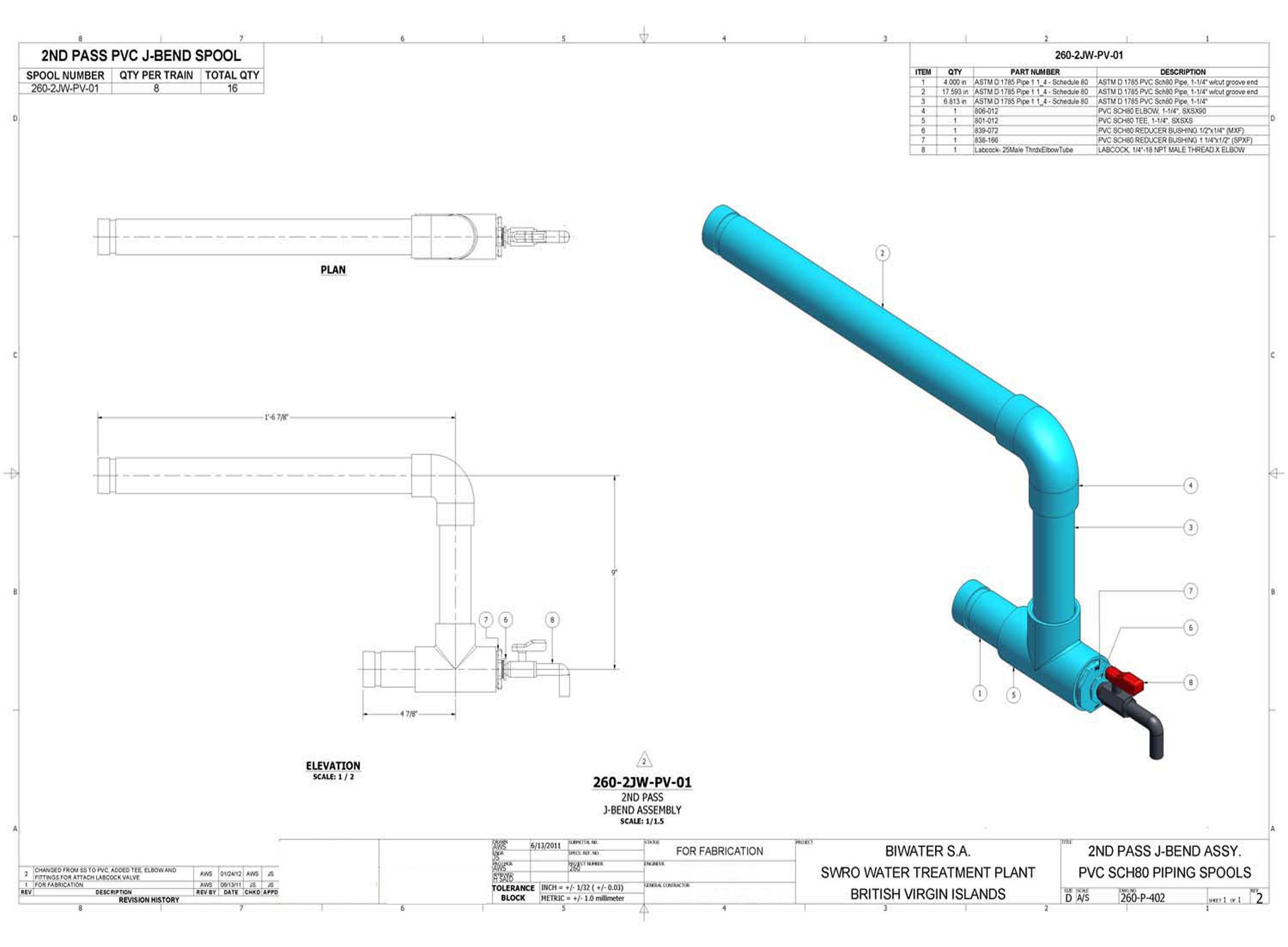
The 2nd Pass Reverse Osmosis System receives the final treated water from the 1st Pass RO system and applies an additional purification stage to achieve drinking water quality standards. The polished water is then sent to the chemical treatment system for final conditioning and distribution.
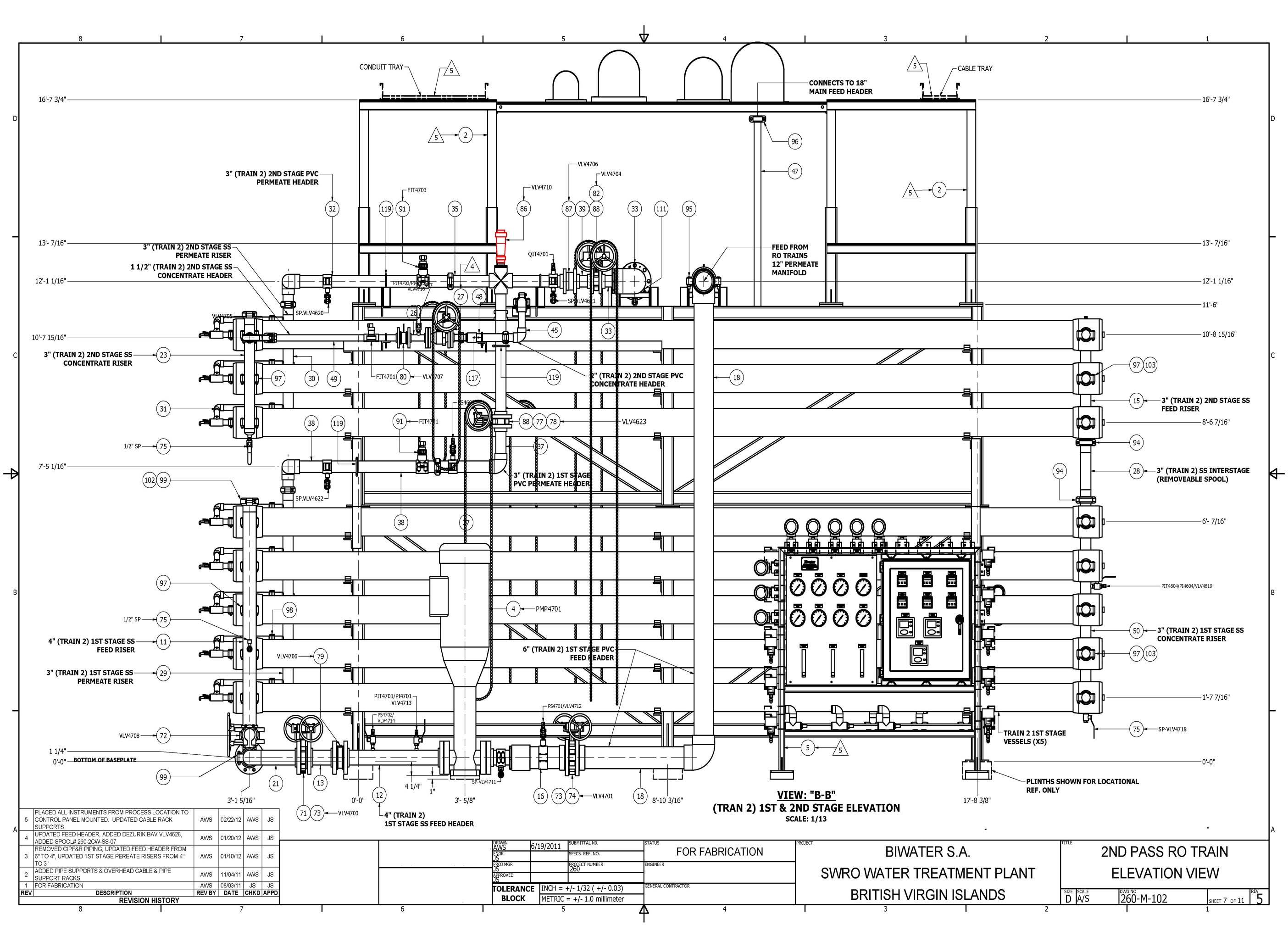
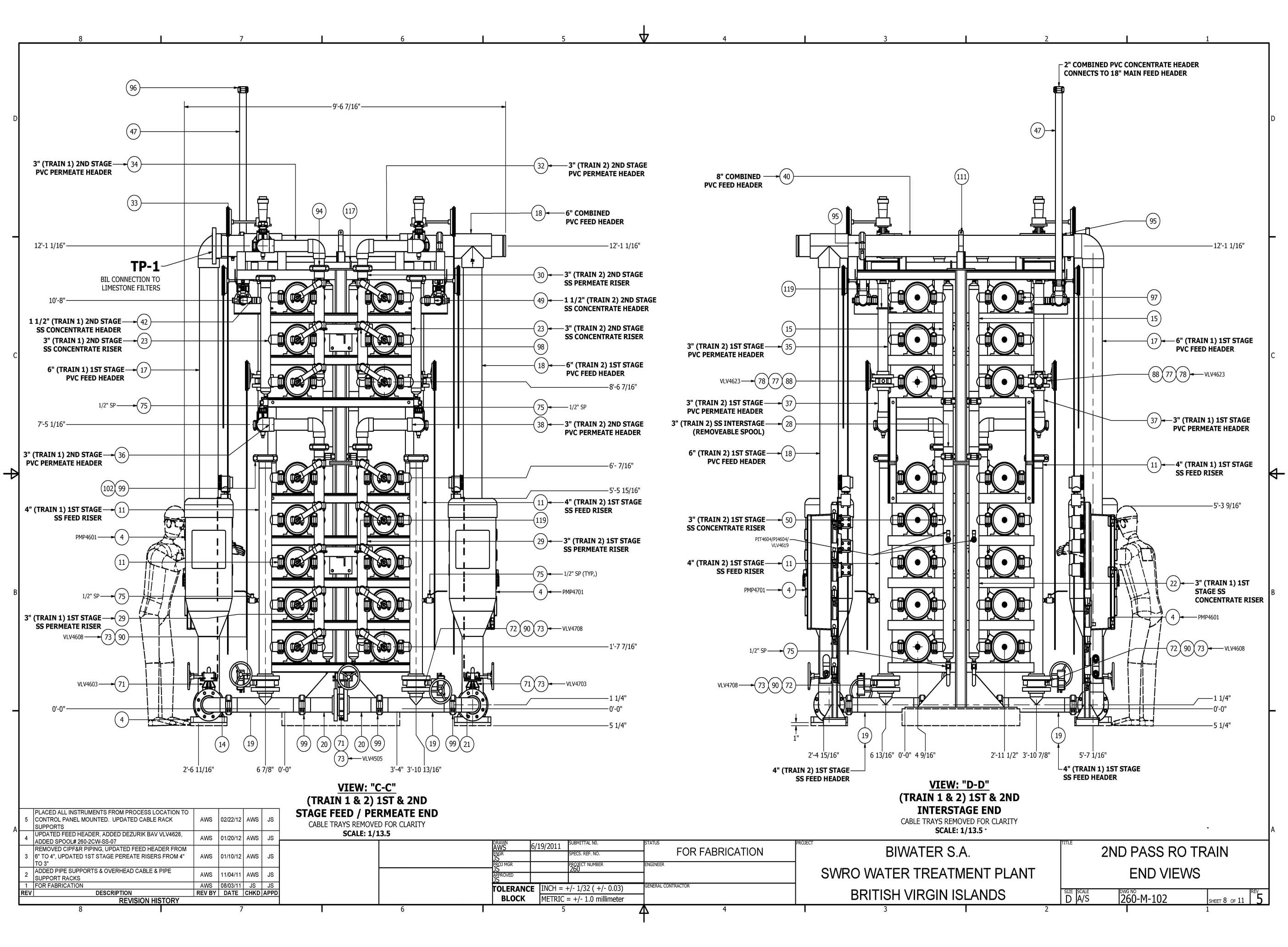
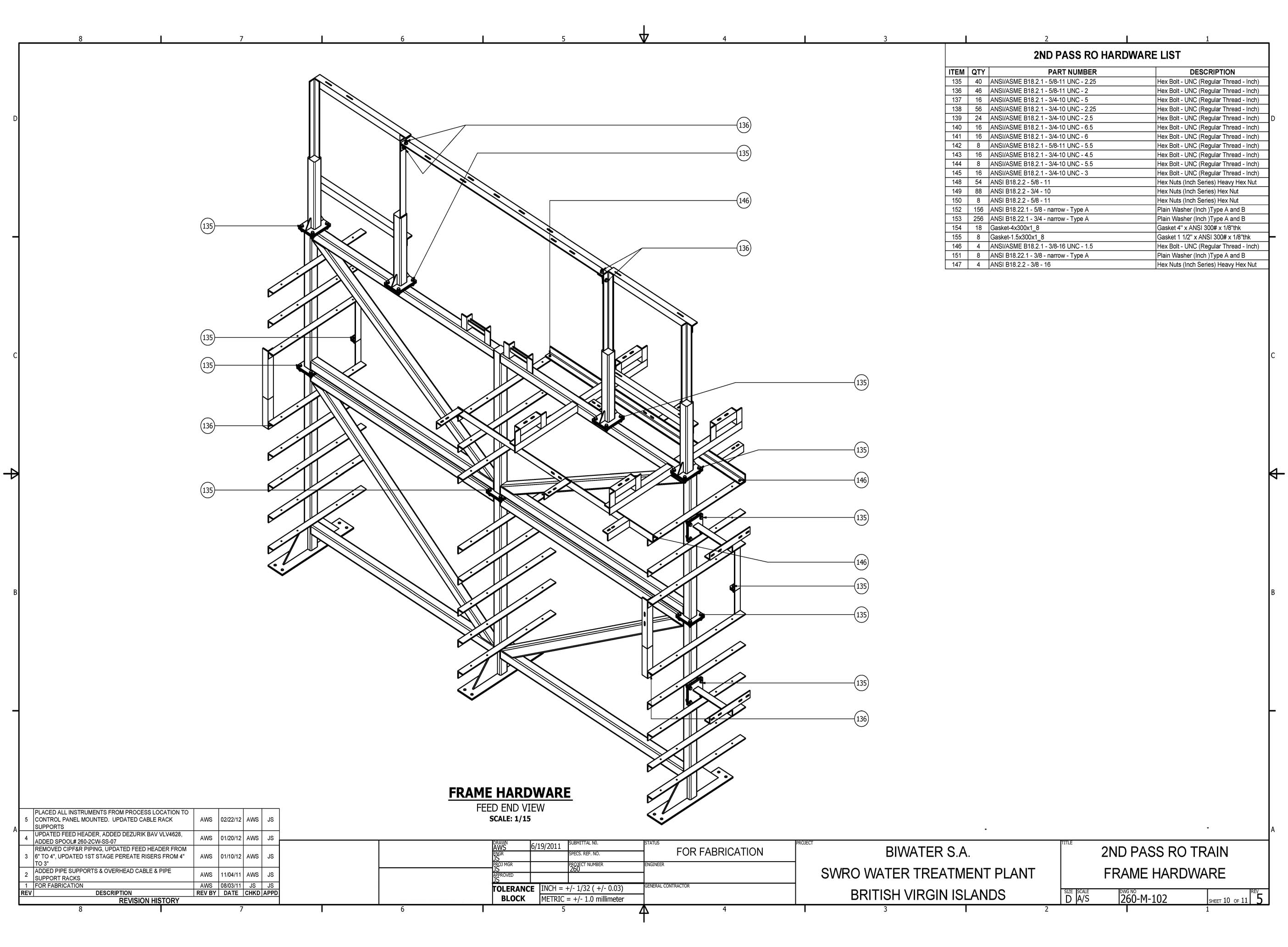
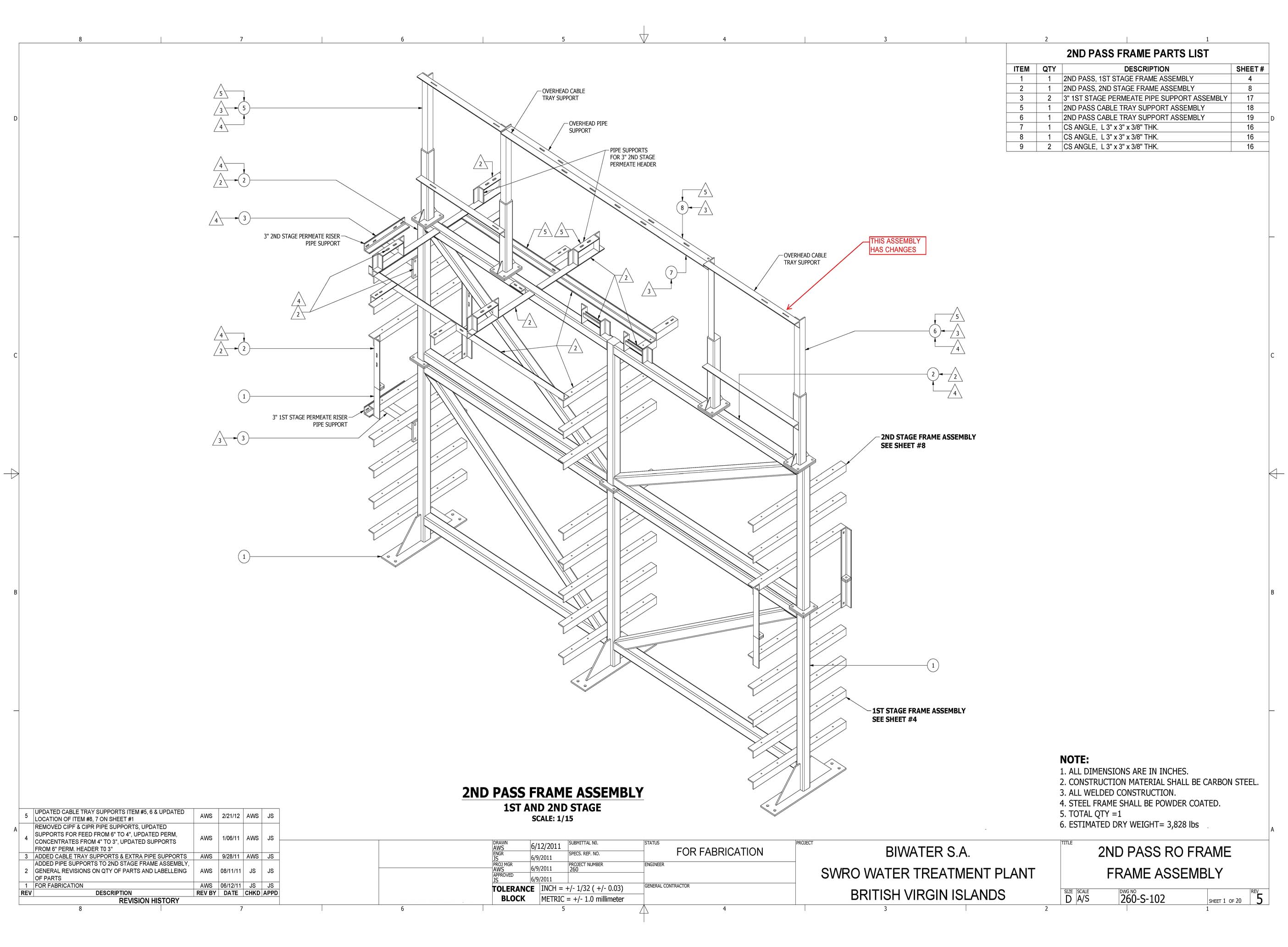
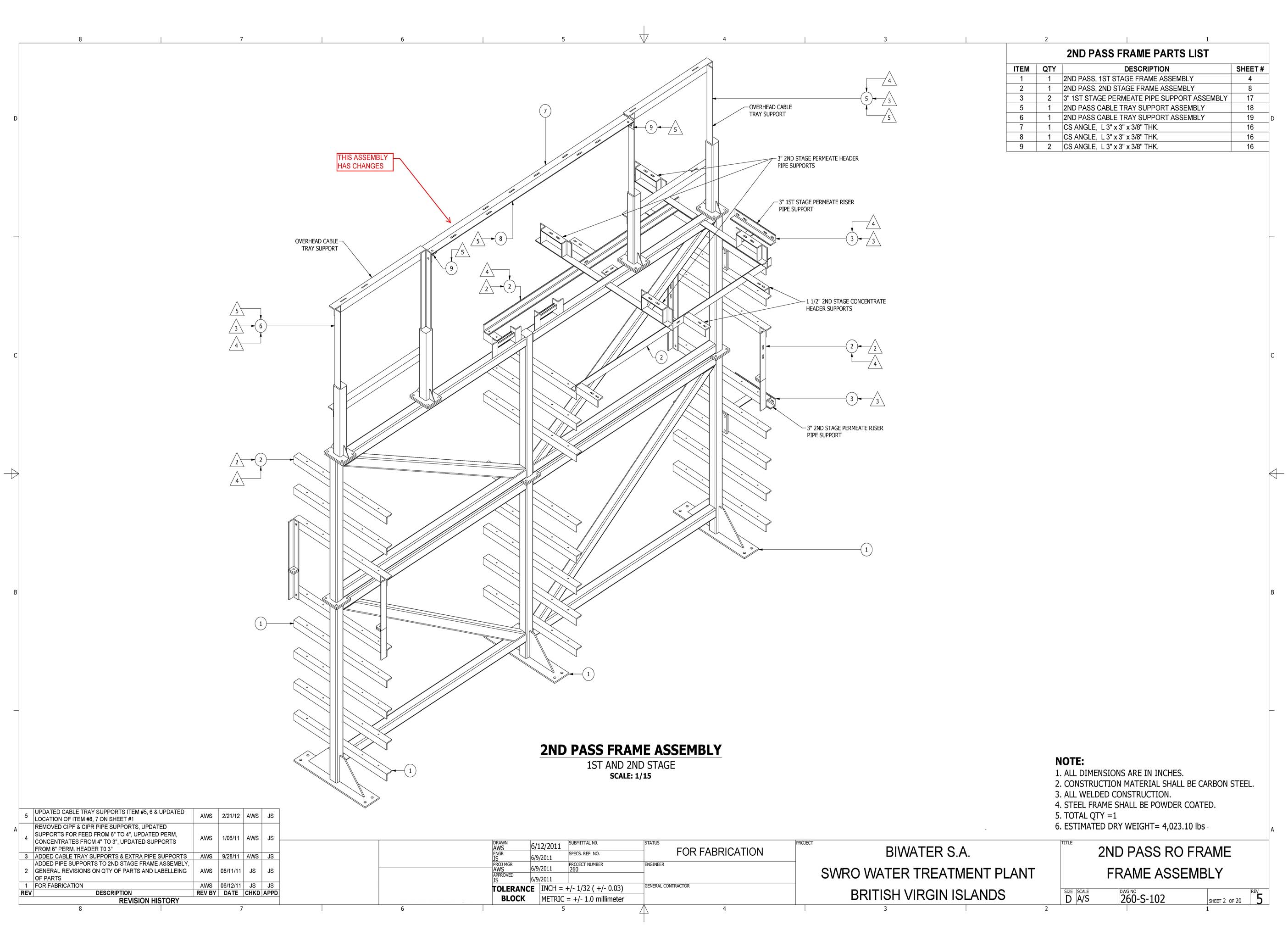
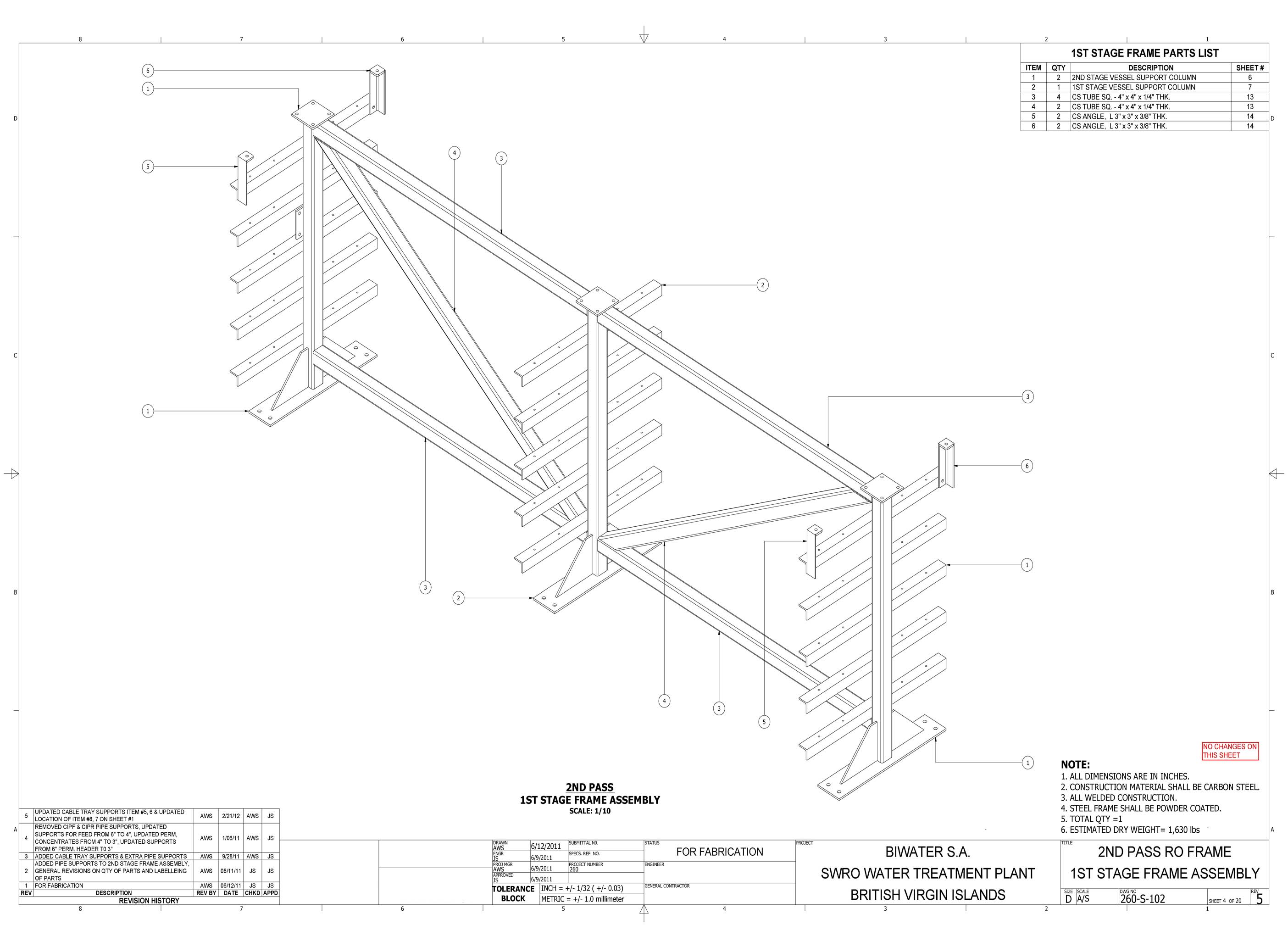
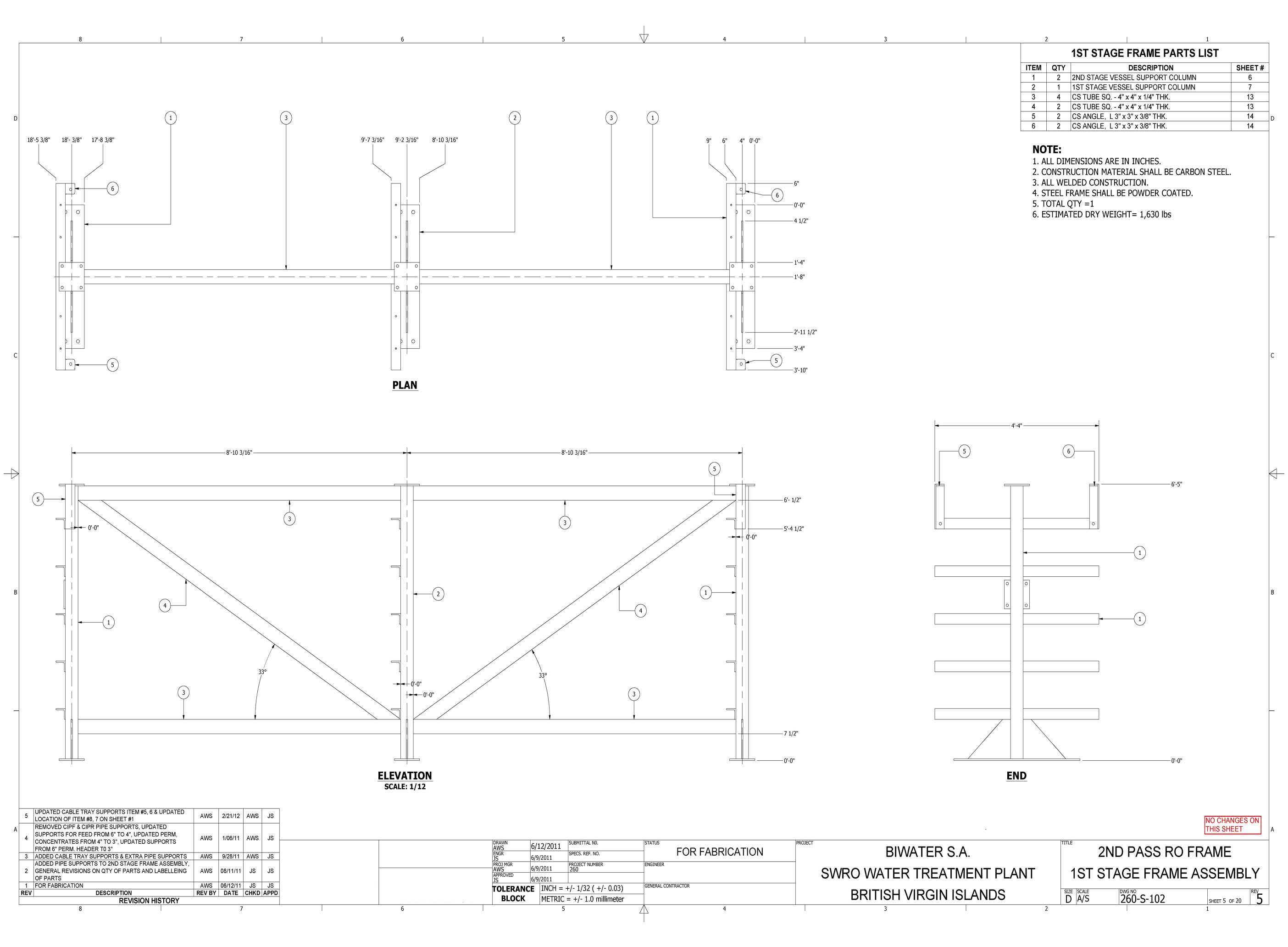
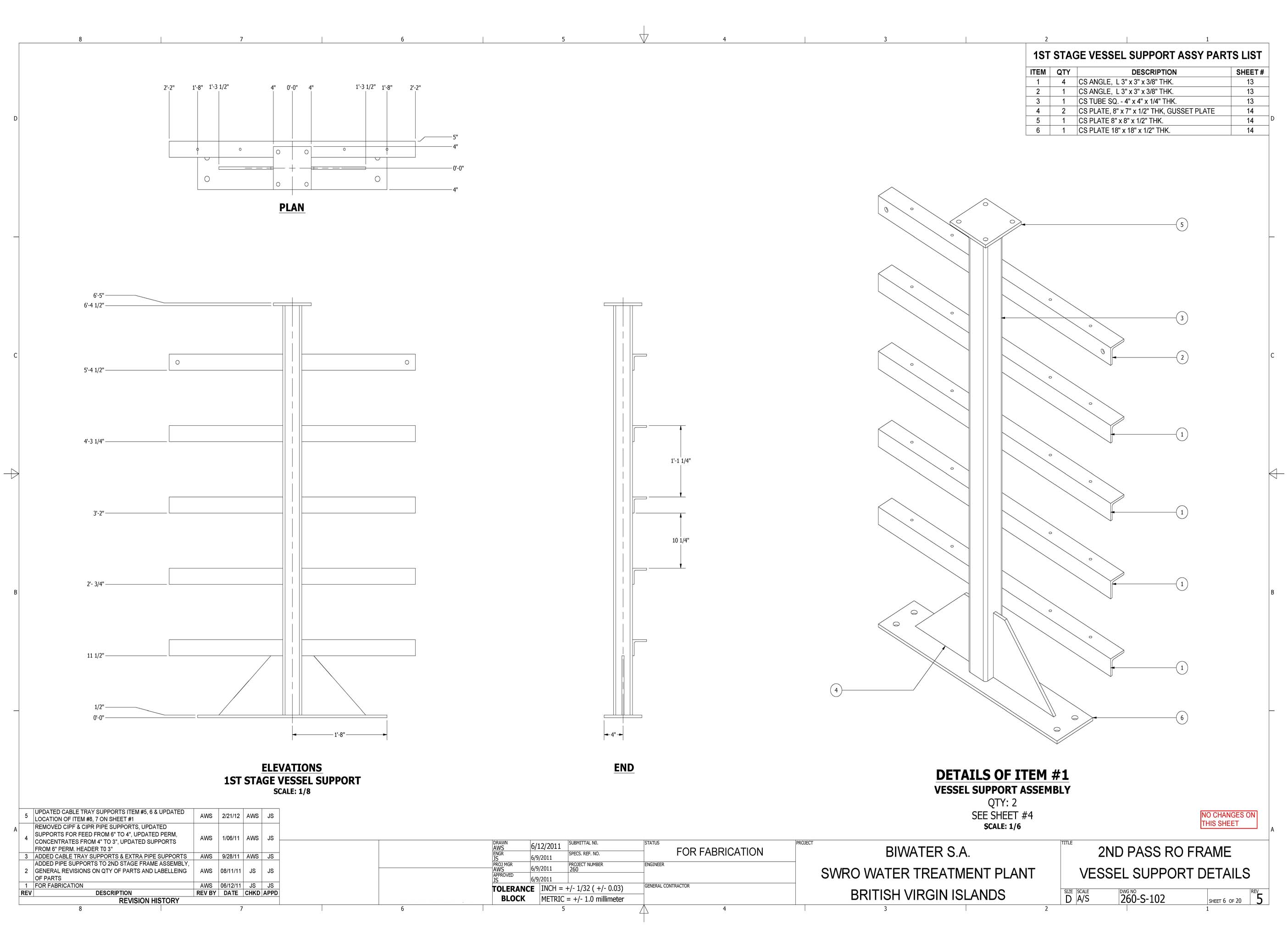
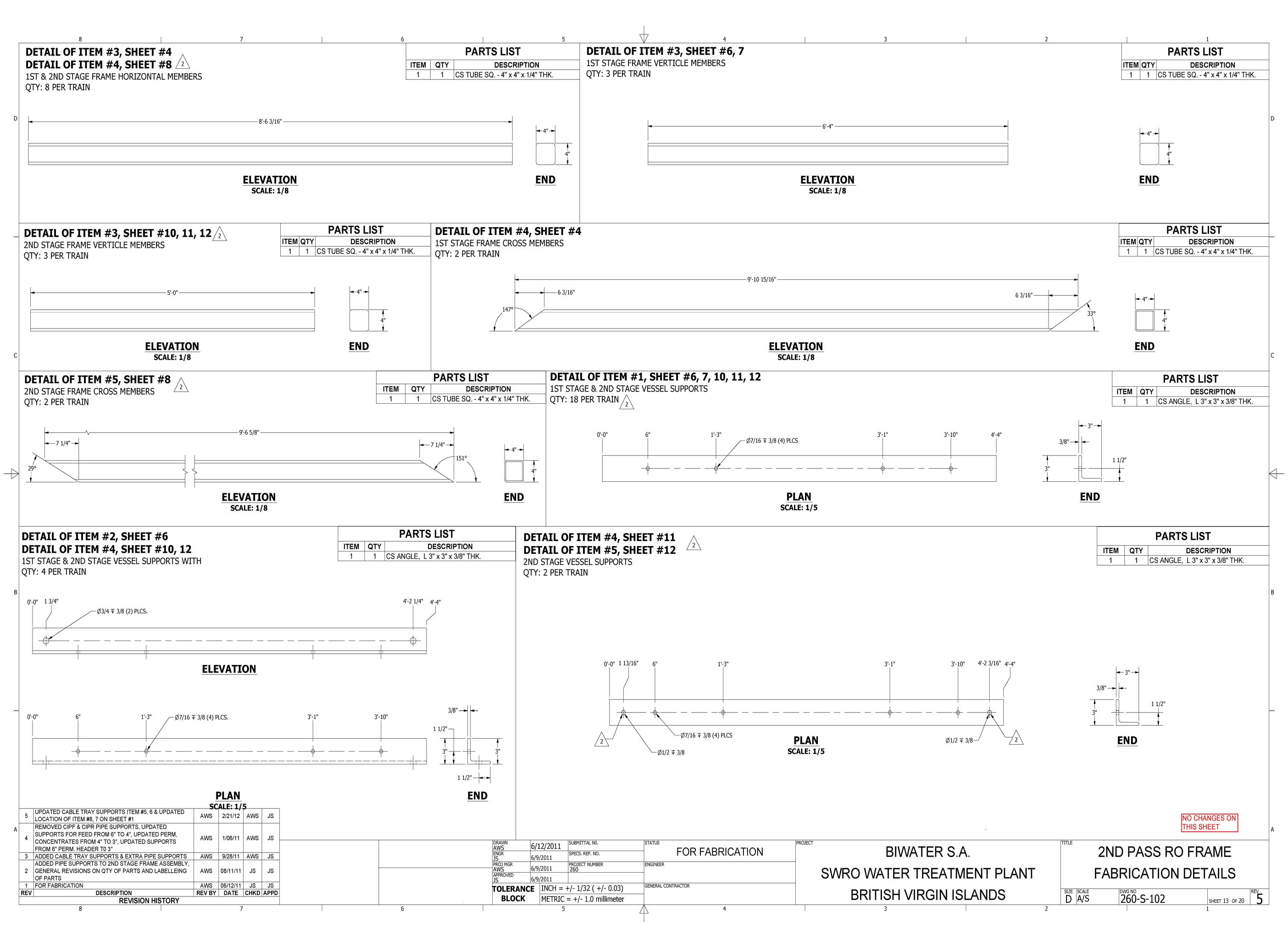
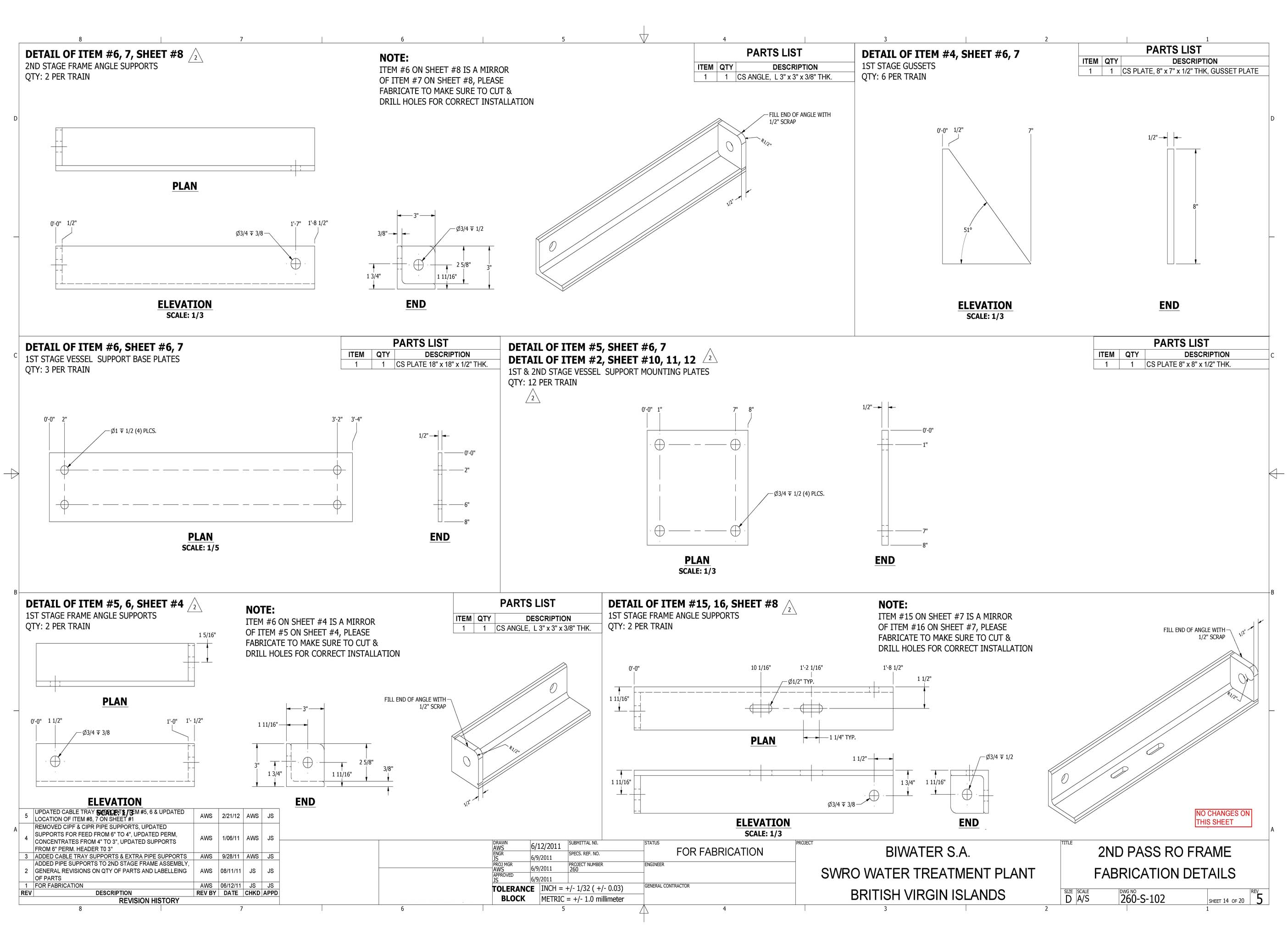
The 2nd Pass RO structural frames are fabricated from high-quality 316 stainless steel tubing, specified for its superior corrosion resistance in the aggressive high-purity water environment produced after second-pass filtration. Each frame assembly is engineered to accommodate piping support brackets and associated structural attachments, requiring precise dimensional control throughout fabrication and installation.
Dimensional Tolerance: All frame members and connection points are held to a maximum tolerance of 1/32". This tight specification ensures that piping support brackets, mounting hardware, and structural interfaces align correctly across the full assembly without shimming or field modification.
Welding & Finishing: All joints are TIG welded with argon back-purge to prevent oxidation on the weld-side surface. Post-weld passivation is performed per ASTM A967 to restore the passive oxide layer and maximize corrosion resistance. Each completed frame undergoes dimensional inspection prior to acceptance.
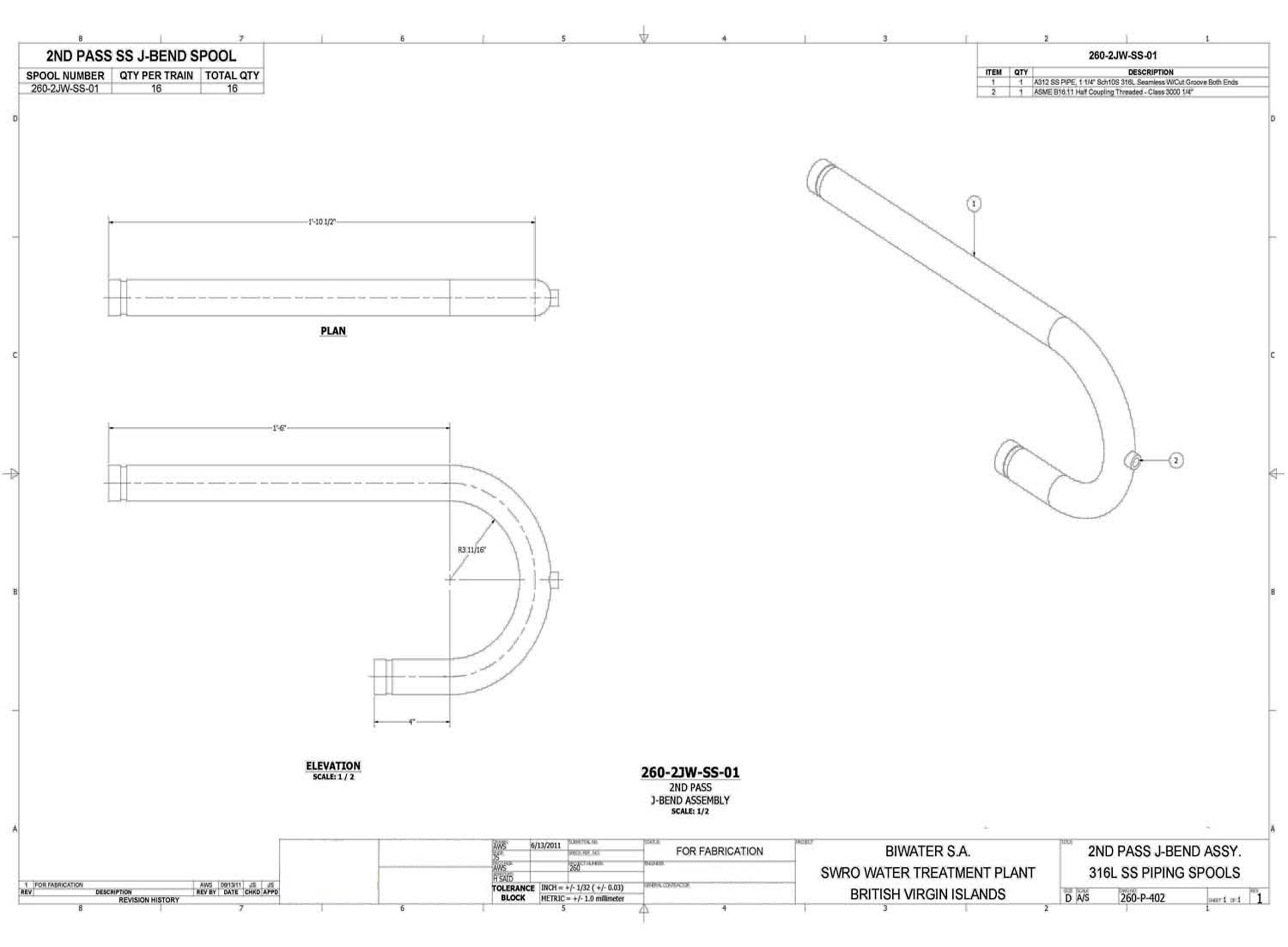
The 2nd Pass RO pipe spools are fabricated from 316L stainless steel, selected for its proven corrosion resistance in the high-purity, low-TDS water environment characteristic of post-first-pass permeate. At this stage the water becomes more aggressive toward standard alloys as dissolved solids are stripped out, making 316L the correct specification to prevent pitting and crevice corrosion across the service life of the system.
As with the 1st Pass system, the pull tee fabrication method is used throughout — branch connections are hydraulically formed directly from the parent pipe wall, preserving wall continuity and eliminating the additional weld joint that a saddle or stub-in connection would introduce. This produces a smoother internal geometry, reduces dead zones where biofilm can accumulate, and is structurally superior under cyclic pressure loading inherent to RO operation.
Critical Welding Tolerances: All welds conform to ASME B31.3. Butt weld hi-lo misalignment is held within 1/16” (1.6 mm). Root gap is controlled to 1/16” ± 1/32”. Angular misalignment is limited to ±0.5°. All TIG root passes are performed with a full internal argon purge to prevent weld-side oxidation. All welds inspected by dye penetrant testing (PT) post-fabrication.
Assembly Fit Tolerances: Flange face perpendicularity is maintained to 1/64” (0.4 mm) per foot of pipe diameter. Overall spool length is held to ±1/16”. Bolt-hole clocking is drilled to ±1°. Each spool is hydrostatically tested at 1.5× design working pressure after a minimum 24-hour cure period.
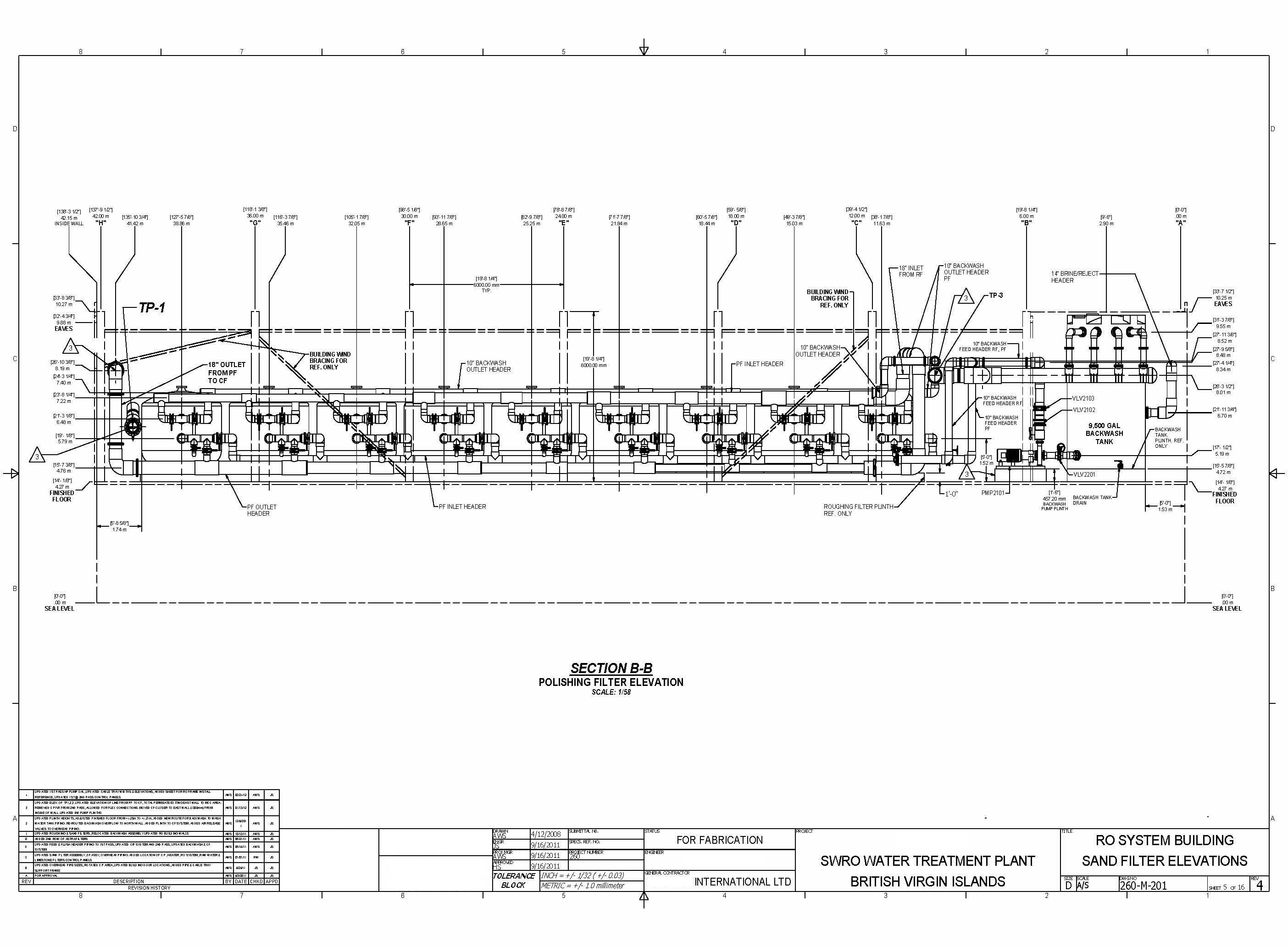
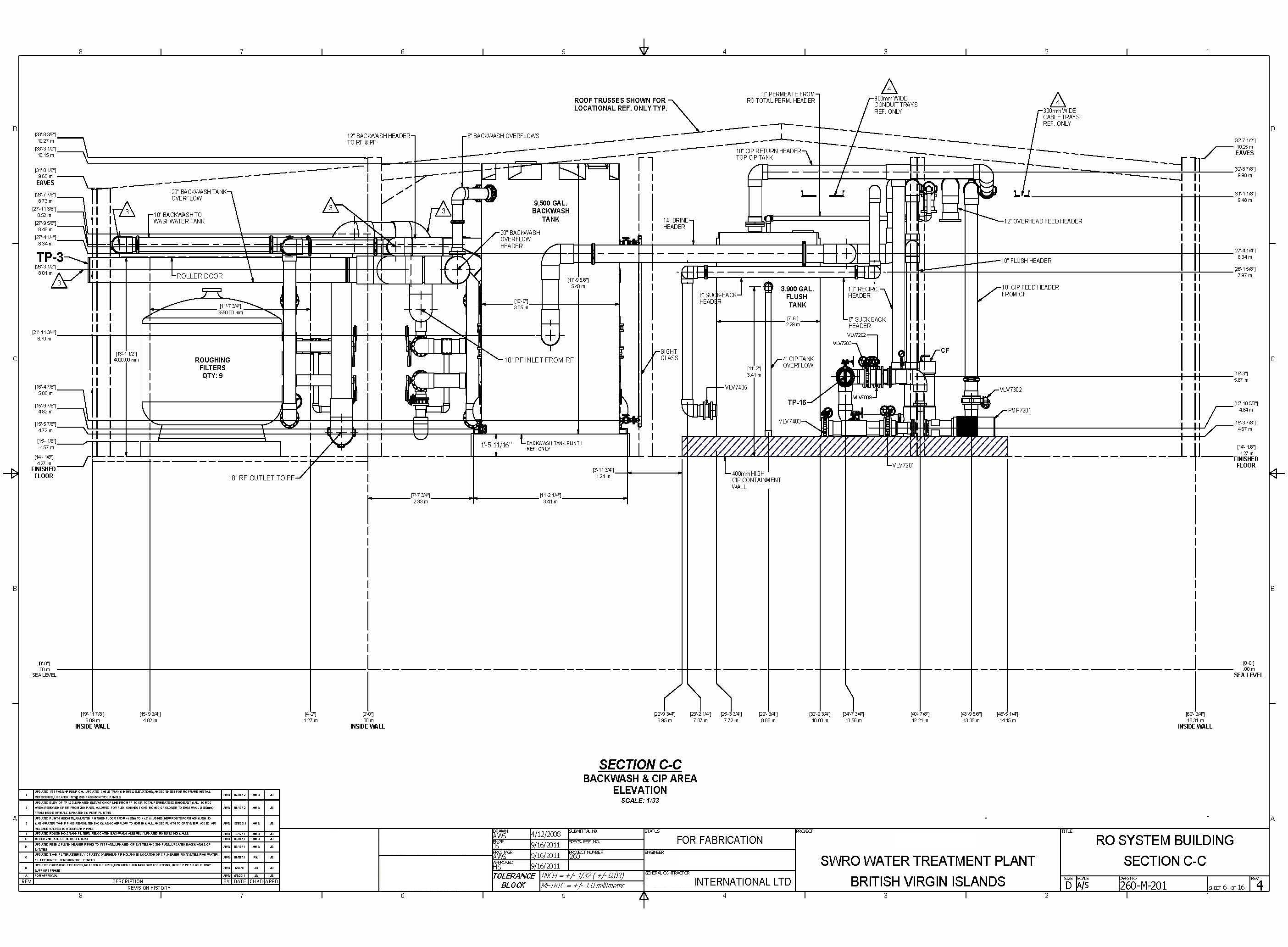
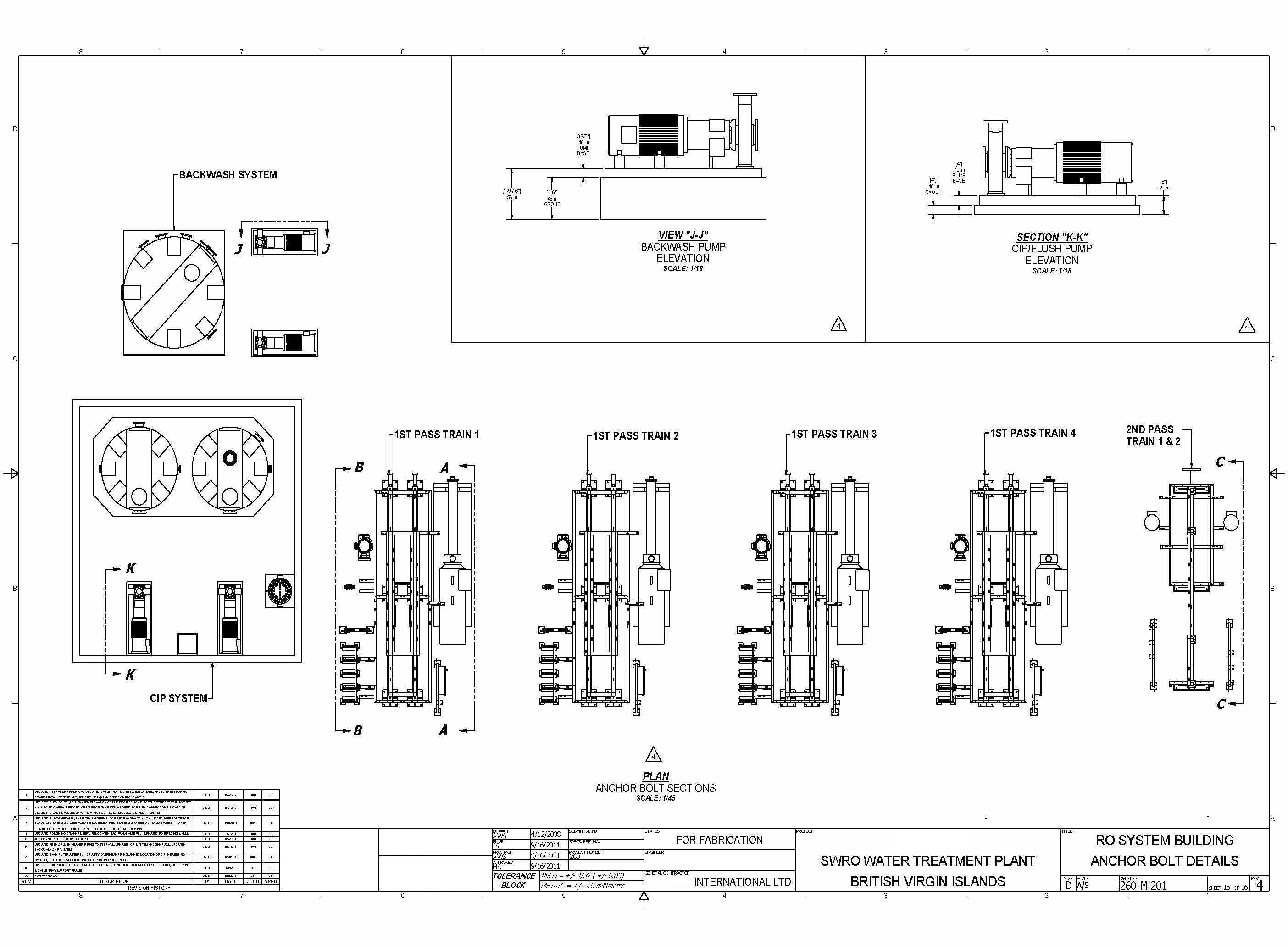
The Backwash System periodically reverses flow through the cartridge filters and pre-treatment membranes to dislodge accumulated particulates, biological matter, and suspended solids — restoring filter performance and protecting the downstream RO membranes from fouling-related pressure drop.
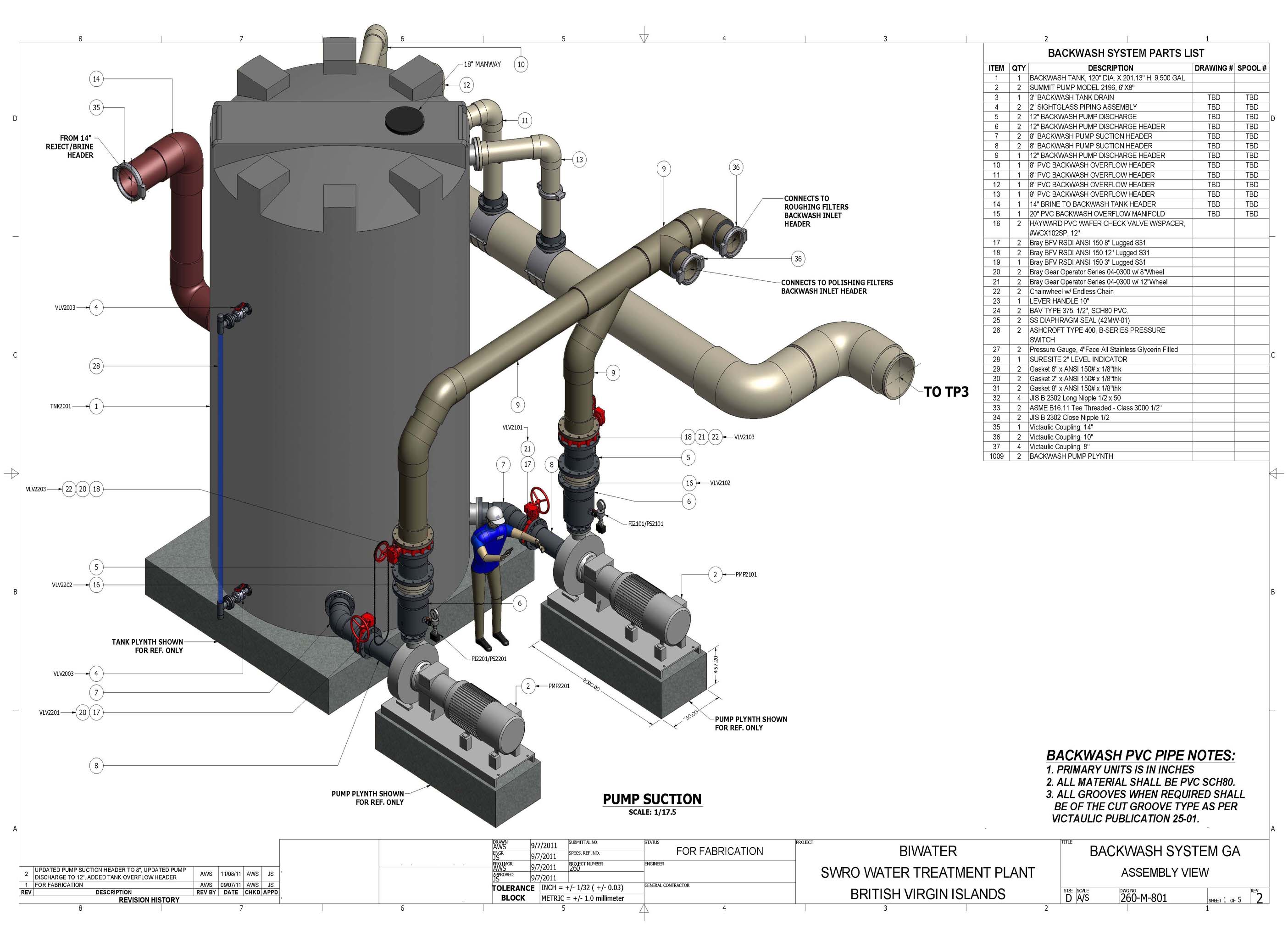
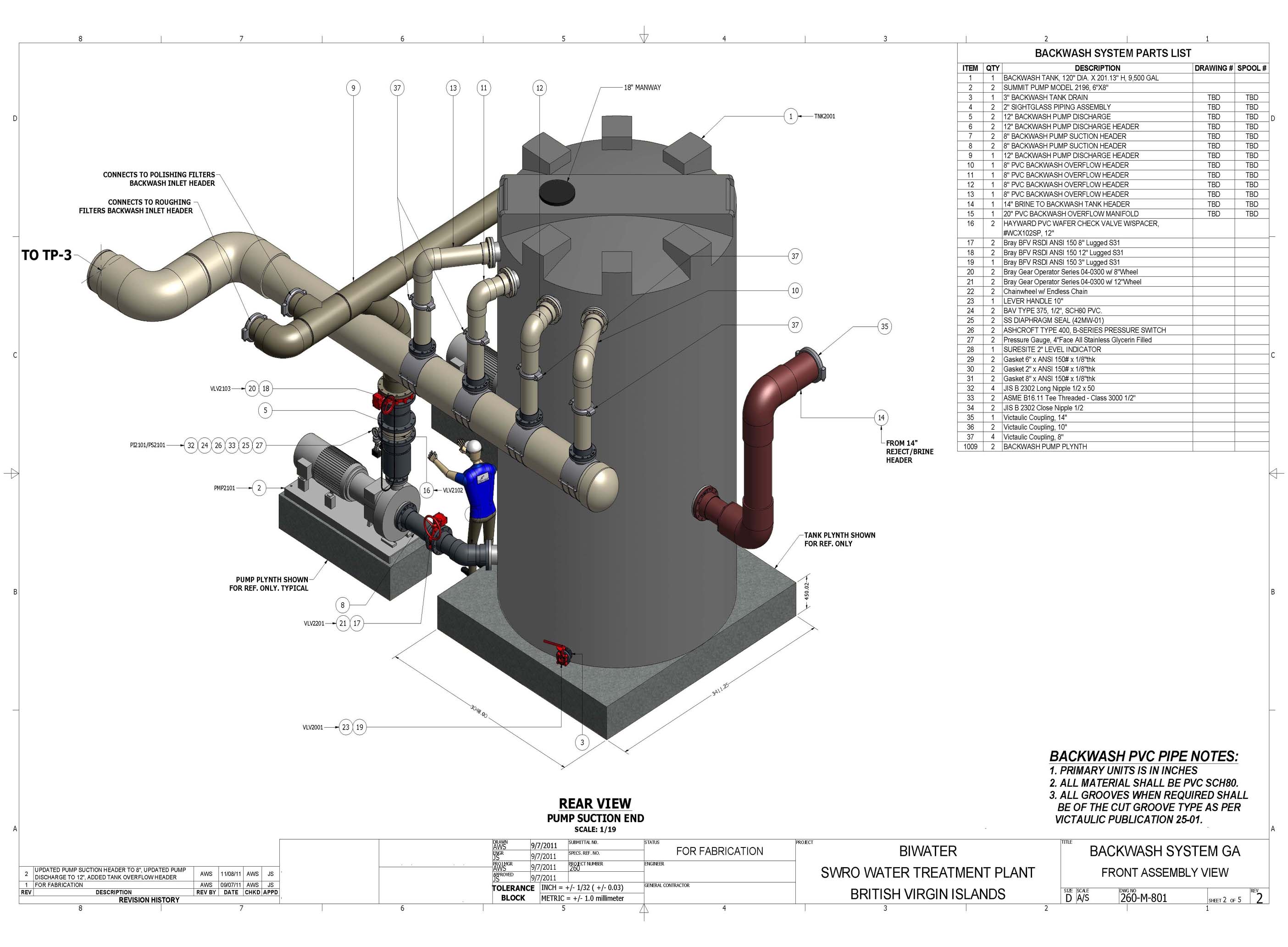
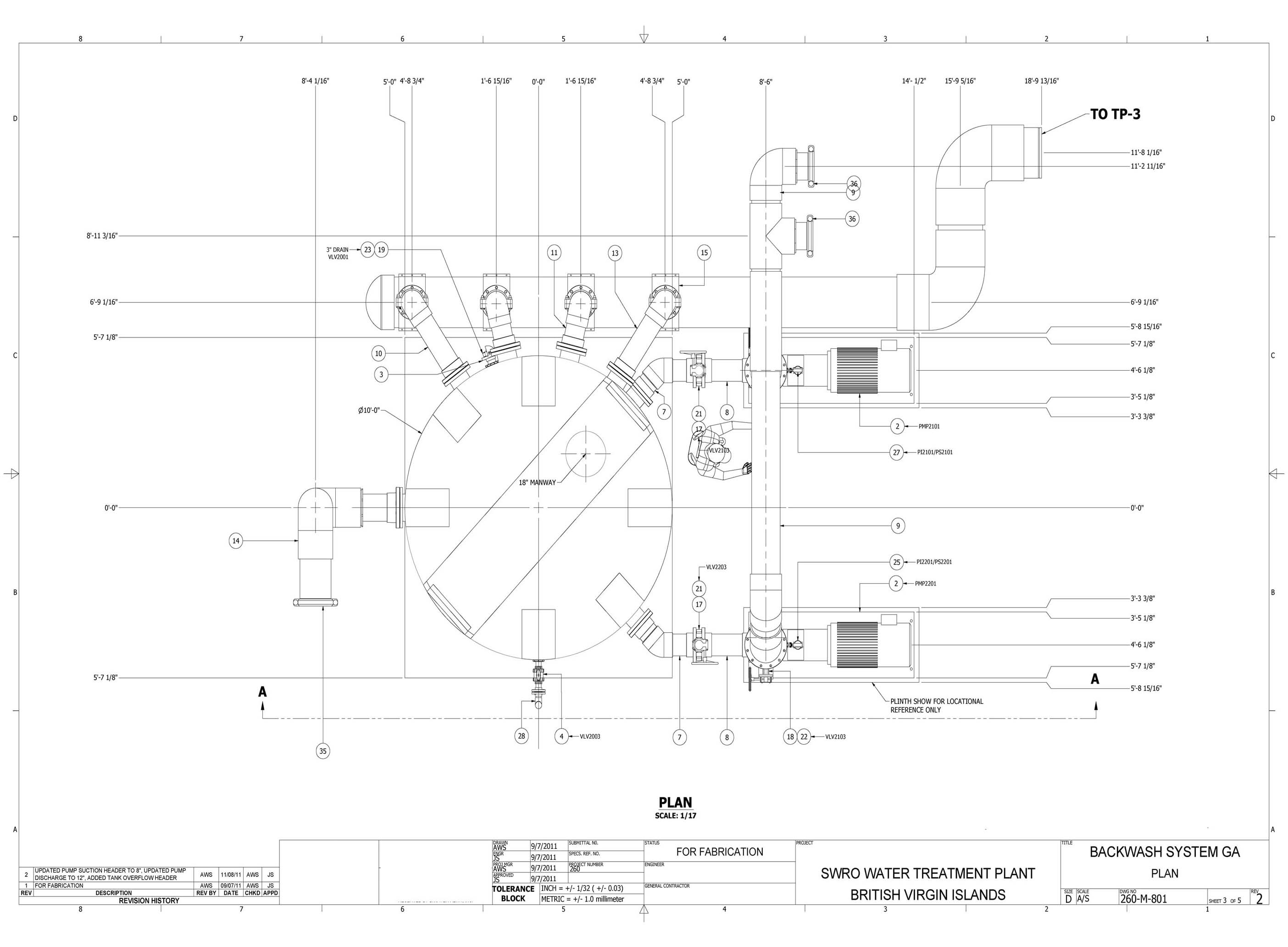
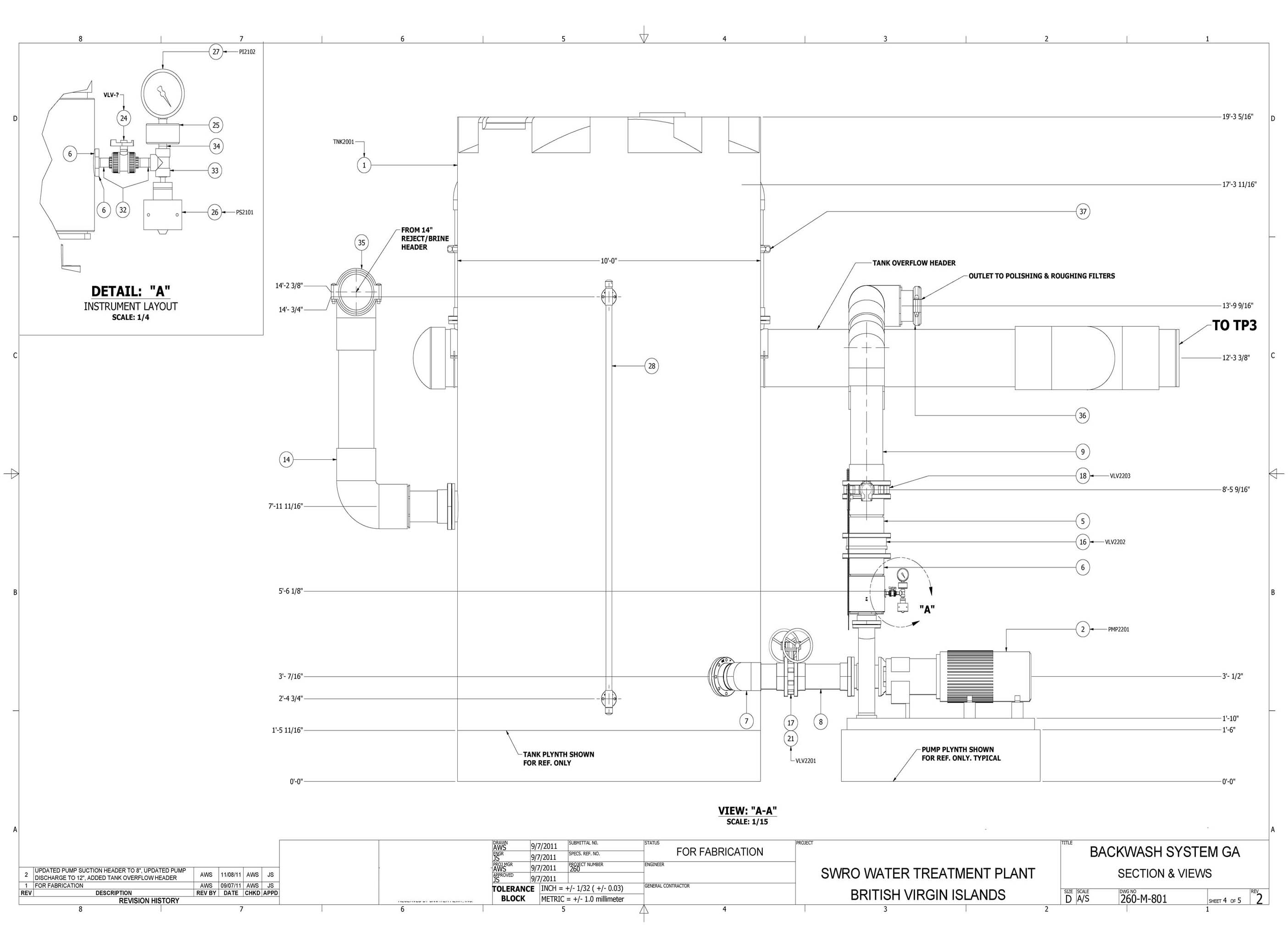
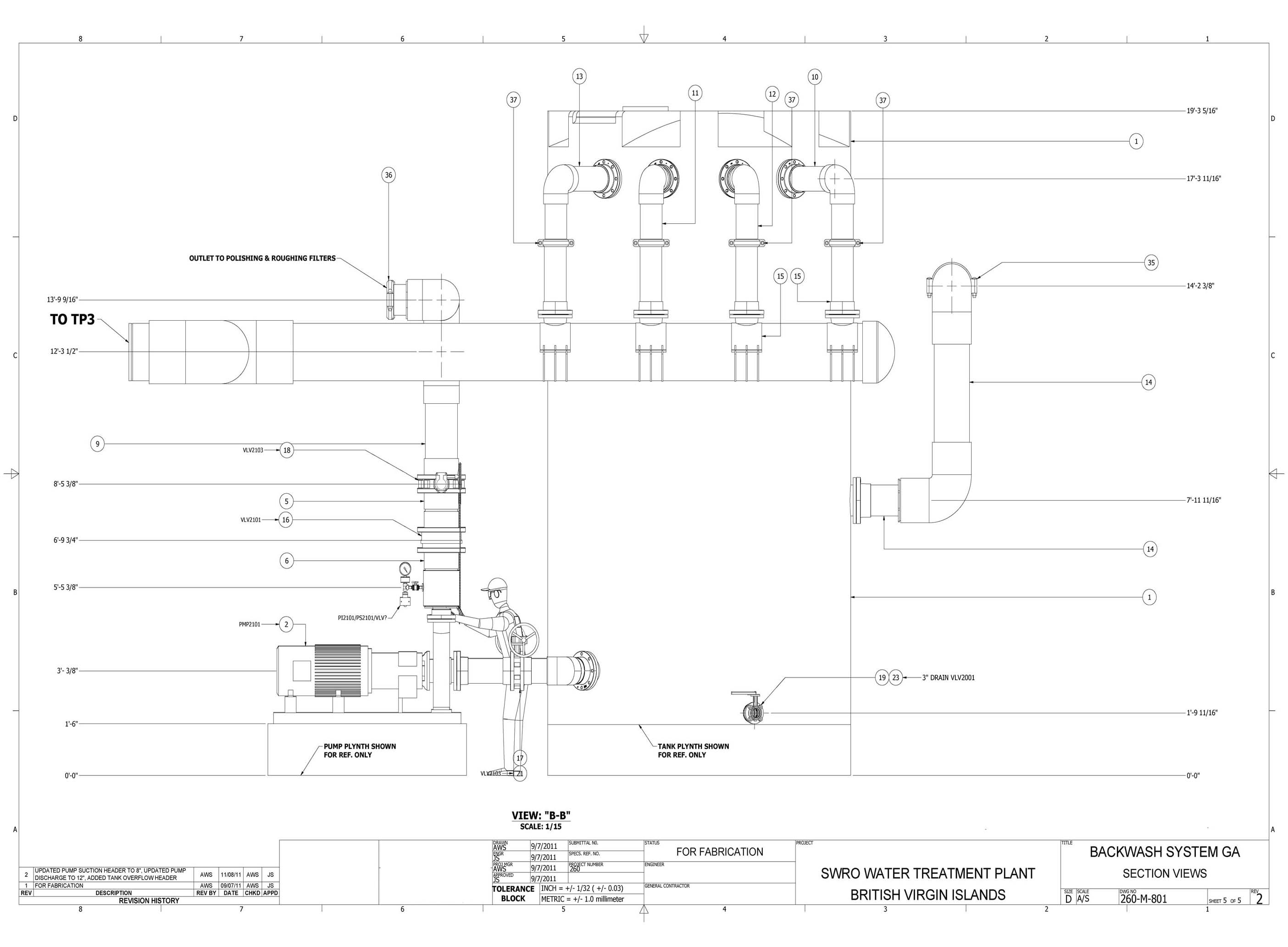
The Backwash System PVC pipe spools are fabricated from Schedule 80 PVC (Sch80), chosen for its pressure rating, chemical resistance, and compatibility with the brackish backwash flows encountered during filter regeneration cycles. These spools connect the backwash skid to the cartridge filter housings and pre-treatment membrane vessels, routing flush water and waste streams outside the main skid envelope — identical in concept to the external PVC runs found elsewhere in the plant, keeping all interconnect piping separate from the structural assemblies they serve.
Each spool is dimensioned to published ASTM D1785 Schedule 80 wall specifications with solvent-welded socket joints. Spool drawings define cut lengths, socket depths, and fitting orientations to ±1/16″ so that field installers can assemble without shimming or re-cutting. Pressure testing to 1.5× operating pressure is performed on each completed loop prior to commissioning.
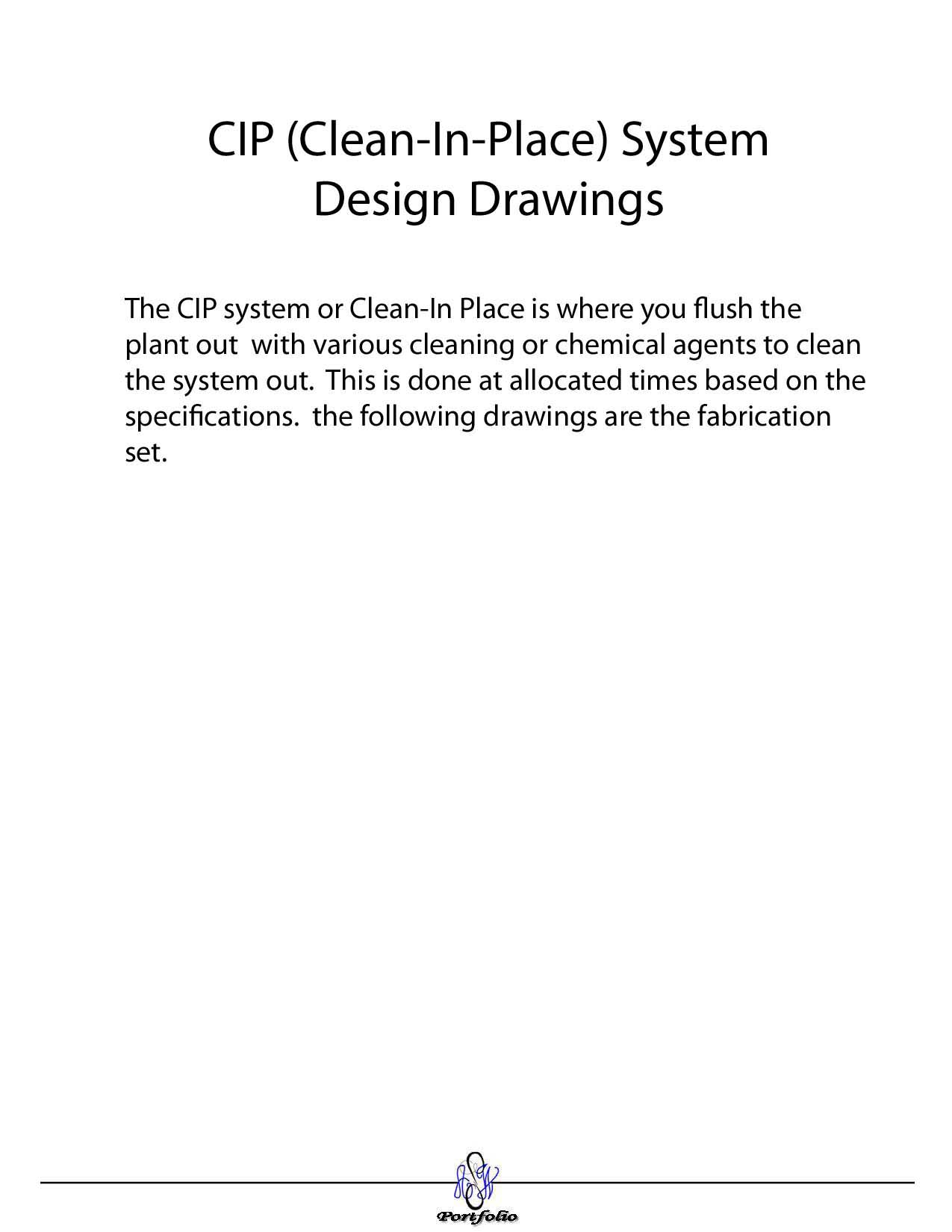
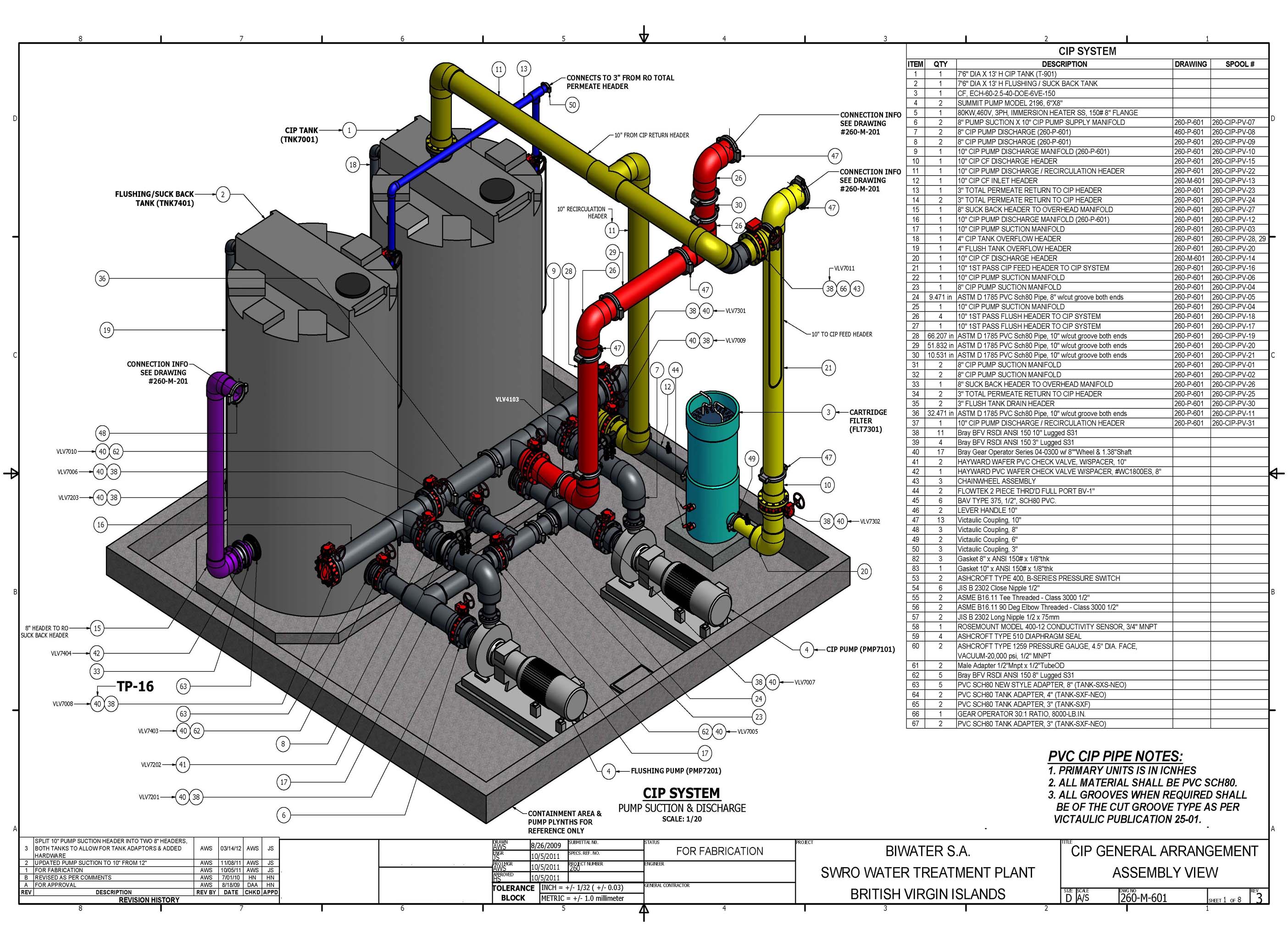
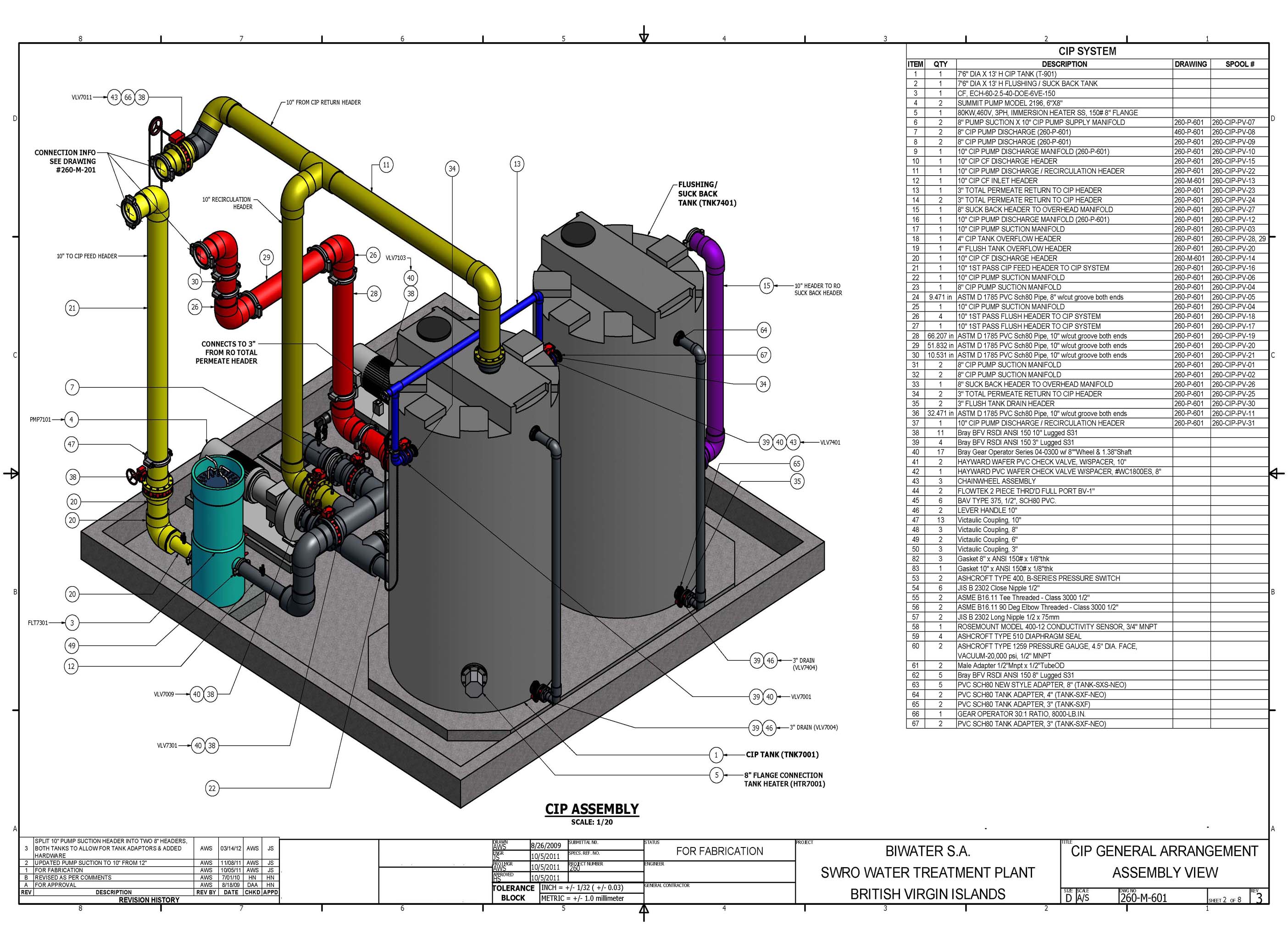
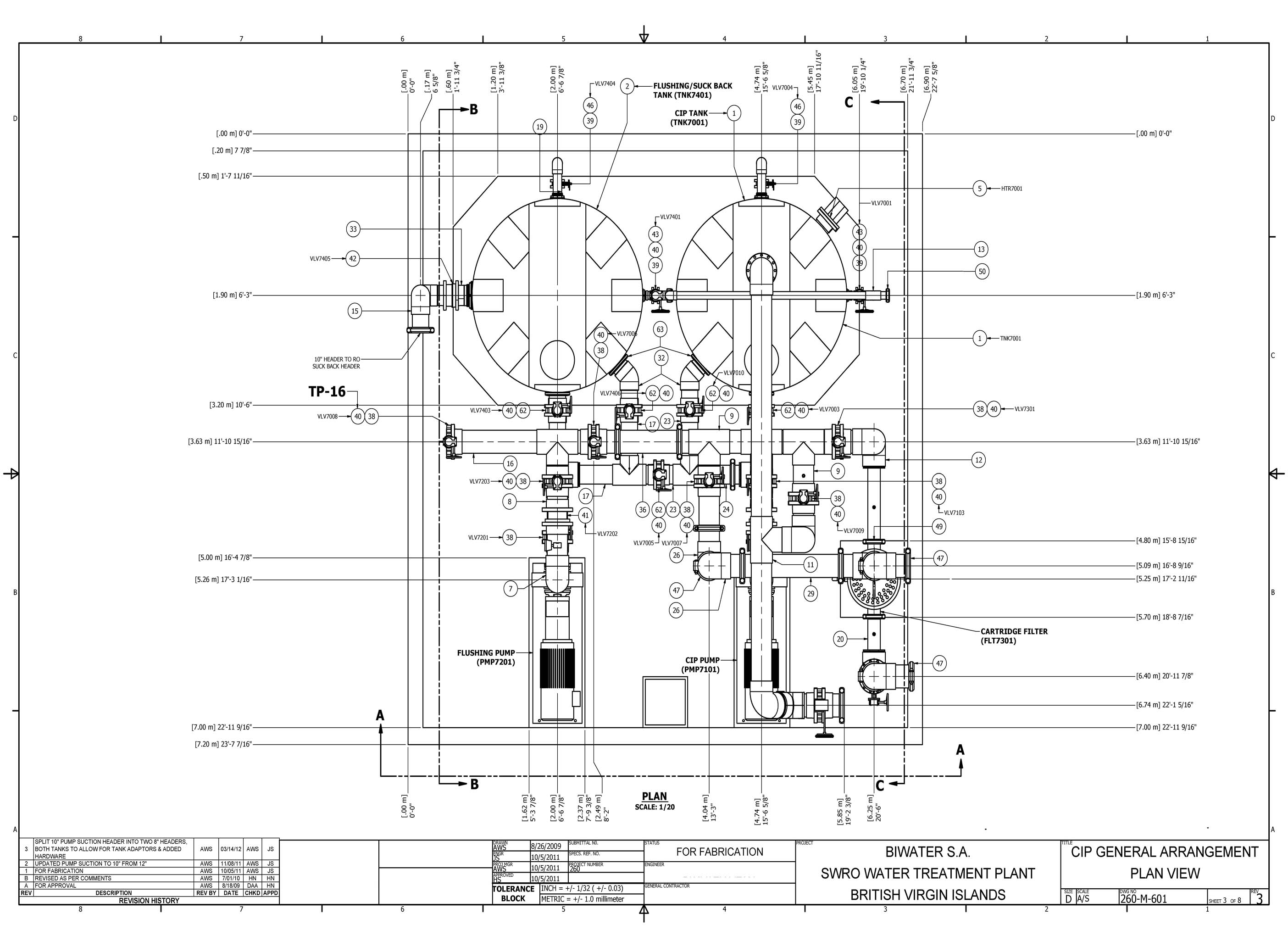
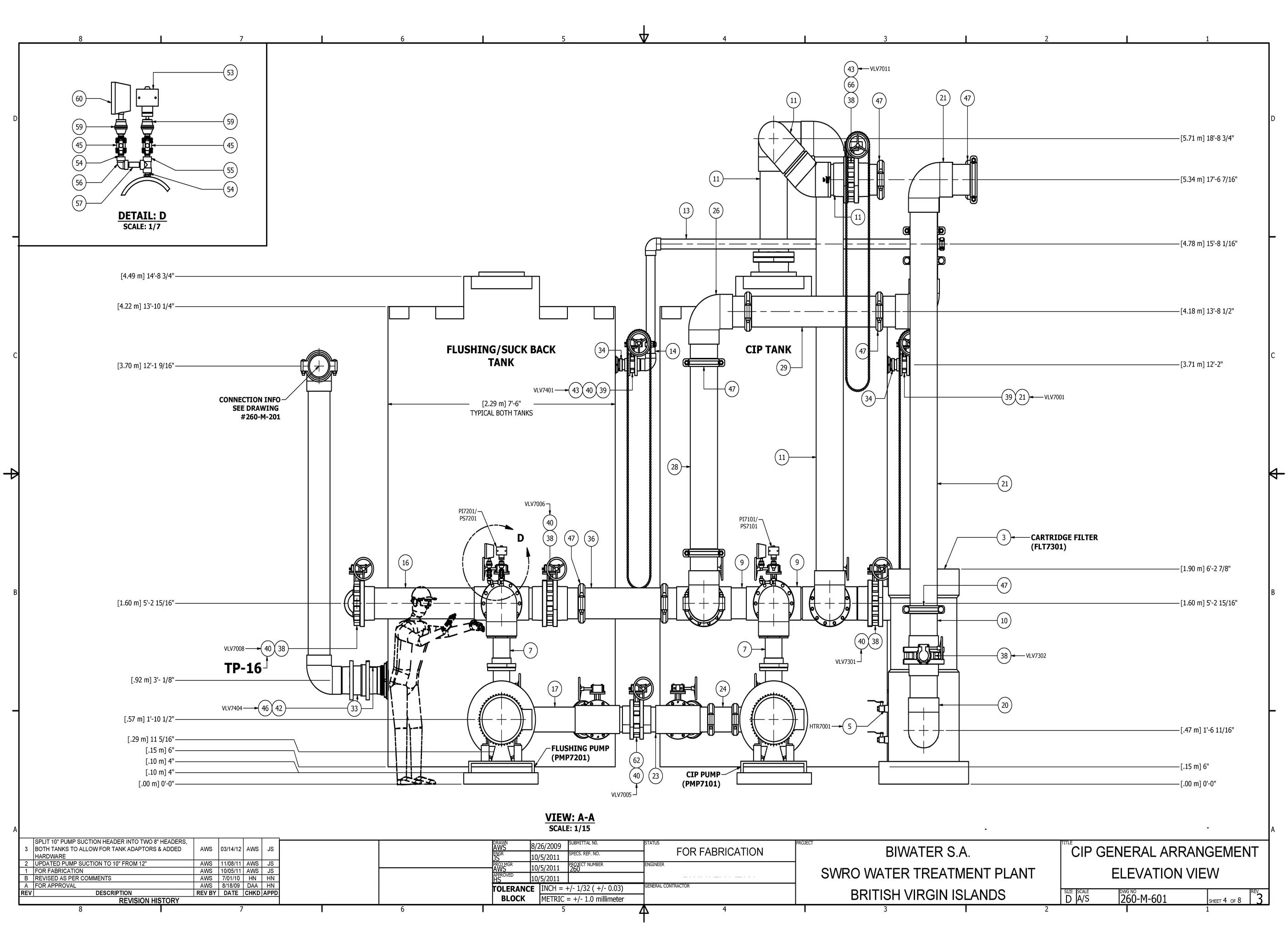
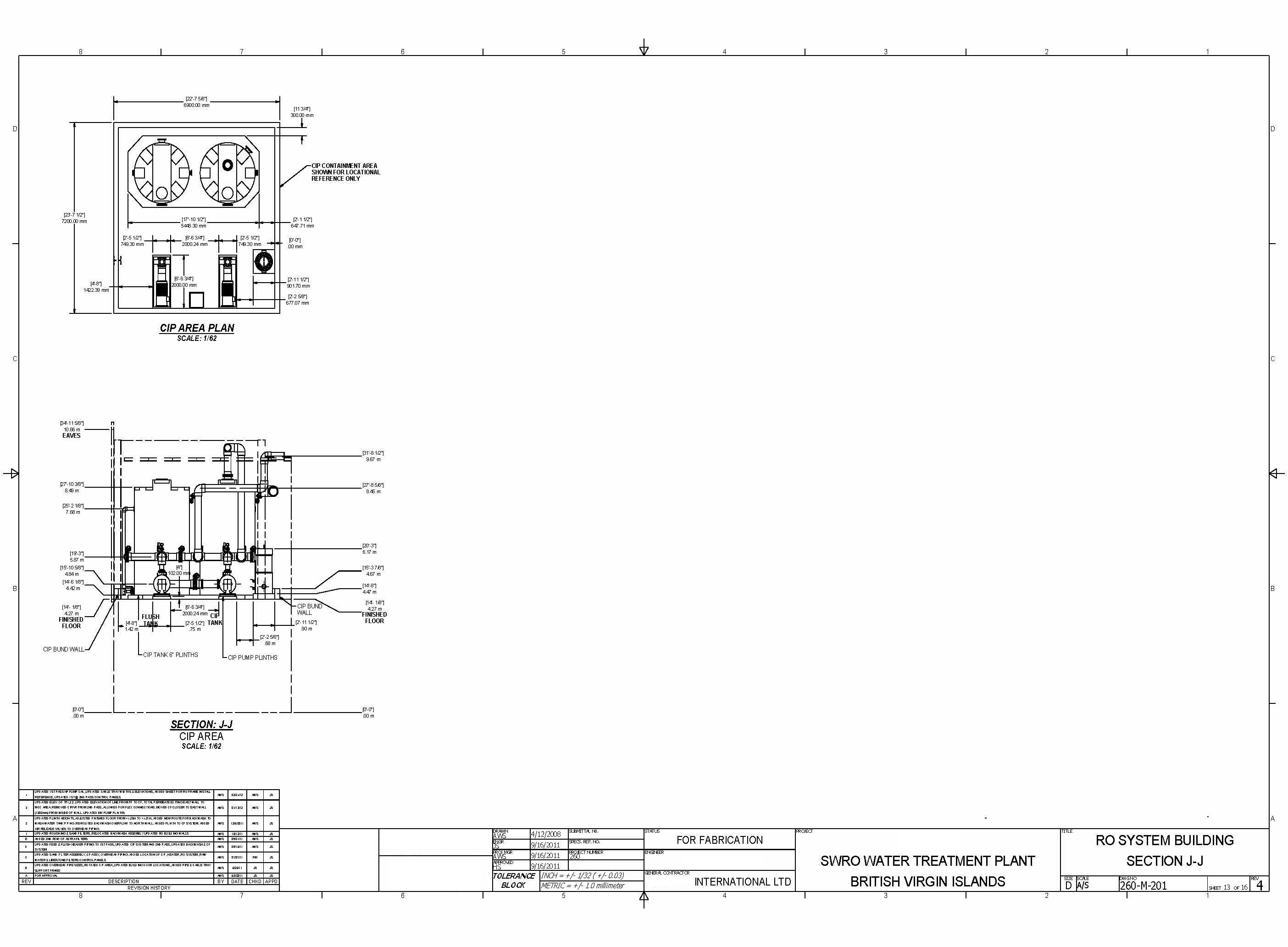
The Clean In Place system circulates chemical cleaning solutions through the RO membranes and associated piping without dismantling the system, restoring membrane flux and salt rejection that decline over time due to fouling, scaling, and biological growth.
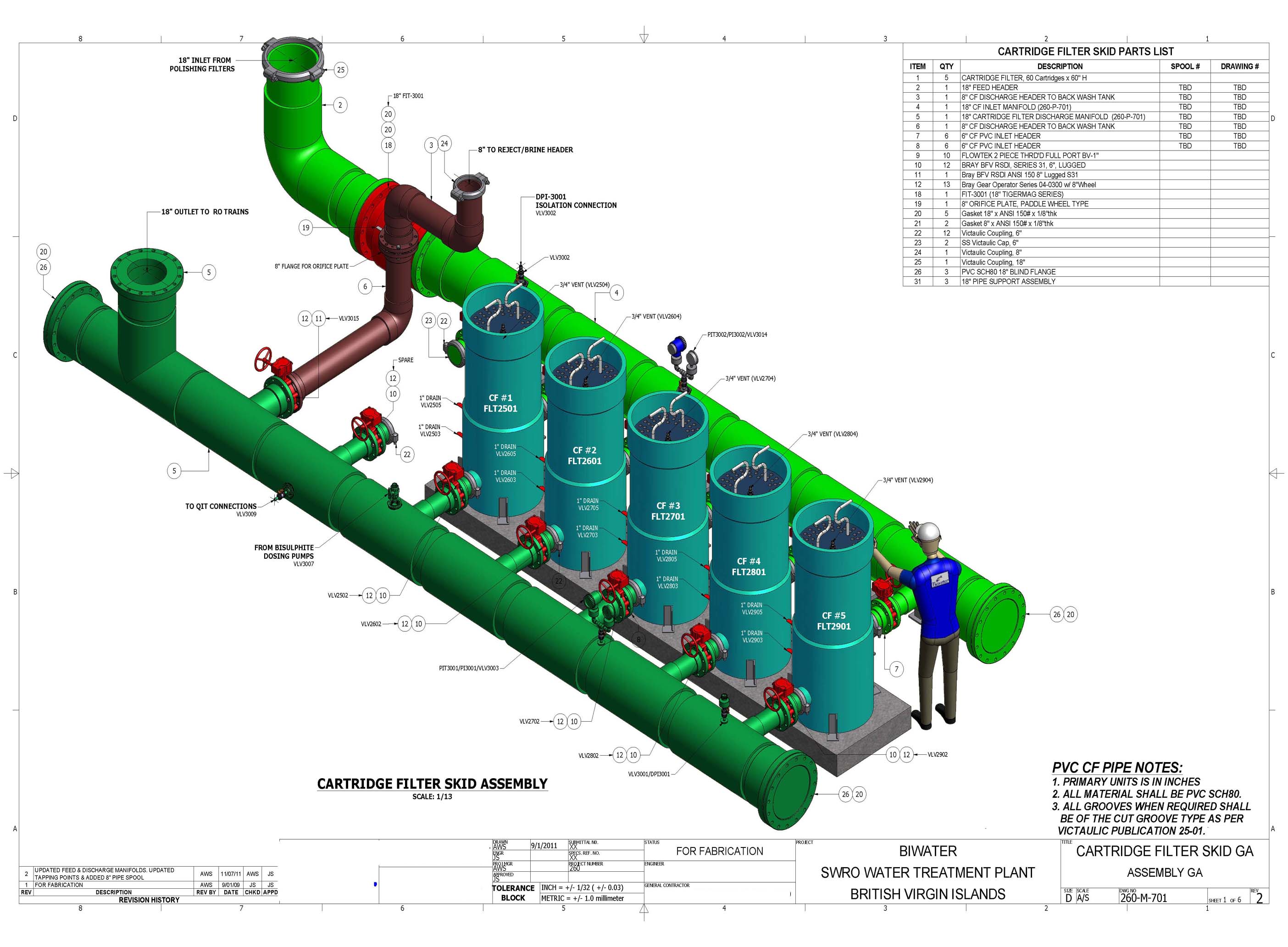
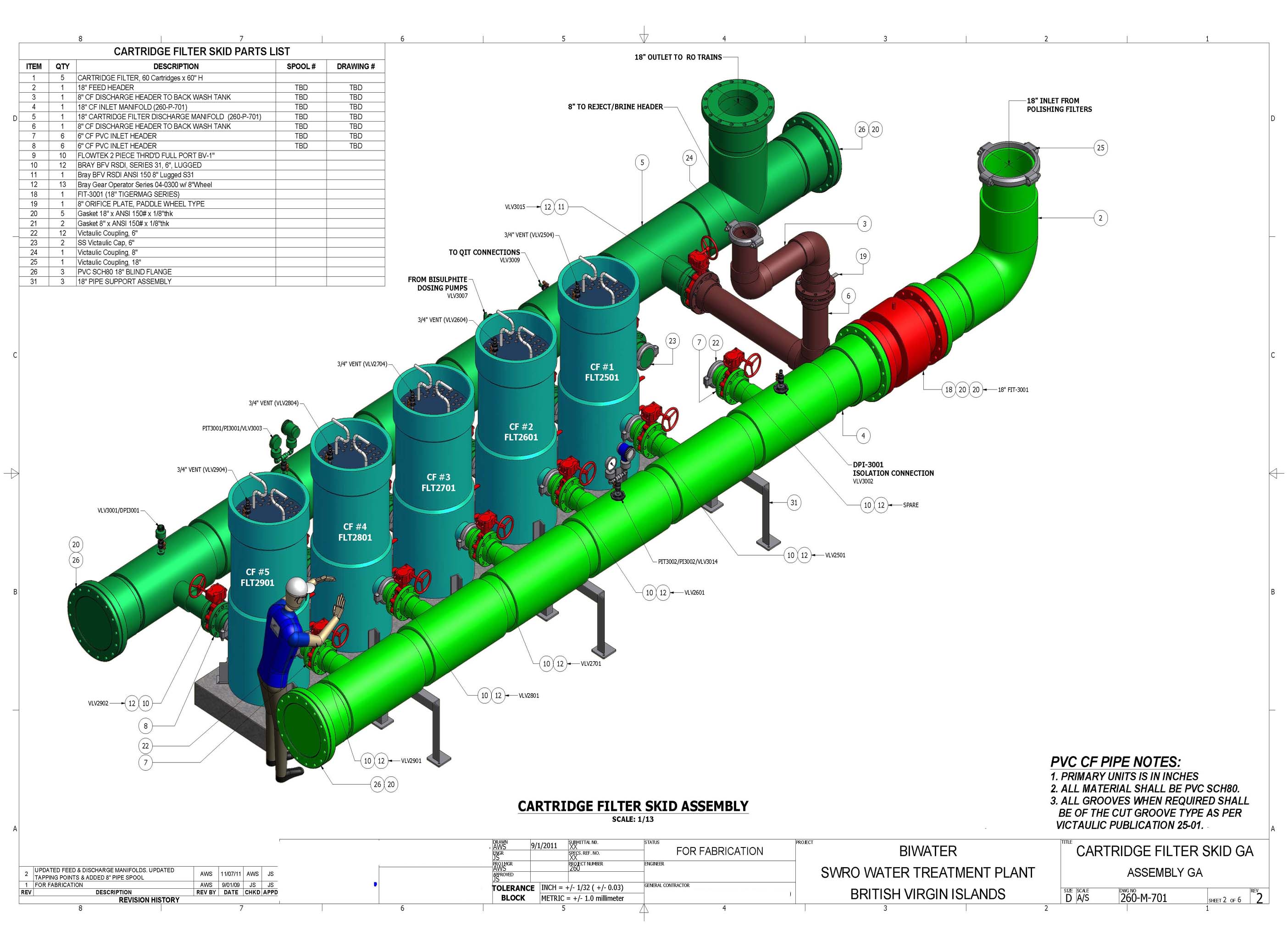
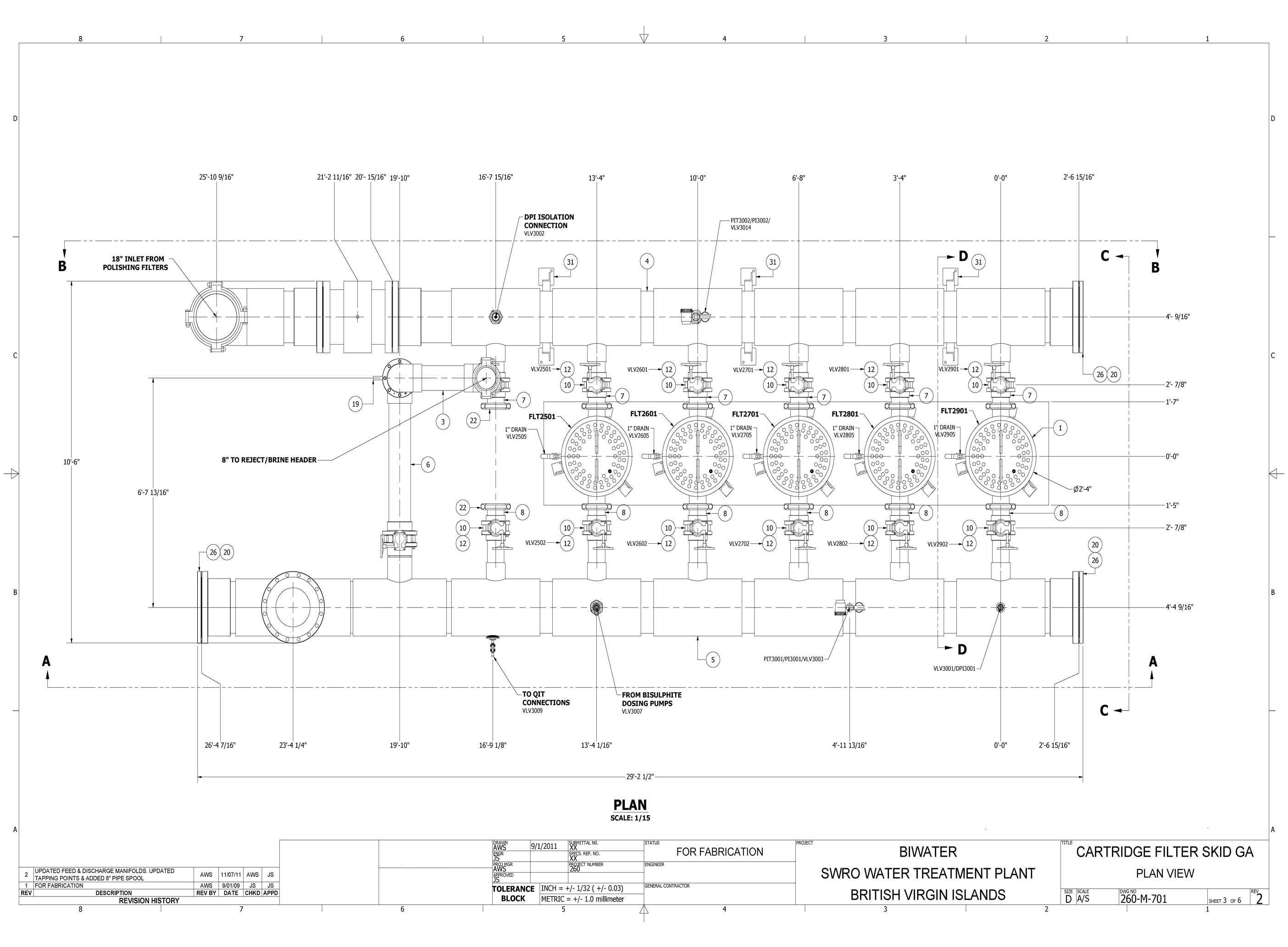
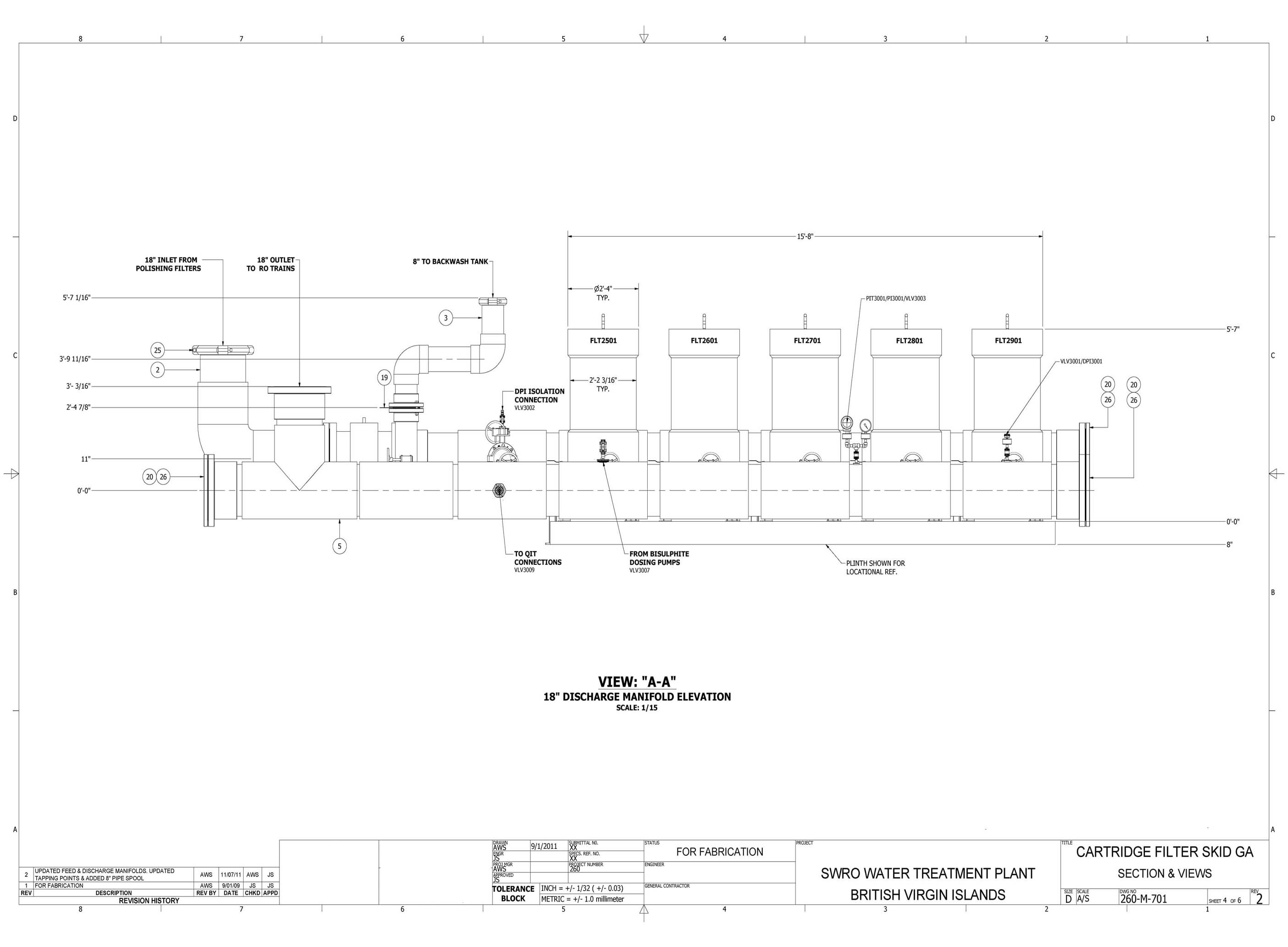
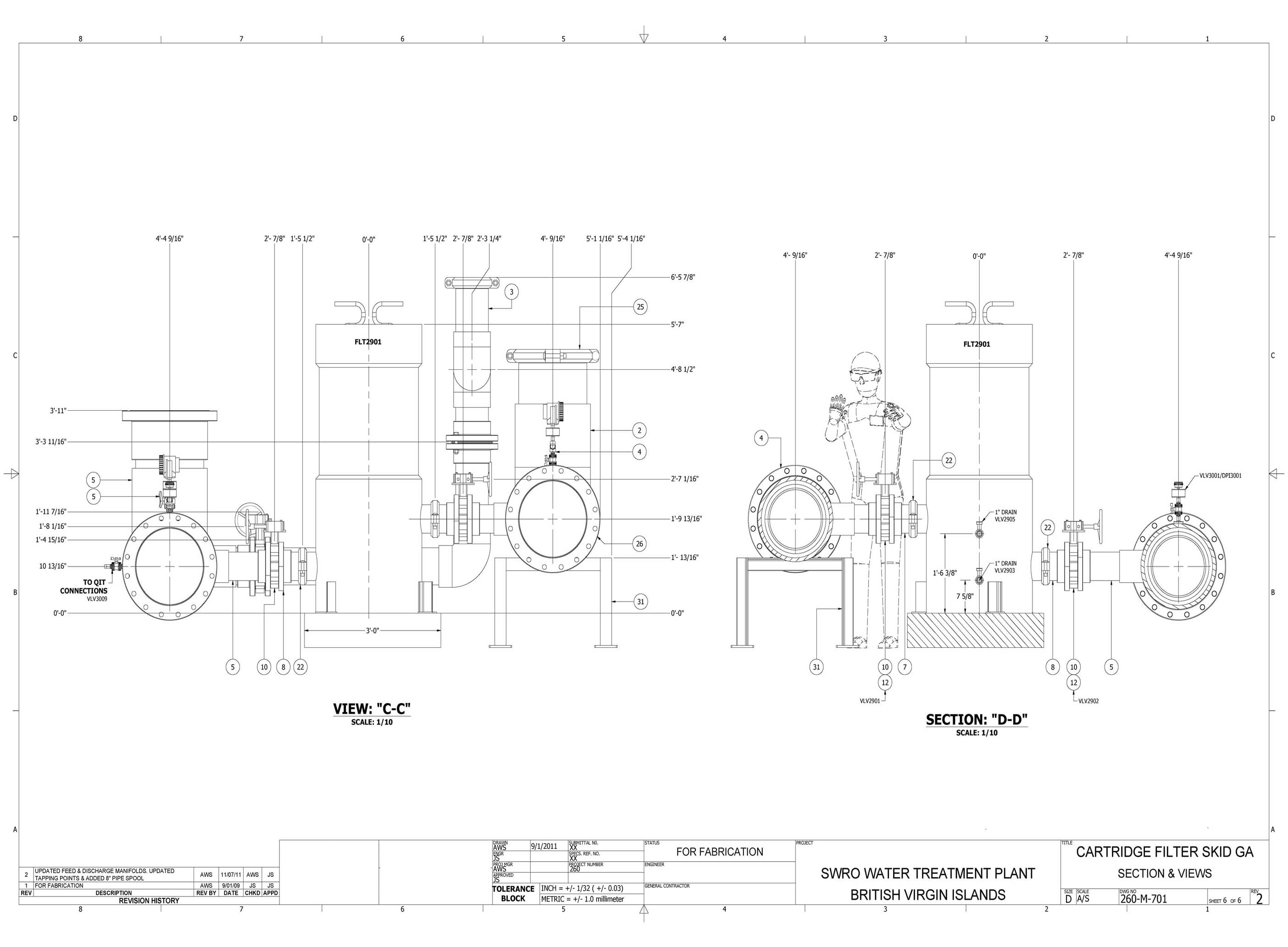
Cartridge filters provide the final pre-treatment stage before seawater enters the high-pressure RO membranes, removing fine particulates and suspended solids down to the specified micron rating to protect the membranes from abrasion and plugging that would accelerate fouling and reduce service life.
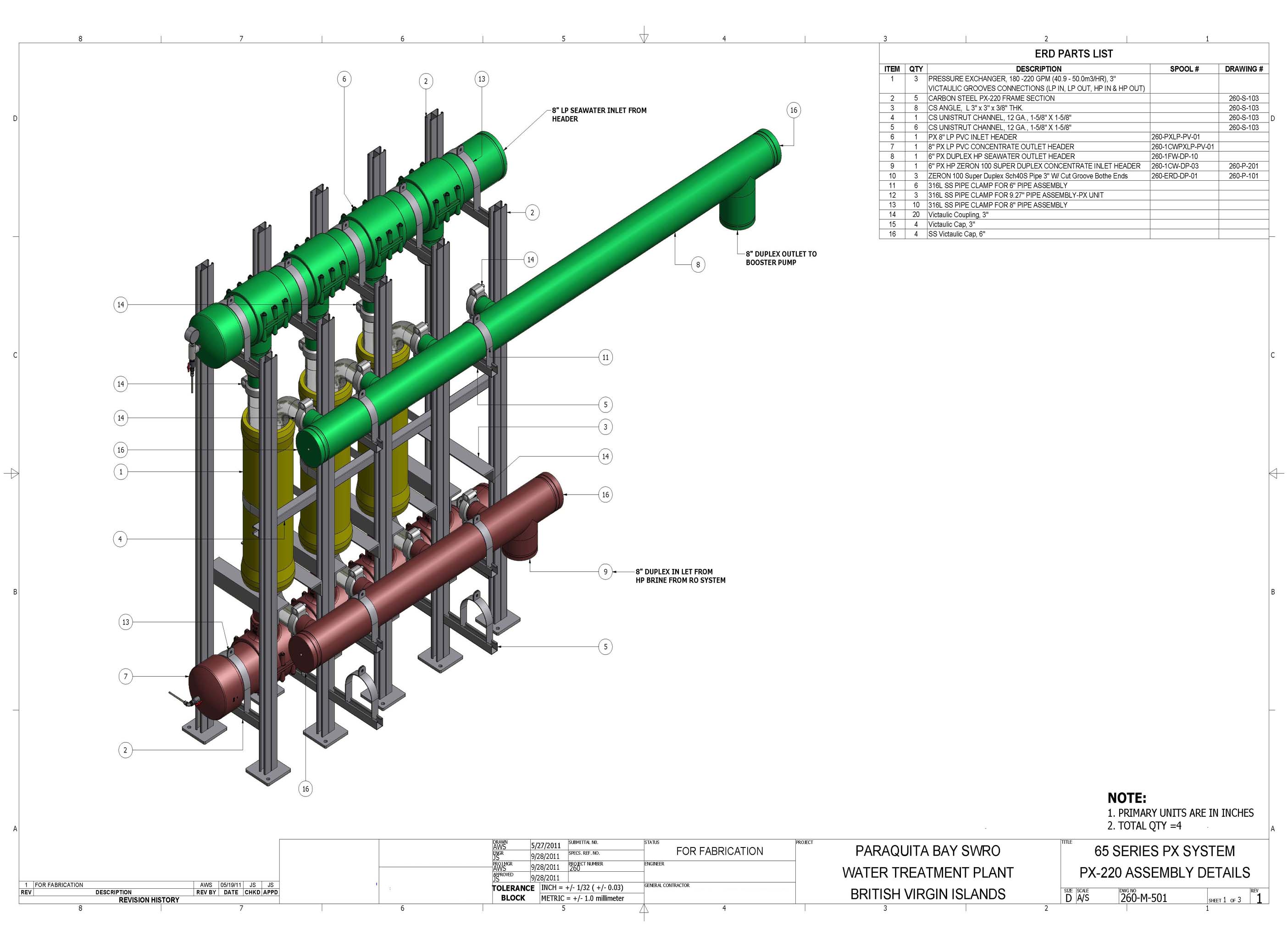
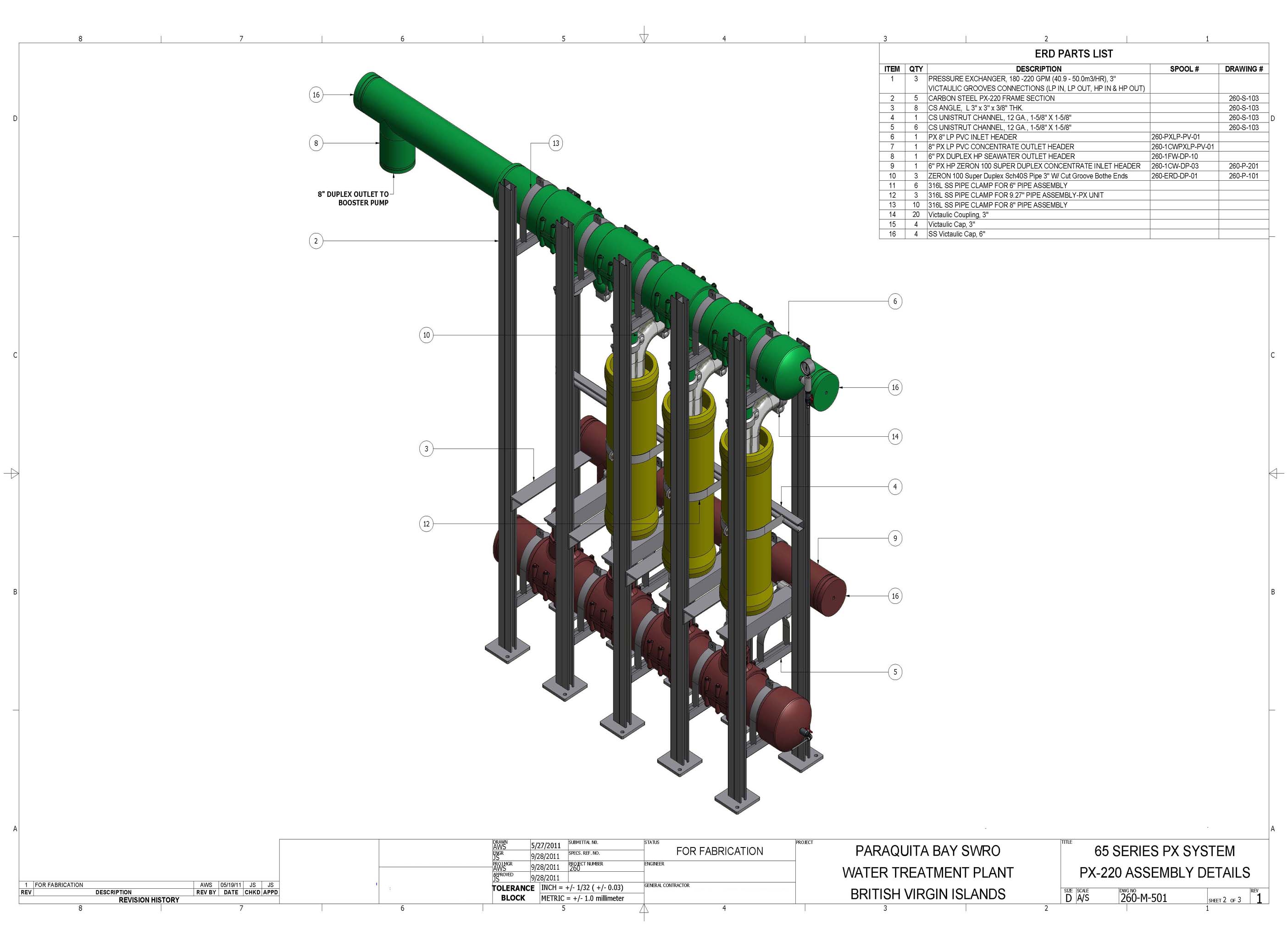
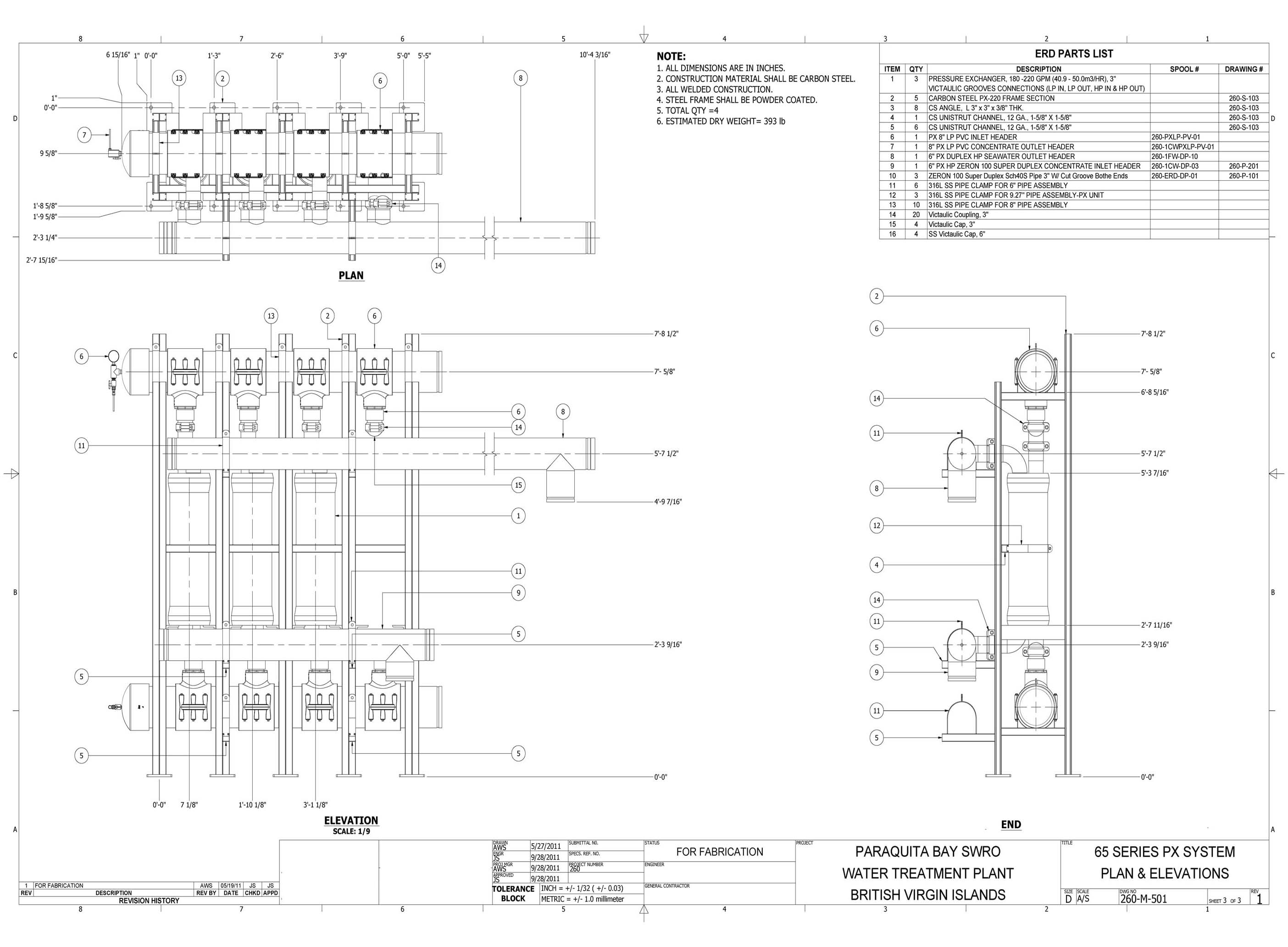
The Pressure Exchanger recovers energy from the high-pressure concentrate stream discharged by the RO membranes, transferring that pressure directly to incoming seawater feed through an isobaric chamber. This dramatically reduces the load on the high-pressure pumps and is central to the energy efficiency of large-scale desalination systems.

The General Details section contains project-wide reference drawings that span multiple systems within the British Virgin Islands desalination plant. These sheets document standard fabrication details, equipment specifications, material call-outs, and site-specific notes applicable across the full plant scope.
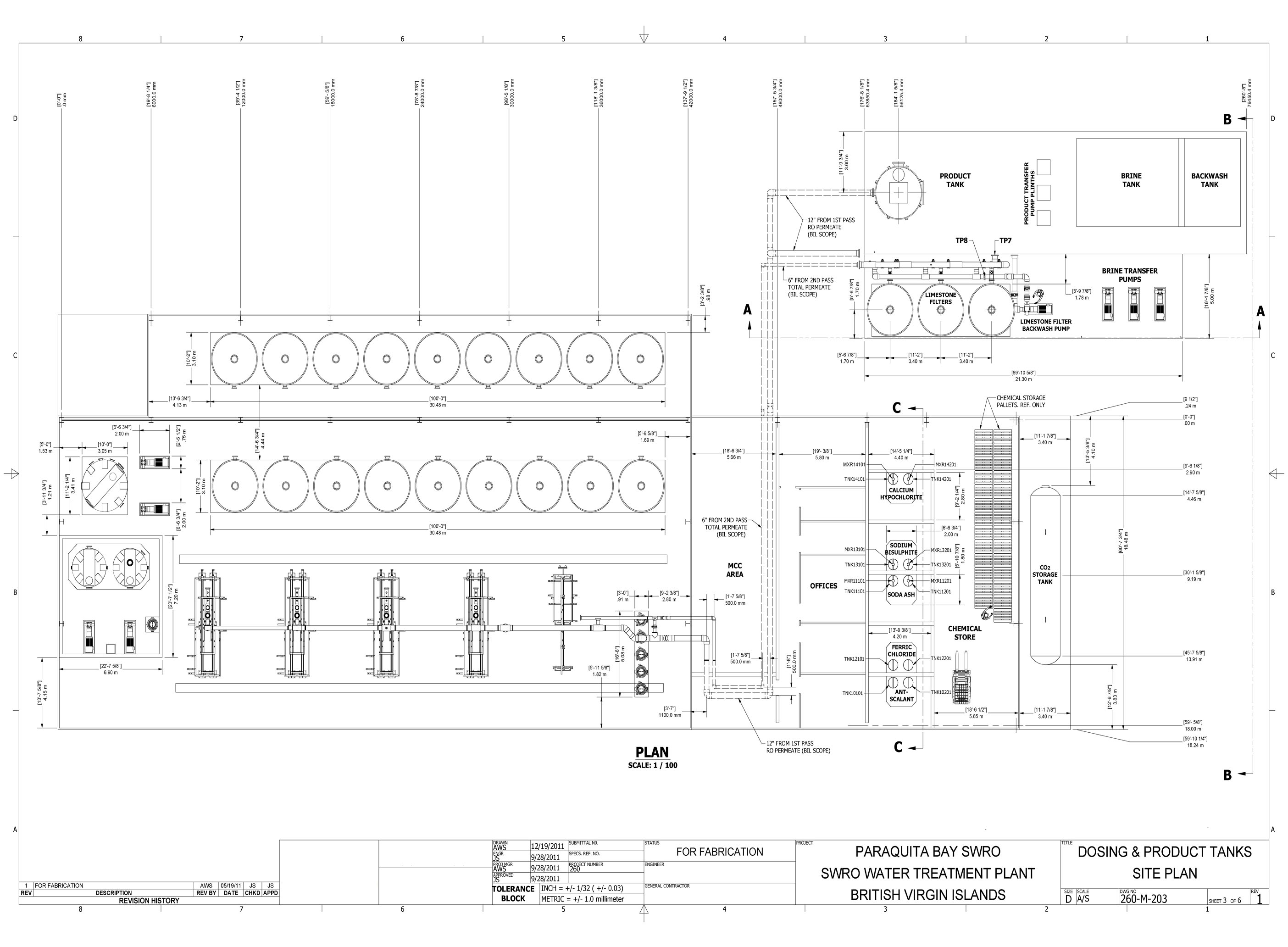
The Chemical Dosing System manages the precise injection of treatment chemicals — including antiscalant, acid, sodium hypochlorite, and coagulant — into the seawater feed and product streams. Accurate chemical dosing is critical to maintaining membrane performance, preventing biological fouling and scaling, and meeting product water quality requirements for the British Virgin Islands desalination plant.
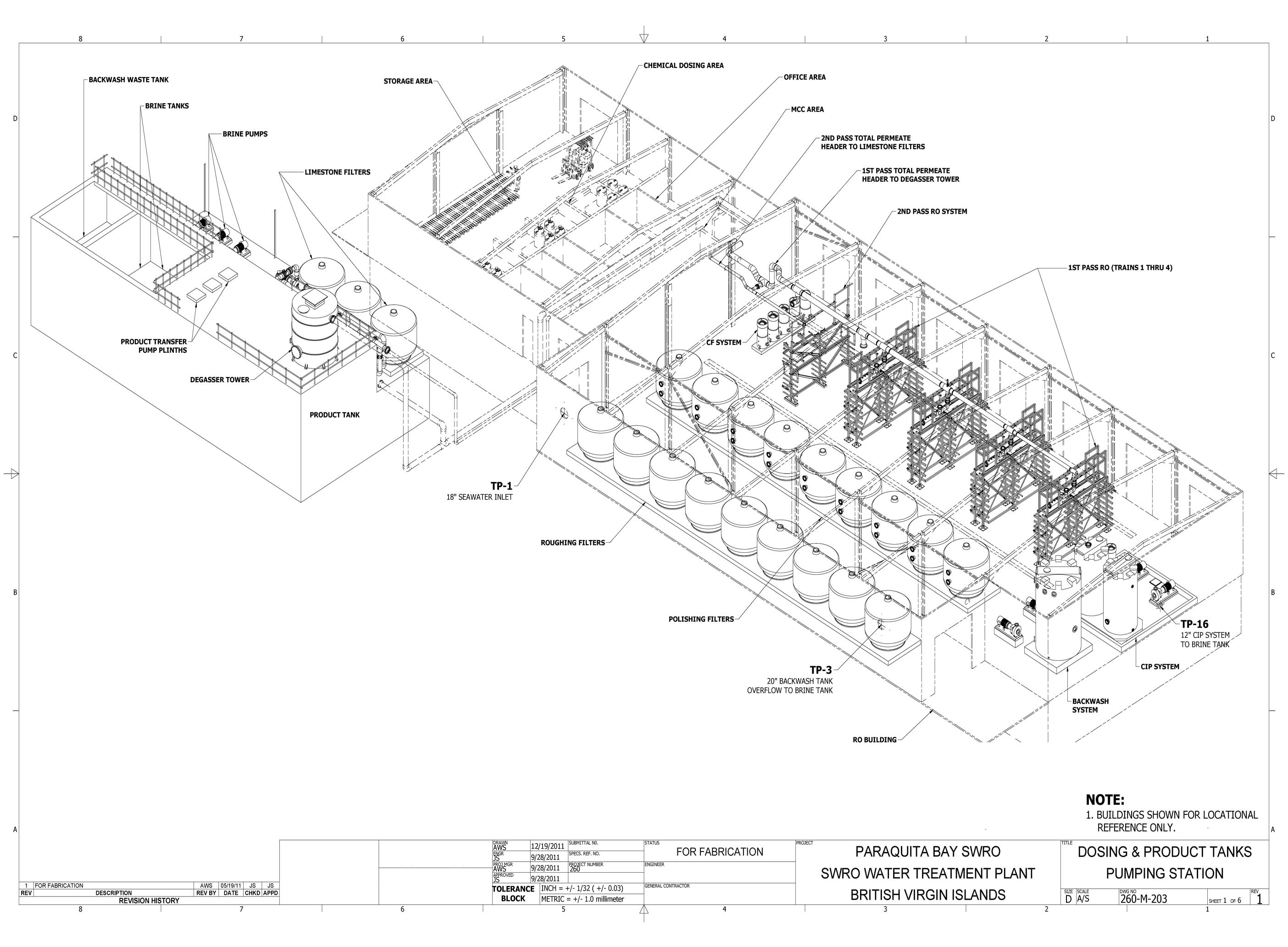
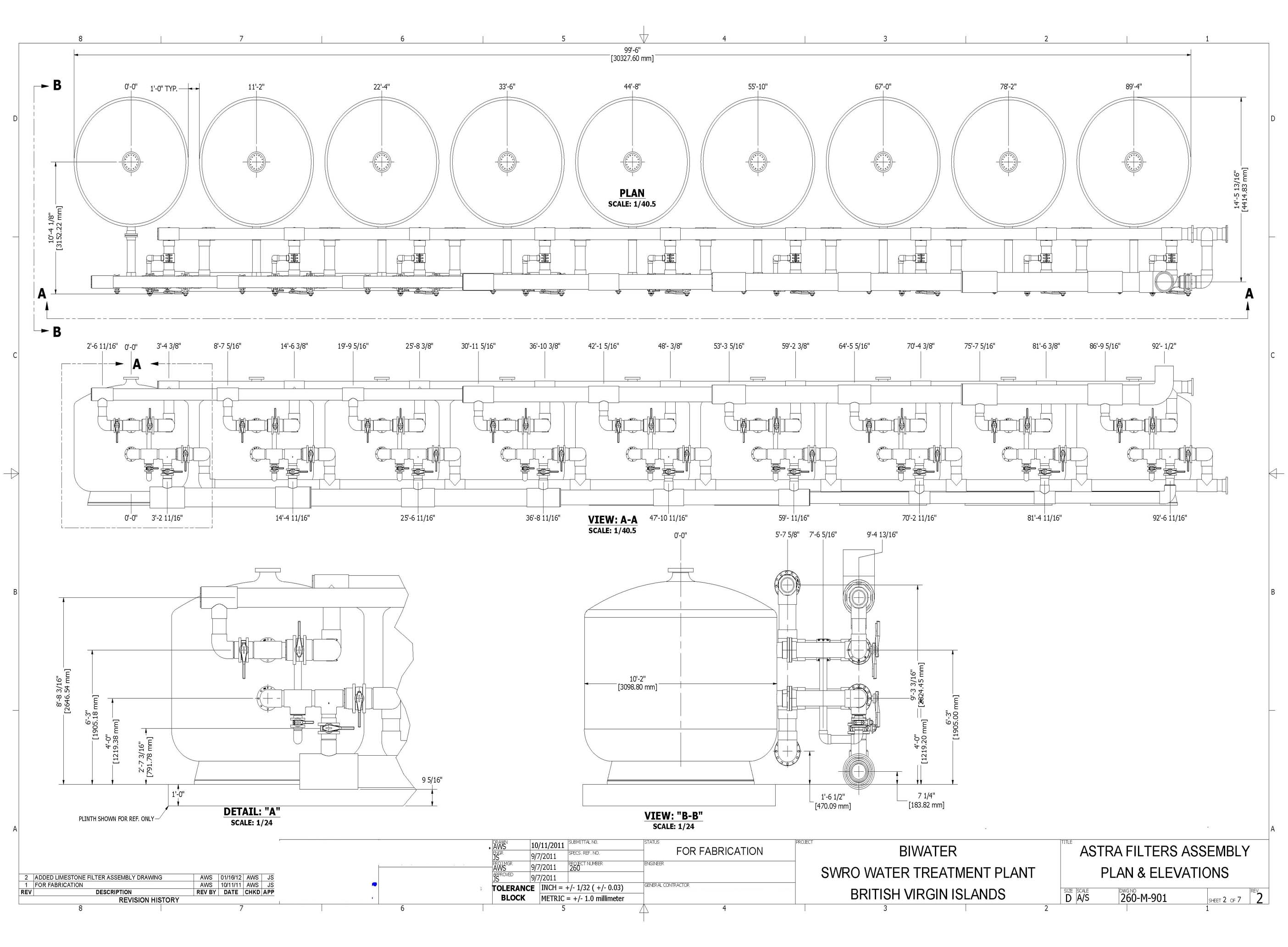
Multimedia filters provide the primary coarse pre-treatment stage in the desalination process, removing suspended solids, turbidity, and particulate matter from the raw seawater feed before it reaches the finer cartridge filters and high-pressure RO membranes. The multi-layer filter media — typically anthracite, sand, and garnet — operates in depth filtration mode and is periodically backwashed to restore capacity.
📄 BVI Desalination Portfolio
Complete drawing package for the British Virgin Islands seawater reverse osmosis desalination plant — all systems, all sheets, in one PDF.
Opens download of the full portfolio PDF. File may be large — allow a moment for download to begin.